����ȼ���ֻ�Ҷ��ר����ϳ����ϳ������
ժҪ������ȼ���ֻ�Ҷ����Ҫ�ӹ��IJۺͿܶ࣬���ô��ֶ�ת̨��������ϳ���ӹ�����װ���ӣ�������Ϊ����������ƶ������㣬Ч�ʵ͡�Ŀǰ���������������������������Ҳֻ���������������죬�����ļ۸�����һ̨��ʱ�����꣬Ҫ����㼸������Ԫ�����������Ĵ���������ϳ�������ܴ���ͷ����С��û���������ס��������ַ����ҳ����ּӹ������ƣ������������һ̨����ȼ���ֻ�Ҷ��ר����ϳ�������Ƶ�Ҷ��ר����ϳ������˽��ڻ������ڵ����⣬����Ч�ʱ�ר�Ž��ڵ�������ϳ����Ҫ�ߣ��������ɱ����м�ʮ��֮һ���ÿ����漰֪ʶ��Ϲ㣬ͨ�����α�ҵ��ƣ�����ѧ���ۺ�Ӧ����ѧ֪ʶ���������ʵ�������������
�ؼ��ʣ�ȼ���ֻ���Ҷ�֣�ϳ��
1 ѡ�ⱳ����������
����ҵ��һ�����һ�������÷�չ����Ҫ֧�����䷢չˮƽ��־�Ÿù���������õ�ʵ�����Ƽ�ˮƽ������ˮ����ʵ���������г��ľ�����������Ǹ�������������������е����װ���ľ�����
�Դ�20����60��������ϵ�һ̨����ȼ���ֻ�Ҷ��ר����ϳ���������������ż�������������Ӽ������ִ����Ƽ��������м�⼼������Ϣ��������������ͨ�ż����ͻ�е���켼���ȸ��������ķ�չ�����ؼ����ѳ�Ϊ�ִ��Ƚ�����ϵͳ(FMS��CIMS��)�в���ȱ�ٵĻ������������ڻ�������ϵͳ�������ӣ�����ࡣ��������ȼ���ֻ�Ҷ��ר����ϳ���ġ�ʹ���ѡ�ά���ѡ����⣬�Ѿ���Ӱ������ȼ���ֻ�Ҷ��ר����ϳ����Ч���õ���Ҫ���⡣
��ҵ������Ҷ��dz�ע�ػ�е����ҵ�ķ�չ��Ϊ�����Ƚ���������װ������ҵ����е����װ����ҵ�õ��ȷ�չ���Ա�֮�£��ҹ�Ŀǰ��е����ҵ��װ��ˮƽ���Ƚ�������ڴֹ����Ļ�е����װ����������ͨ�û�����ר�ù���װ��������ȼ���ֻ�Ҷ��ר����ϳ���ڻ�е����װ���еı��ػ��dz��ͣ����¡����ԡ�ǿ,���²�Ʒ�ٶ�����������������̫С������Ʒ�ֲ��˹��ࣻ�Զ����̶Ȼ����ϻ��ǡ�һ�����ˣ�һ�ѵ���һ̨�������������Ͷ������ʵ��£���Ʒ�������ȶ��� ��ˣ�Ҫ��С�ҹ�ͬ��ҵ������ҵIJ��,���DZ����ڻ�е����װ��������¹�����������Ҫ��һ�����������������ȼ���ֻ�Ҷ��ר����ϳ���ڻ�е����װ���еı��ء�
����������ȼ���ֻ�Ҷ��ר����ϳ��������Ƽ��˶����ƣ��õ����ܹ���һ��װ������ɶ������ʹ�ӹ���Χ���������˼ӹ����Ⱥ�����Ч�ʡ�
2 ��ժ��е�ֵ��о���״
