|
nt-size: 12pt;'> Wong SV. and HamoudaAMS, andEl Baradie MA, Generalized fuzzy models for metal cutting data selection, J Mat Proc Tech 89�C90 (1999), pp. 310�C317.
[14] PandeSS.and PrabhuBS.An expert system for automatic extraction of machining features and tooling selection for automats, Computer Aided Engineering Journal 99 (1990).
[15] Parsaye Kand Chignell M Expert systems for experts, Wiley (1988).
[16] Kojiyama T.et al., An expert system of machining operation planning in Internet environment, J Mater Process Technol 107 (2000), pp. 160�C166.
[17] Jiang B.Baines K.andZockel M.A nex coding schema for the optimisation of milling operations for utilisation by a generative expert C.A.P.P. system, J Mater Process Technol 63 (1997), pp. 163�C168.
[18] Limsombutanan B.Curvature analysis based holon for 5-axis milling cutter selection and tool path planning,Electronic Journal of the School of Advanced Technologies, Asian Institute of Technology 1 (1999) (2).
[19] Sandvik Coromant, COROKEY tool selection guide, C-2903: 6-ENG, 2000.
[20] Sandvik coromant turning tools, C-l000: 7-ENG, 2002.
[21] Kennametal cutting tools, 2001.
[22] Side and face milling, Sandvik Coromant, C-l 129: 022-ENG, 1996.
[23] Valentine indexable cutting tool INSERTS, 1993.
[24] HERTEL boring and countersinking guidelines, Technical handbook, 103 GB, 1994.
[25] Carboloy turning GT5-265 M-59-03, 1995.
, ��������������������ר��ϵͳ�Ŀ���
��³���ѧ����е����ϵ��Gorukle16059����������������
��2004��9��8���ո壬��2005��1��31������
2005��3��21�տ�����
ժ Ҫ
�ڽ���������������Щ������Ҫ�����õķ������Ա������κ�����Ľ��֮ǰ��������ȡ��Ч��������ʩ����һ������ʵ����Ʒ�����ȶ��Ϳ��������ܳɱ����������Ҫ�����á����ǣ���Ҫһ��ӵ�����������������д���������֪ʶ��ר����һ�����������ڱ���������ר��ϵͳ��COROSolve��������������ڽ�����������������������Ҫ������������ϳ������ס���������������������ⶼ���������ڣ��������������еĹ����ڲ�����ת�۵����������������۳��������Ƴ����ȹ���; ��ϳ��������ϳ������ϳ����ϳ������;ϳ�Ͳ�ϳ�ȹ�������������ҵ��ʹ���̶����תλ��ͷ���ȡ�COROSolve��������������������������ܼ�ʱ�������������⣬����ԭ��Ͳ��ȴ�ʩ�ȷ�������ݿ⣬���ϵͳ�ܹ��������������������ӡ�
�ؼ����������������� ר��ϵͳ KBS ����ĥ��
1������
�ִ�����ҵ��Ŀ���ǣ�����֯��ʩ�ܹ�������Ч���ƣ��Ա������ڽ϶������������Խϵ͵������۸�������������IJ�Ʒ ��Ϊ��ʵ�����Խϵ͵ļ۸��ø����ʵIJ�Ʒ�����첿�Ÿ��ע���ø��õĵ��ߺ߾��ܵĻ�е��[1]��Ȼ�����ڴ��������¶�������Ҫ�����Dz����ġ�רҵ�Ĺ���ѡ����ȷ�Ĺ�������Ҫ�ģ�����Ϊ�˸���Ч�����죬����ĥ��ҲӦ�������ڡ��������У�����������϶��ڲ�ͬ��������ĵ��ߵ�ĥ���ȷ���˺ܶ��о�[2]��
����������������Ƭ���γɹ��̡���Ȼ���������ǰѽ������������涨����״�ʹ�С���������ͨ������������Ƭ��������ɡ�������Ƭ���γ���ζ��һ���µĽ������治���γɲ��ص��߲��ϳ����ŷdz��ߵ�ѹ�����¶�[3]���������������Ϊ����������ɢ�ͻ�ѧ��Ӧ�����볡�������е����ڼӹ������в��ϱ���ƾɣ���������������ֱ�����DZ��ϡ�����ĥ���Dz��ɱ���ģ�������˽��ĥ���ʱ�䣬�̶ȣ�����ʱ������ĥ��Ͳ�����һ�������Ľ��̡�
�ڲ�ͬ�Ľ������������д����ż��ֲ�ͬ��ĥ����������\��ͬ���͵�����������Щ�������õĽ������ϵ��֯��һ�������Щ�����ܹ��õ��ܺõķ��������Ǿ��п����ҵ�����ÿһ���������ȷ�Ľ��������
�ڷ���������������ʱ�������Ӧ����ȷ�綨����������ܵ�ԭ��ҲӦ�õõ�ȷ�ϡ���һ��ӵ��֪ʶ�ʹ����������������ר����һ�����������ڽ������������ڽ��������Ƭ�����רҵ��ʩ��Ҫ����������������ҵ�ṩ����������һ���������������ģ���˲��������ܹ��ҵ�������Ҫ��ר�ҡ�������ר��Ƹ�÷��ð��������Աϡȱ��������ר��ϵͳһֱ�ر��ܻ�ӭ�����ڽ��������������ר��ϵͳ���Ƿdz�����ġ�
2��ר��ϵͳ��Э����չ���칤���ϵ�Ӧ��
����֪ʶ��ϵͳ��ר��ϵͳ��һ��������խ�����֪ʶ������������������ļ��������ר��ϵͳͨ������������Ҫ���ݣ�֪ʶ�������������ƣ�ͼ1����
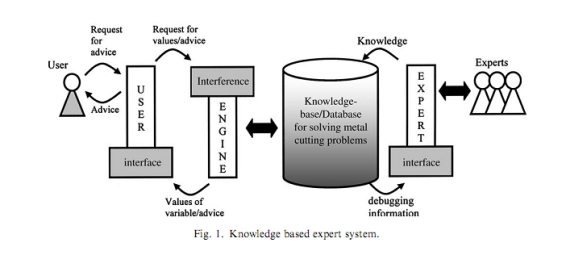
����֪ʶ����һ�����Ա���Ϊ��'IF - THEN'������ʵ˵������ܡ�������Ͱ�����϶��ɵ�֪ʶ�����������ƣ���ר��ϵͳ���ݴ洢��֪ʶ������������������������������һ����ɲ���[4]��
һ������ר������֪ʶ���������յó��Ľ��ۣ�ר��ϵͳҲ����ˡ�������ר��ϵͳ��ͼģ�½������ר�ҵ�֪ʶ�Ĺ����н��С���ˣ�ר��ϵͳ�Ľṹ��ܹ���Щ����������ר�ҵ�ִ���������ˣ�ר��ϵͳ���Ա�����ר�ҡ�
һ���Ƚ����Ե������ǹ�����ռ�������ר��Ƹ�÷��ø߰������Ҳ�����Ҫ������д���������������ó����ǽ��۵���Щ�����Ĺ�����Ҫ��һ�㣬���ǿ���Ҳ����������Ȼ����ͨ������ѭ����·�����õ����ǵĽ��ۣ����ǰ���Щ�������һ�ױ�֮��ʵ�����Ƿdz����ѵģ�����Ҳ���Dz����ܵġ�
������������ר��������������Ǻܿ��ܵġ���Ȼ���ǿ�ʼʱ�����Լ���רҵ�������ڹ�����ͨ���Լ��Ĺ�������֪ʶ����չ�Լ��Ĺ���������ͨ��ֱ���ó���ȷ�Ľ�����������ǿ��ܶ�������·��������������������·���ϣ����Ǿ������Ѿ��������ಽ�衣ר��ϵͳ����������һ�㣬����Ҫ�������֪�����ֹ���
ר��ϵͳ��һ����ͻ���ĺô����ܹ��㷺��֪ʶ�ַ���ÿһ��ר�ң����߿���ͬʱ���ܵļ���ԶԶ����ļ���ר�ҵ�֪ʶ����ż����ִ������ʱר��ϵͳ�ر����ã���ר��ÿ��ִ������ʱ����Ҫ����ѧϰ��������
ר��ϵͳ�������淶�����ġ��������������������Ա����ʦ����ִ����ͬ��������ÿ���˶������IJ�ͬ����ר��ϵͳ��ÿ�ζ�������ͬ���ķ�ʽ��������
��Щϵͳ��������ѵԱ����ָ�����ǣ������ʵ��ִ�����������ר��ϵͳ����һ����;����Ϊר�Ҹ������Ĺ��������ǽ�ʹ���ܸ�ȷ����һ�£����죬�Ӷ�Ϊר���ܸ����������������ʡ��ʱ�䡣��������ζ���ظ�������ʱ�����ر����õġ�
��ˣ�һ������֪ʶ��ר��ϵͳ��ȡ�������ϵͳ�Ĺ��̱Ƚϼ��ܱ���չ��ר��ϵͳ�������ԣ������˵��߹㷺Ӧ�á��ڹ��̣������ҵ��ڸ��������ϵ�Ӧ�ã�����ѡ�ϣ���е��������ߣ��豸���գ��źŽ��ͣ�״̬��⣬������ϣ��������̿��ƣ���е��ƣ����չ滮���������Ⱥ�ϵͳ���á����ר��ϵͳ��ִ�е�һЩ����������������£�
(1)ȷ���滮�밶�ṹ��Ҫ��ɲ��ֵļ��ʱ���[5];
(2)����ƺ�������Դ�ȵ糧������ѵ������Ա[6];
(3)������ֽ���� [7];
(4)������Ԫ�����������ʱ�Զ���������[8];
(5)�洢����������ƽ�����˻������[9];
(6)Ӧ���ڷ������Ͳ�Ʒ�����Ӽ��䷽���[10];
(7)ѡ�ߺ���������[11-13]��
�м���DZ�ڵ��о�����϶���ר��ϵͳ������ҵ�����ֵ[14��15] Kojiyama et al [16]���������������˹��ڼӹ������滮��ϵͳ��ܡ��ڴ˿���дӵ��ӵ���Ŀ¼�����绷���µļӹ�ʵ�����ݿ�����ȡ����֯�ļӹ����������˷�������Ҫ���á����вο�������¿��Թ��ɼӹ����ݣ���Щ�ӹ��������Է���ĵ���Ŀ¼����صĹ��ʱ����ο��̲ĺ��ֲᡣ

��һ�㳵����ϳ��ʱ��Mookherjee ��Bhattacharyya [11]��ר��ϵͳ��Ӧ�ö��ڽ�����칤��ʦĿǰ�����ٵ�CAD�������ؼӹ�����һ�廯������������һЩ��ս�������Ƿdz����õġ�Jiang et al. [17]������һ���Ż��⾵����ӹ�ҵ���ר��ϵͳ������������һ���µ�GT���뷽�����ڴ������ӹ����⾵������档
Limsombutanan [18]�ڿ�����Ϊ��¡��5������ӹ������������һ������ѡ�ߴ���߷�����㷨��ϳ�������Ϊ�����Σ����ּӹ�����ּӹ��;��ӹ������㷨�����ʷ����Ļ�����ѡ����ѵĵ��߲�������������-�������������ļƻ�����·�������ĵ���ҪĿ���ǽ������ֺ�������Ҫ�Ľ������������ϵͳ����������Щ�����������������������߲�Ʒ������

3��ר��ϵͳ�ڽ���������������ϵ�Ӧ��
3.1���������������ʱӦ���ǵ�����
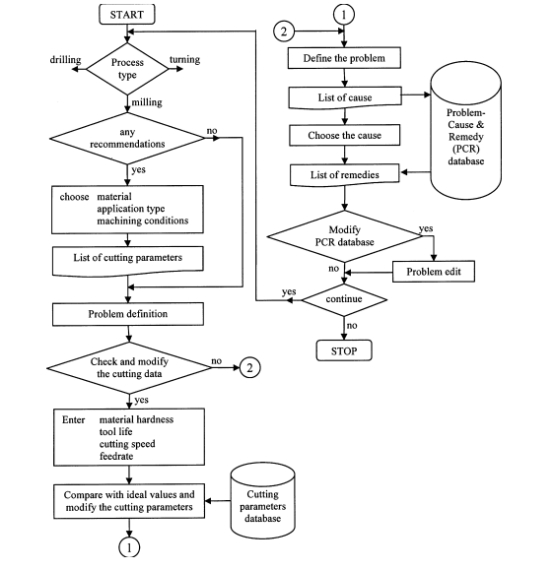
�ڽ������������д�������ĥ��Ľ�������е����ڼӹ������в��ϱ���ƾɣ���������������ֱ�����DZ��ϡ�����ĥ���Dz��ɱ���ģ�������˽��ĥ���ʱ�䣬�̶ȣ�����ʱ������ĥ��Ͳ�����һ�������Ľ��̡���ˣ�����Ե���ĥ�������µ������Լ����������ڻ�е�ӹ�ҵ����к����ؽ����˷��������Ǿ��п����ҵ����и����������ȷ����������⽫���ٷ������Թ��ϵļ��ʱ�䣬��ˣ������˼ӹ�ʱ�䡢��������ͣ��ʱ�䡢�ӹ����ò����������Ч�ʡ��ڽ�����������ӹ�����ʱ��ʹ�õ�ר��ϵͳ�Ľṹͼ��ͼ1��ͨ��������Ҫ���ǵ���������ͼ2��
3.2 COROSolve���ص�
�������ѿ�������Delphi���ӻ�������ԡ�������һ����ѯϵͳ����Ҫ�����ڻ�ȡ���о��ڽ��������ʹ�õ�Ҫ�ء�����Ŀǰ�ڽ���������������ϵ���ƣ�һ��ѡ�в������ͣ�����ÿ�����͵IJ������ĸ���Ҫ���Ѿ�ȷ����
(1)�������ݵĽ��顣
(2)����Ķ��塣
(3)�и��������ۡ�
(4)����Ļ��ܡ�
3.2.1���������ݵĽ���
�ڼӹ������е��ߵ���ȷѡ����ʵ�������������Ĺؼ������ǣ���Ȼ��������ȷ�ģ�����ӹ����������ϱ����ر�������������һ���ȶ������⽫����ֶ��ҵ��ߵ��������������ɡ�������������ȷ���������н�����ȱ��������Щ���ǽ�����������Ҫ���⡣
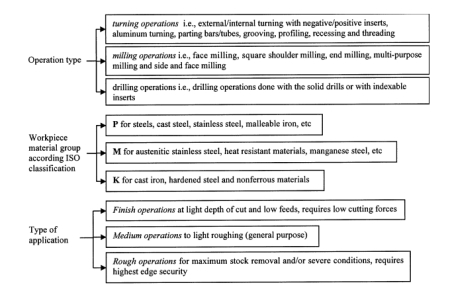
���˽�������������ÿ���������ͣ�ҵ��������ǰ��������ÿ��������(ISO P, M or K), ÿ��Ӧ�����ͣ��֣��У���ɣ���ÿ�ӹ��������ͣ��ã�һ�㣬���ѣ��ṩ�������ݵĽ��鲢����ʾ��ͼ4�Ŀ��ò����б��������ﲻ��Ϊ���ҵ�Ӧ�ó��������ʵIJ���㵫�Ǽ�����������ʹ�õIJ���ij�ʼֵ�����������Ĺ�����Χ���������ٶȣ���������������ȣ���������ξ����ĺ��ʵĵȼ�����ѡ�����������飬Ӧ�ó�����йء����⣬����������IJ����嵥�ܹ�����Ŀ�����
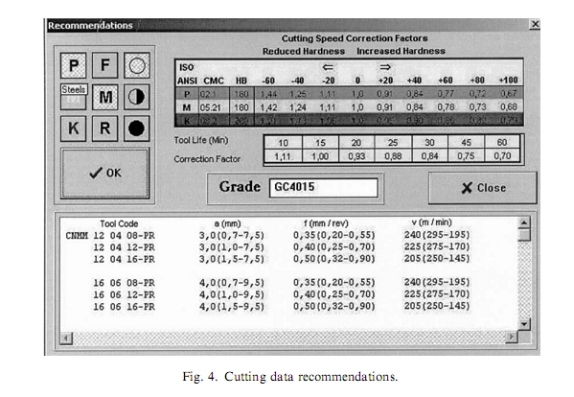
�Ƽ���������ֵȡ��Sandvik Coromant[20]���������̵ĵ���������������Ϊ�����ֵ������������ʾֵ����һ���IJ���Ӳ�Ⱥ�һ���ĵ��������µõ��ġ������κι������ϸ�ָ����ֵ��Ⱦ��в�ͬ��Ӳ��ֵ�������������������15���ӣ��ṩ����������Ӧ��������ϵ��������1����
3.2.2������������������
Ŀǰ���ڽ������������д��ڶ��ֲ�ͬ/���Ƶ����⡣�����Ͽ���Щ������Щ����ͬ�ģ����Ǻ��������ֿ������������͵ķ����Ѿ��γ������ӹ���������Ҫ��������ͨ����ȡ���ߵȼ��Լ��ʺ��������Ͳ������͵���ȷ�ļӹ��������Ż�������������ȷ�Ĺ��ߣ����õij����������ݣ�ר�ҵ�֧���£��Լ��ľ��飬�����IJ��Ϻ����ʵ��豸�����Ǽӹ��ɹ�����Ҫ���ء��Ը��ֹ��������������嵥�ľۺϽ��й����γ��˿�������ʹ�õ�KBS��
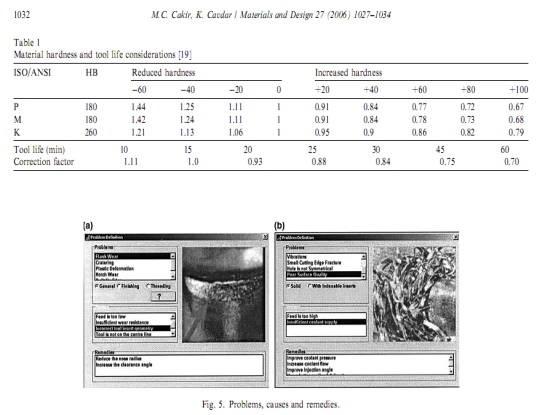
�û�����������������ʱҪô��һ����������֮һ���Ӳ˵���ֱ���˵�����ѡ�����������������ȼ���������������ʹ�õ��������ݣ�֮����ʶ�������⡣���ⶨ��ģ����ʾ������嵥����������ܵ�ԭ���ȴ�ʩ��һ��ѡ��һ�����⣨���磬����ĥ���ת�۵����������ǵ�תͷ����������һ��ͼƬ��������ṩ������Ľ綨�������ԭ����б������һ��ѡ���˿��ܵ�ԭ���ȷ������Ӧ�IJ��ȴ�ʩ��������������йص���Ϣͨ����� ��������ã�ͼ5����
3.2.3��������������
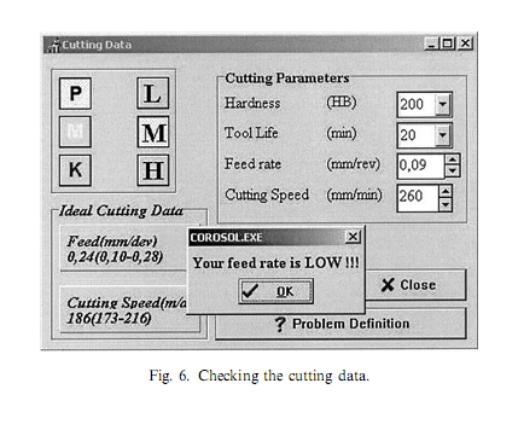
�ڽ������������У��ֵ��������������ݲ�����Ӧ�ó���Ľ������ˣ�����Щ����ֱ���г�֮ǰ���û��������������Ӧ�ó���ͼӹ�����������������ȷ���Ƿ������ٶȣ�����������������Ƿ������Ȳ���ij��ȣ���Ⱥ�Բ�ǰ뾶�������������ģ�����������е����������Ƿ������������������������������������������ֵ���бȽϣ��������������ֵ��Ŀ¼ֵ��У�����ӵij˻�����������������ζ������������ֵ���ڷ�Χ�ڣ����û�Ӧ����������������ϳ�������ֻ�������ٶȺͽ����ٶ�ֵ�����ǣ������ʱ��ͷֱ������ͷ���Ļ��ܱߵĵȼ����������ڣ�ͼ6������ͼ�ж����֣�L�������ͣ�M�������ͣ�H��������ϳ����������ϳ����������������������ʹ�ü�ֵԶ�����ɸ���Ӳ�Ⱥ͵����������������ֵ����ͻ���ʾ���档
һ���������ݱ���飨�;���������һ��������Ƿ����������Ķ���ģ�顣�����������ݱ�������ԭ���б��Ͳ��ȴ�ʩ���ͬ�����������ٶȹ��ߡ����ߡ�������̫�͡� ���������й���������ĸ�Դ��
�������ܹ��ڸ���ҵ�������з�������100�������⣬���Խ�200������ԭ���ṩ���ȴ�ʩ��340���ȴ�ʩ������ϵͳ�а�����֪ʶ��������Ҫ��Դ�����½������������ר�һ��������ڼ����ļ���Ŀ¼���ֵ���������˾���ֲ�[21]��[22]��[23]��[24]��[25]��
3.2.4������༭
ϵͳ�а�����֪ʶ��������Ҫ��Դ�����½������������ר�һ��������ڼ����ļ���Ŀ¼���ֵ���������˾���ֲᡣһ��ר��ϵͳ�ijɹ�֮��������������ר��һ������չ�ṹ���С�����ר������ÿһ���µĽ������ʱ������������֪ʶ������δ������ʱ����������Щ֪ʶ����ˣ�COROSolve��һ������չ���������ݿ�ṹ�����ܴ���ÿ��Խ��Խ������⡣
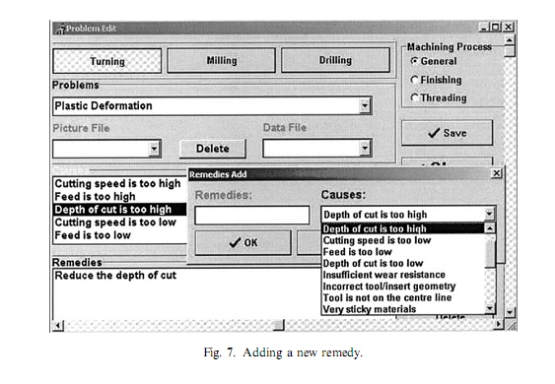
����ϵͳ�е����ĺ�ģ�黯��֪ʶ������ֻҪ���뵽���ݿ�༭���֪ʶ�ļ��Ϳ��Ժ����ĸ���ϵͳ��ϵͳ��������ϢԽ�࣬���ܹ������Ľ�����������������Խ�ࡣ ֪ʶ����ϵͳ�ĺ��ģ���ˣ��������������ӡ�ɾ����������Щ�����˵�������ˣ��û���Ҫ֪��������ܽ����֪ʶ�⡣����༭���������⣬ԭ��Ͳ��ȴ�ʩ��ص����⣬ͼƬ�����ϵ������ӵ�֪ʶ�⡣���⣬���п��������µ�����ԭ���ԭ���Ѵ���֪ʶ���е�����ԭ����µIJ��Ȱ취��ͼ7����
��ϵͳ�Ƕ����ԣ�������ܹ������������������Ļ���Ӣ�ĵĽ������������⡣һ��ȷ�����Ա�ȷ�������г���˵������⣬ԭ���ȴ�ʩ�嵥������ѡ���������ʾ������
4������
���Ľ�����һ��Ϊ������ּӹ������������������������ר��ϵͳ������������������û�кܶ����������������Ҳ��Ϊ�������͵�ϵͳ����ʵ�ֶ�����������ҵ��Ҫ���������������Ĺ���������Ϊ��һ������Ĺ�����������ҵ���ر�����С�ͻ������ӹ����������������Dz���ȷ���������Ҫԭ����һ�����ϵ͵���������������ʹ������Ƶ������������ά�ֽϳ��������������Ȼ����Ч�ʵ�������������ʱ�䡣����ϵͳ�ṩ�ı���֮һ���������������������⽫�����û�ΪӦ�ó���ѡ����ʵ��ٶȣ���������������ȡ����������������ȷ������������������Ҳ�õ���������ڷ���������������ͣ�ٽ����̣����õ����÷���������Ŀ�Ľ����Դﵽ��������������ʱ����������������������ζ�������ɱ����������ܶ�����ϵͳ����ҲΪ����ѵ������������ҵ���ˡ���Щ��Ƭ���й�������������������û���������ʶ�˽����ǡ���ЩͼƬ����Ϣ�ռ���Ӧ������ҵ�������ֲ���о�������
�����
[1] Modern metal cutting. Sandvik Coromant. 1994.
[2] Ciftci I, Turker M and Seker U, Evaluation of tool wear when machining SiCp-reinforced Al-2014 alloy matrix composites��Mater Design 2004��25�� 5�C251.