Ŀǰ�������з������IJ�ժ��е�ֱ���Ϊ�����࣬��һ������������ʽ�����ˣ������еװ�õ���Ҫ�ص��ǿ����������ߣ����ߵĹ����п��Խ�����Ӧ�Ĺ���[1]����һ�����������������ϵͳΪ�����Ͻ������Ƴɹ��ģ�����Ҫ�����Զ��������Զ����֡��Զ�ʩ�ʵ�ũҵ�������棻�ڶ���Ϊ����������ʽ�����ˣ���Ҫ��ˮ������ľ�ȷֲ��ȽϷ�ɢ�������Ƚ���ĸ���Ϊ����Ŀ�꣬��Щ��������Ҫ�м��̻����ˡ�����ӻ����ˡ����߲�ժ�����˵ȡ�������Щ�����˻����ܵ���������Ȼ��������������ʹ��Ч�ʽϵͣ��Ӷ�ʹũҵ�����ɱ���ӵ������ˡ����Ŀǰ����һ���������Ч�ʸ�Чũҵ��ժ�����ˡ���
�����о���״
�����¡��������ǵ�������������ȼ���ֻ�Ҷ��ר����ϳ�����С���ơ������ʹ���ϣ��������Ƚ����������Ĺ��ҡ��������������ͬ�������ص㡣�����������ӻ�����ҵ�������������Ȳ���������·���������������������ķ�չ����������,�����ṩ����ľ��ѣ������������˲ţ��ر���Ч�ʡ��͡����¡���ע�ػ������С�����ڻ��������ϲ��ϴ��£���1952�����Ƴ������һ̨����ȼ���ֻ�Ҷ��ר����ϳ����1958�괴�Ƴ��ӹ����ġ�70��������Ƴ�FMS��1987���״�����ʽ����ϵͳ�ȡ�����������Ƚ�������������������ַ�չ�˴������������Զ���������Զ��ߣ����ҵ��ӡ���������������������ȣ����������ȼ���ֻ�Ҷ��ר����ϳ����������ơ����켰����ϵͳ������ʵ����һ�����ӿ��кʹ��£��������������ȼ���ֻ�Ҷ��ר����ϳ������������Ҳһֱ���ȡ����������������ʹ�õĸ���������ȼ���ֻ�Ҷ��ר����ϳ��������ڵĽ�ѵ�ǣ�ƫ��춻������У�����Ӧ�ü���������������80������һ�ȷ�������������ʹ����ȼ���ֻ�Ҷ��ר����ϳ���������ӻ�������1982�걻������ձ����������������ڡ�
��90����𣬾�����ȥƫ������ȼ���ֻ�Ҷ��ר����ϳ��������ת��ʵ�ã����������������¹�����һ�����ӻ�����ҵ����Ҫս�Ե�λ���ڶ�������ֲ����1956�����Ƴ���һ̨����ȼ���ֻ�Ҷ��ר����ϳ���¹��ر�ע�ؿ�ѧ���飬������ʵ�����ϣ�����������Ӧ�ü������в��ء���ҵ���ѧ���в��Ž��ܺ�����������ȼ���ֻ�Ҷ��ר����ϳ���Ĺ��Ժ������������������о����������Ͼ������¹�������ȼ���ֻ�Ҷ��ר����ϳ���������������á��Ƚ�ʵ�á������ʵ�����ڱ鼰���硣�����Ǵ��͡����͡���������ȼ���ֻ�Ҷ��ר����ϳ�����¹��ر���������ȼ���ֻ�Ҷ��ר����ϳ������������֮�Ƚ�ʵ�ã�������硢Һ�������⡢���ߡ�����������ϵͳ�����ֹ��ܲ������������������Ͼ�����ǰ�С��������ӹ�˾֮����ϵͳ����Ϊ����������������á��ձ������Ի�����ҵ֮��չ�쳣���ӣ�ͨ���滮������(�硰�����������編���������ŷ�����)������չ���������˲ż�����Ԫ����������ѧϰ�¹�������������������ȼ���ֻ�Ҷ��ר����ϳ��������ѧϰ�������������������ʤ��������1958�����Ƴ���һ̨����ȼ���ֻ�Ҷ��ר����ϳ����1978�����(7,342̨)��������(5,688̨)�����������������һֱ��������λ(2001�����46,604̨������27,409̨��ռ59%)��ս�����ȷº����������������е�����ȼ���ֻ�Ҷ��ר����ϳ�����������ڣ�ռȥ�������г�����������80�����ʼ��һ����ǿ���У������������ȼ���ֻ�Ҷ��ר����ϳ����չ���ձ�FANUC��˾ս����ȷ���´���ϣ�����Եط�չ�г�������ֵ��иߵ�����ϵͳ���ڼ��������ȣ��ڲ����Ͼ������һ���ù�˾����ְ��3,674�ˣ�������Ա����600�ˣ��²�����7,000�ף����۶��������г���ռ50%���ڹ���Լռ70%���Լ����ձ�����������ȼ���ֻ�Ҷ��ר����ϳ���ķ�չ�����ش�ٽ����á�
�����о���״
�ҹ���1958�꿪ʼ�о�����ȼ���ֻ�Ҷ��ר����ϳ����һֱ��20����60������ڻ��������ƿ���ʱ�ڡ���ʱ��һЩ�ߵ�ԺУ�����е�λ���Ƴ������������Ǵӵ��ӹ��ġ�
1965�꣬���ڿ�ʼ���ƾ��������ϵͳ��20����60���ĩ��70��������Ƴ���Բ����ϳ�������ط�Բ���ֲ�ݻ���CIL��18���������ϵͳ��Z53K��1G��ʽ����ϳ����
��20����70�����ʼ,���ؼ����ڳ���ϳ ���ۡ�ĥ�����ּӹ�����ӹ�������ȫ��չ�������ؼӹ��������Ϻ����������Ƴɹ��������ڵ���Ԫ���������������칤��ˮƽ���ʹ����ϵͳ�Ŀɿ���,�ȶ���ĩ�е���������δ�ܹ㷺�ƹ㡣
20����80������ҹ��Ӳ������ǿƹ�˾������3,5,6,7��ϵ�е�����ϵͳ��ֱ���ŷ������ֱ�������������켼�����Լ���������GE��˾��MCIϵͳ�ͽ����ŷ�ϵͳ���¹�������VSϵ�пɿع����װ�ã�����������Ʒ������.��Щϵͳ�ɿ��Ըߣ�������ȫ�����ͬʱ�������п�����3��4��5������������ϵͳ�Լ�˫���������ͬ������ϵͳ(���ڻ����и��)����Ʒ�ֵ��ŷ�������ƶ����ҹ�����ȼ���ֻ�Ҷ��ר����ϳ���ȶ���չ��ʹ�ҹ�����ȼ���ֻ�Ҷ��ר����ϳ�������ܺ������ϲ�����һ���ʵķ�Ծ��
1985�꣬�ҹ�����ȼ���ֻ�Ҷ��ר����ϳ����Ʒ�������µķ�չ������ȼ���ֻ�Ҷ��ר����ϳ��Ʒ�ֲ������࣬�����ȫ�����༼�����ӵĴ�������ȼ���ֻ�Ҷ��ר����ϳ������������ȼ���ֻ�Ҷ��ר����ϳ����������Ƴ�����Ϊ�˸��ٹ����ִ����켼���ķ�չ�����������о������Ƴ���JCS-FMS-1�ͺ�2�͵��������쵥Ԫ����������ϵͳ�����ʱ�ڣ��ҹ����������������⼼���Ļ����ϣ������˴�������������һЩ�ϸߵ��ε�����ϵͳ(5������)���ֱ���Ϊ0.02�ĸ߾�������ϵͳ������ģ��������ϵͳΪ���Ե�Ԫ��������ϵͳ�����������ˣ������������
3 �����
����������ȼ���ֻ�Ҷ��ר����ϳ��������Ƽ��˶����ƣ��õ����ܹ���һ��װ������ɶ������ʹ�ӹ���Χ���������˼ӹ����Ⱥ�����Ч�ʡ�������Ƶ���Ҫ����Ϊ��1������ȼ���ֻ�Ҷ��ר����ϳ������ת���������岼����ƣ�2���������ܴ���������ƣ�3���������ֶܷȻ�����ƣ�4�����������˶����ƣ�
����������ƺ͵����˶����Ʋ���������������е��ص����ݣ�ͬʱҲ���ѵ㡣ͨ���㷺�����������ϣ��ι����س���ʵ�������Լ���ָ����ʦ����۵�;�����ⶨ�����µ��о��ֶΣ�
��ת���ܵĻ�����Ϊ����̧�𡢵��������͵���תλ��������������תλ�����ŷ����������������תλ������ʵ��˳�����²��裺����ϵͳ��������תλ�������ŷ�������������ϸ�ת����������ת��ʵ�ֵ���תλ��
4 �����
�����о����ݼ���Ʋ���Ҫ����ȷ��ϳ��ת�ٹ��ļ����١�
4.1ϳ����ת�����Ƚ�ȷ��
����һ��ϳ����ת����������첽�綯��������˫��ֱ���ֿ��ƣ�
�����첽���ٽ����綯�����ŵ㣺
(1)���С�����пɿ��������ᣬ�۸���ˣ�
(2)���Ƽ�ת����Ӧ�졣
(3)�ż������̶�����������
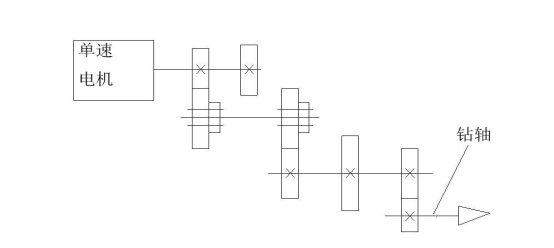
ͼ1 ���ٵ����������
����Ҫʹϳ����4����ͬ�����٣����õ��ٵ����Ϊ���ǽṹ���յ�������ʹ��˫�����֣��������������ϵ��������Ҳ������˫�����֡�
�ÿ��Ʒ����ṹ���ɿ��Ըߣ��ڵ��������ѹ�����Ƚ����ѣ������ܵõ��ϴ�ĵ��ٷ�Χ�ͽϸߵĵ��پ��ȣ��������С�С���ʣ��ٶ�ƽ������ʱ�������е�������е�������ܹ������괲����ת����Ҫ��
��������ϳ����ת��������˫���첽�綯��������˫��ֱ���ֿ��ƣ�
����˫���첽�綯�����ŵ㣺
(1)�����ṩ��ͬ��ת�٣�Ť�ؿɱ䣻
(2)Ч�ʱȽϸߣ��������㡣
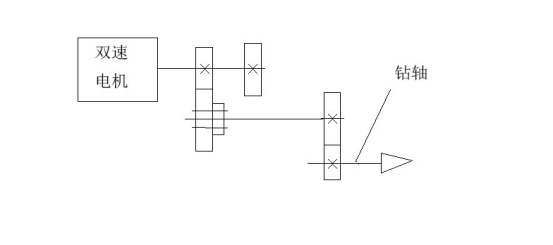
ͼ2 ˫�ٵ����������
����Ҫʹϳ����4����ͬ�����٣����Բ���˫�ٵ���͵���˫�����֡�
�ÿ��Ʒ����������õ��ȶ��ԣ�����ʵ�ֿ��ٺ����ٿ��ƣ��������ھ���Ҫ��ߵ�Ҷ�ּӹ���
�������ַ��������ǵ�ϳ���˶������Ѿ��趨�ͼӹ����ȣ����÷���������˫���첽�綯����һ��˫��ֱ���ֿ��ơ�
4.2����ˮƽ������ֱ�˶������Ƚ�ȷ��
����һ������ˮƽ������ֱ�˶��������첽������ϸ����ּ����ֳ������ƣ�
���ڵ����˶������ȴ������ʲ���Ъ�����������ϸ����ֿ��ơ�
�ϸ����ֵ��ŵ㼰ȱ�㣺
(1) ������������֮����˶��Ͷ�����
(2) ���Եõ��ܴ�Ĵ����ȣ������������ڽ�����б���ֻ�����
(3) ������ϴ���������ƽ�ȡ�������С��
(4) �����������ܣ����������Կ���ȫ�������ã�
(5) ����Ч�ʽϵ͡�ĥ�����ء���������
���ֳ������ŵ㼰ȱ�㣺
(1) �ɽ���ת�˶�ת��Ϊֱ���˶����ʺϴ����Ĵ��ݣ�
(2) ���ֳ�������������������Ҫ�������װ�á�
�ÿ��Ʒ��������ṹ����λ�þ���һ�㣬���ڼӹ�����Ҫ��ߵij��ϲ�̫���ʡ�������λ�þ��ȶԼӹ�Ҷ��ʮ�ֹؼ������ֹͣʱת�ٹ����׳��ֹ������������Ϊ��֤����ƾ��ȣ�Ӧ�����������������⣬�Ը��õĿ��Ƶ��ܵ��˶���
������������ˮƽ������ֱ�˶��������첽������ϸ����ּ�˿�ܿ��ƣ�
˿�ܵ��ŵ㣺
(1) �ɽ���ת�˶�ת��Ϊֱ���˶�
(2) Ħ��������С���ܱ�֤�߾��ȣ��������ؼ�С��ʵ�־�ȷ��������
(3) ��϶�����Ըߣ�
(4) �˶�Ч�ʸߡ�����С����ʵ�ָ��ٽ�����
�ÿ��Ʒ����������ȸߣ��ṹ�ȶ���Ч�ʸߡ��߱��������ܣ����Է�ֹ�Զ��ѵ����Զ��������������ܸ��ɿ��������м������ܽϺõ��ص㣬������Ҫ�������ͣ�Ŀ��Ƴ��ϡ��ÿ��Ʒ����ʺϼӹ�����Ҫ��ߵ������
�������ַ�����Ϊ���õĿ��Ƶ��ܵ��˶����ȣ���֤�ӹ��������������Ƚ��ʺ��������
����ˮƽ������ֱ�˶������˶�����������ʱ���Ϊ�綯�����ϸ����֡�˿�ܡ���ĸ��
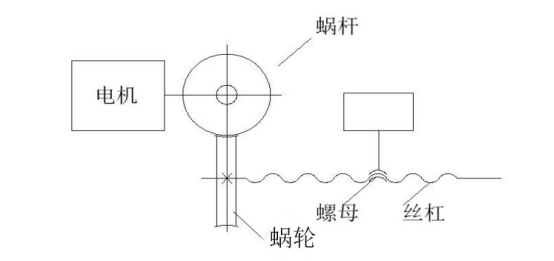
ͼ3 ���ܴ�������
4.3ϳ����������Ƚ�ȷ��
����ϳ������˶��������뵶��ˮƽ������ֱ�˶���������ͬ��ͨ���Ե���ˮƽ������ֱ�˶����ַ����ıȶԣ�ͬ��ѡ�������첽������ϸ����ּ�˿�ܻ������ơ�
4.4�����ṹ���
�����ṹ�����Ҫ��������������������������ϳ���䡢��̨�ȡ�Ϊ��������ӹ����ȼ��˶�ƽ���ԣ����������첽���ٵ����˿�ܺ��߹������ƻ�̨�ƶ�����̨�ƶ���ˮƽֱ���˶���
5 ���ȼƻ�
2020.12.01-2020.12.31�˽���轲�ժʵʩԭ�����Ѽ����ϣ��ж�����
2021.01.01-2021.01.31 �����������ԡ������Է�����Ƚϣ��ⶩ���巽��
2021.02.01-2021.03.10 ȷ��ϸ����Ʒ�����������ά��ģ����������������������飬�Թؼ�����������Ԫ��������ɻ�е�ṹ�������������
2021.03.11-2021.04.30���л�е�ṹ��ϸ��ƣ�������װͼ��������Ҫ�㲿�����ͼ
2021.05.01-2021.05.25��Ƽ���˵����д���ļ������
�����
[1]������. 4MWȼ���ֻ�����ѹ�����ڶ�����ƺ��о�[D]. 2020.