[3] Wang HP and Wysk RA, A knowledge-based approach for automated process planning, Int J Prod Res1988�� 26(6).
[4] M.C. Cakir, O. Irfan and K. Cavdar, An expert system approach for die and mold making operations, Robot Comput Int Manuf 2005��21��2����83-175
[5] Peers SMC, Tang MX, Dharmavasan S. A knowledge-based scheduling system for offshore structure inspection. In: Rzevski G, Adey RA, Russell DW, editors. Artificial intelligence in engineering IX (AIEng 9), Computational Mechanics, Southampton, 1994. p. 181�C8.
[6] Rosano FL, Valverde NK, De La Paz Alva C, Zavala JA. Tutorial expert system for the design of energy cogeneration plants. In: Proceedings of the third world congress on expert systems, Seoul, Korea. February 1996. p. 5�C300.
[7] Koo DY, Han SH. Application of the configuration design methods to a design expert system for paper feeding mechanism. In: Proceedings of the third world congress on expert systems, Seoul, Korea. February 1996. p. 49�C56.
[8] Yano H ,Akashi T.Matsuoka T , Nakanishi K,Takata O. and Horinouchi N, An expert systems to assist automatic remeshing in rigid plastic analysis, Toyota Tech Rev 46 (1997), pp. 87�C92.
[9] Bose A. Gini M.and Riley D. A case-based approach to planar linkage design, Artif Intell Eng 11 (1997), pp. 107�C119.
[10] Shi ZZ ,Zhou H.andWang J.Applying case-based reasoning to engine oil design, Artif Intell Eng 11 (1997), pp. 167�C172.
[11] Mookherjee Rand Bhattacharyya B Development of an expert system for turning and rotating tool selection in a dynamic environment, J Mater Process Technol 13 (2001), pp. 306�C311.
[12] Wong SV. and HamoudaAMS, Development of generic algorithm-based fuzzy rules design for metal cutting data selection, Robot Comput Int Manuf 18 (2002), pp. 1�C12.
[13]
|