[2]ԭ��. ���ȼ���ֻ����ܼ����о�[J]. �й��豸����, 2020, No.448(12):121-122.
[3]��־��. ȼ���ֻ����й��Ϸ������ų���ʩ����[J]. ��ȼ�������, 2019, No.298(22):106-107.
[4]������, ����, κ����,��. ȼ���ֻ�����ҶƬ��ȴ���鼼��[J]. ���ն���, 2020(4):27-30.
[5]֣��. GE��Ŀ����ȼ���ֻ�ҶƬ�ӹ������о�[J]. �й�ս�����˲�ҵ, 2019, 000(016):131.
[6]��ΰ, �ξ�, �����,��. ȼ���ֻ�ƽҶƬ�����������Ĺؼ���������[J]. ȼ���ֻ�����, 2019(2).
[7]���. ������������Ҷ�ּ�϶��������ֵ�о�[J]. ����ʵ�ü���, 2020(7):116-119.
[8]�κ쳬. Ҷ�ֻ�����������ɢ�Ͱ����Ż�ϵͳ�������о�[D]. 2020.
[9]�� ��. ȼ���ֻ���������Ʒ���[J]. 2020.
[10]�� ��, ��ٻ�, ��ǰ��,��. ����ϵͳ��ȼ���ֻ����Է�������㷽���о�[J]. ����ϵͳ�����, 2019, 8(1):8.
[11]Ҧ��,������. ����ȼ����̬��ģ������������[J]. ��������, 2020, v.42(S1):205-210.
[12]���, ��Ԫ��, ���. ����������Ϸ�����ˢʽ�ܷ�ˢ˿���μ��Ӵ������Ե���ֵ�о�[J]. ȼ���ֻ�����, 2019, 32(001):1-7.
[13]��ϲ��, ��˳ɭ, �ⴳ,��. ����ȼ���ֻ����ٽ�CO2/�л��������Ȼ���ѭ��������ѧ����[J]. ������ͨ��ѧѧ��, 2019, 053(011):71-78.
[14]�����, ����, �����,��. F��ȼ���ֻ�����ȼ������Ʒ������о�[J]. �Ϻ�������ѧѧ��, 2020(2):168-172.
[15]������, κ����, �ſ�ΰ,��. ��ȼ���ֻ�ȼ������Ƽ���[J]. ���缼��, 2020, v.42;No.334(05):28-34.
[16]������. ȼ���ֻ����ԭ����Ʒ����о�����[J]. �й�����, 2019, No.556(20):212-215.
[17]Liu B , Wang L , Chen S , et al. Optimization design of gas sand deflector for reverse circulation drilling[J]. Journal of Physics: Conference Series, 2020, 1633(1):012012 (7pp).
[18]Lee J , Kim J , Myung H . Design of Forelimbs and Digging Mechanism of Biomimetic Mole Robot for Directional Drilling[M]// RITA 2018. 2020.
[19]Zhou Y , Song Y , Xing T , et al. Parametric modeling method for integrated design and manufacturing of radial compressor impeller[J]. International Journal of Advanced Manufacturing Technology, 2020:1-15.
��
