|
1.目的及意义(含国内外的研究现状分析)
倍捻机多电机PLC控制系统设计的研究目的在于深入探讨PLC控制在倍捻机中的应用,以提高生产效率、降低能耗、提高产品质量及稳定性,并针对具体生产流程,研究最优控制策略。[1]此外,对于PLC控制系统的可靠性和稳定性,需要进行深入研究和验证,确保其在生产过程中的稳定运行,提高生产效率的同时,也能保证产品的质量。[2]
具体来说,研究倍捻机多电机PLC控制系统设计的意义包括:
1. 提高生产效率:通过自动化控制,能够大幅度提高倍捻机的生产效率,缩短生产周期,降低生产成本。
2. 降低能耗:PLC控制系统具有优秀的能源管理功能,可以通过优化控制算法,降低能源消耗,实现绿色生产。[3]
3. 提高产品质量和稳定性:通过精准的控制算法,可以实现对生产过程的精确控制,从而提高产品的质量和稳定性。
4. 研究最优控制策略:针对具体的生产流程,研究最优的控制策略,以提高控制效果和生产效率。
5. 促进技术进步:倍捻机多电机PLC控制系统设计的研究与应用,有助于推动纺织行业的技术进步,提高我国纺织行业的竞争力。[4]
综上所述,倍捻机多电机PLC控制系统设计的研究目的在于提高倍捻机的生产效率、降低能耗、提高产品质量及稳定性,并针对具体生产流程,研究最优控制策略,从而推动纺织行业的技术进步。[5]此外,倍捻机多电机PLC控制系统设计还可以提高设备的可维护性和可扩展性。通过PLC控制系统的设计,可以实现对倍捻机的远程监控和维护,降低现场维护成本,提高设备的可维护性。[6]同时,PLC控制系统也具有很好的可扩展性,可以通过添加模块或扩展IO接口等方式,满足生产线的升级和扩展需求。[7]
在倍捻机多电机PLC控制系统设计中,需要考虑到电机的选型和匹配问题。不同的电机型号和规格会对控制效果产生影响,因此需要根据生产工艺和设备要求,选择合适的电机型号和规格。[8]同时,还需要对电机的速度和扭矩等参数进行匹配和优化,以确保倍捻机的稳定运行和生产效率的提高。
另外,倍捻机多电机PLC控制系统设计也需要考虑到安全问题。在生产过程中,需要确保设备的安全性和稳定性,避免因设备故障或控制系统问题导致的生产事故。因此,需要对PLC控制系统进行安全设计,包括硬件安全、软件安全和网络安全等方面,确保系统的安全性和稳定性。[9]
综上所述,倍捻机多电机PLC控制系统设计的研究与应用具有重要意义,可以提高倍捻机的自动化程度和生产效率,降低生产成本,提高产品质量和稳定性,同时也可以提高设备的可维护性和可扩展性,促进纺织行业的技术进步和发展。[10]
随着科技的不断发展,倍捻机已成为纺织行业的重要设备。然而,由于传统倍捻机控制系统的不足,如控制精度低、稳定性差等问题,严重影响了生产效率和产品质量。因此,设计一种新型的倍捻机多电机PLC控制系统,具有十分重要的意义。[11]本研究的目标是设计一种高效、精准、可靠的倍捻机控制系统,以提高生产效率,适应不同产品要求,并为纺织行业数字化升级提供技术支持。这对于提升我国纺织工业的技术水平和市场竞争力具有重要意义。[12]
倍捻机多电机PLC控制系统设计的国内外研究现状分析如下:
在国内,随着纺织行业的快速发展,倍捻机多电机PLC控制系统设计得到了广泛的应用和推广。国内的研究主要集中在控制算法和优化控制策略方面,通过研究和实践,已经开发出了一系列具有自主知识产权的倍捻机多电机PLC控制系统。[13]同时,国内的一些纺织企业也与科研机构合作,对倍捻机多电机PLC控制系统进行改进和优化,提高了控制效果和生产效率。[14]
在国外,倍捻机多电机PLC控制系统设计已经得到了广泛的应用和推广。一些国际知名品牌如西门子、欧姆龙等都推出了自己的倍捻机多电机PLC控制系统,并在全球范围内得到广泛应用。同时,一些国外纺织企业也通过与科研机构合作,对倍捻机多电机PLC控制系统进行改进和优化,提高了控制效果和生产效率。[15]
总的来说,倍捻机多电机PLC控制系统设计在国内外都得到了广泛的应用和推广,并且取得了一定的成果。但是,由于纺织行业的不断发展和变化,需要不断研究和探索新的控制算法和优化控制策略,以适应新的生产需求和提高生产效率。同时,也需要加强国际合作和技术交流,推动纺织行业的技术进步和发展。[16]
2. 研究内容和方法:
本研究的主要内容是设计一种倍捻机多电机PLC控制系统。具体研究内容包括:
(1)倍捻机多电机PLC控制系统的总体方案设计;
(2)控制算法的选择和优化;
(3)控制程序的编写和调试;
(4)实验验证及性能评估。
本研究采用理论分析和实验验证相结合的方法,对倍捻机多电机PLC控制系统进行设计和优化。首先,通过分析倍捻机的工艺流程和控制需求,确定控制系统的总体方案。其次,根据控制需求选择合适的控制算法,并对其进行优化。最后,通过实验验证控制系统的性能,并对控制程序的准确性和稳定性进行测试。
研究方法:
本研究采用系统设计的方法,主要包括以下几个步骤:首先是需求分析,深入了解倍捻机的生产工艺和控制需求,明确控制系统的功能和性能指标。接着进行系统架构设计,确定系统的硬件组成和软件模块。然后进行控制算法设计,根据生产工艺要求,选择合适的控制算法,并对其进行优化以满足精度、速度和稳定性等方面的需求。
在系统设计过程中,还需要考虑到人机交互界面的设计。一个友好的人机交互界面可以方便操作人员实时监控设备运行状态,及时调整参数,从而提高生产效率。本研究将基于人性化设计原则,结合倍捻机的特点,设计一套简洁、易操作的人机交互界面。
此外,本研究还将对控制系统进行故障诊断与预警研究。通过对倍捻机运行过程中的数据进行分析,实时监测设备的运行状态,发现异常情况并及时预警,有助于降低设备故障率,提高生产连续性和稳定性。
在完成控制系统设计后,将进行实验验证。实验主要包括两部分:控制系统性能测试和故障诊断与预警功能验证。通过实验数据对控制系统的性能进行评估,验证控制算法的有效性和控制系统的稳定性。
本研究还将对国内外倍捻机多电机PLC控制系统的研究现状进行梳理,分析现有技术的优缺点,为我国纺织行业提供技术参考。同时,加强与国外先进技术的交流与合作,借鉴其成功经验,推动我国纺织行业技术进步。
本研究的目标是设计一套高效、精准、可靠的倍捻机多电机PLC控制系统,以提高生产效率,适应不同产品要求,并为纺织行业数字化升级提供技术支持。这对于提升我国纺织工业的技术水平和市场竞争力具有重要意义。
在完成倍捻机多电机PLC控制系统设计后,将对其进行实际应用和推广。通过与纺织企业合作,将研究成果应用于生产实践,以提高生产效率和产品质量。同时,收集反馈信息,不断优化和改进控制系统,使其更好地服务于纺织行业。
总之,本研究将从多个方面对倍捻机多电机PLC控制系统进行设计和优化,旨在提高生产效率,降低生产成本,提升产品质量和稳定性。通过本研究的研究,有望为我国纺织行业的发展作出贡献,并为同类设备的控制系统设计提供借鉴和参考。
3. 倍捻机控制系统的模块化设计
倍捻机控制系统是以交流电机带动的主带轮为基准,根据编码器采集的信息,通过控制步进电机及伺服电机的运转来实现工艺要求。下面将主要介绍伺服电机、步进电机控制模块,编码器模块,以及防叠防凸等工艺处理过程。
步进电机、伺服电机、编码器控制模块及其控制流程:
对于倍捻机控制系统而言,最后卷绕成型纱筒质量的好坏是衡量整个控制系统好坏的基本标准,
而对于本控制系统而言,系统的实时性及导纱杆的算法和控制将关乎成型纱筒的品质。因此,基于编码器的速度检测及位置定位就成为了本控制系统的核心部分,也是此控制系统创新部分。本控制系统是通过交流电机的转速来控制卷绕
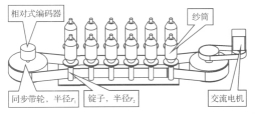
筒卷取及导纱杆的横向运动的。由于交流电机本身的特性及外界的一些影响,其转速不可能维持在一个恒定不变的状况下,而且交流电机在启动和停止时期速度并不是突变的,而是缓慢增速或减速的一个过程,因此,交流电机的速度监测就尤为重要。本文设计了一个性价比高的相对式编码器,将其安装在同步带轮上以检测其速度,从而得到锭子的转速,见图2。
图2 倍捻机锭子速度反馈设计
如图2所示,通过固定在同步带轮上编码器在t1 秒时间内读回的脉冲个数n1,并设此编码器的精度为一圈 N1个脉冲,可得到同步带轮转速 NGPB ,
NGPB =  (1) (1)
通过同步带轮的半径r1 及锭子的半径r2 可得到锭子转速Nsp,
Nsp =  GPB (2) GPB (2)
再由公式
T=  (3) (3)
可得卷绕筒子的线速度VW ,
Vm =  (4) (4)
在根据公式(1)、公式(2)、公式(3)可得,
VW =  (5) (5)
设卷绕筒的半径为rW ,则可得卷绕筒的转速Nw ,
NW =  (6) (6)
由于卷绕筒子是通过步进电机带动的,假设步进电机与卷绕筒的传动系数为Kst ,步进电机分辨率为PSt ,即转1周需要PSt 个脉冲,则可得CPU所需提供的脉冲频率FSt ,
NSt = NW  (7) (7)
FSt = = =  (8) (8)
由公式(6)、公式(7)、公式(8)可得,
FSt =  (9) (9)
由公式(9)可以得到所需的脉冲频率FSt 。
这样,实现了交流电机对步进电机的实时监控,通过改变t1 的值,就能对系统的控制精度进行控制。
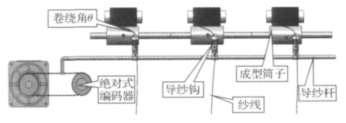
在导纱杆的控制上,其速度控制是根据纱线在卷绕过程中的卷绕角来确定的。为了确定导纱杆的确切位置,以此来控制伺服电机的换向运动,选择了一个绝对式编码器(图3为倍捻机导纱机构的控制图),通过t2时间的定时中断,检测导纱杆的位置。
图3 导纱线的控制
4.研究计划和时间安排:
1.2023年11月7日-11月30日布置任务书,收集相关资料,准备撰写开题报告;
2.2023年12月1日-12月31日撰写开题报告,参加开题报告讨论会;
3.2024年1月1日-3月24日认真研究相关资料,按任务书要求完成毕业设计实践部分,完成毕业论文初稿,送交指导老师;
4.2024年4月1日-4月14日反复修改论文,送交指导老师,指导老师评阅后返还并给出修改意见;
5.2024年4月16日-4月30日进行毕业论文重复率检测;
6.2024年5月1日-5月10日将毕业设计及论文(定稿)送交指导老师和评阅老师审阅论文并评分,进行答辩。
5.参考文献:
[1] 张万忠. 可编程控制器应用(第四版)[M]. 北京: 中央广播电视大学出版社, 2019.
[2] 王永华. 现代电气控制及PLC应用技术(第四版)[M]. 北京: 航空航天大学出版社, 2019.
[3] 孙洪程, 李志刚, 王建华. 过程控制工程(第四版)[M]. 北京: 高等教育出版社, 2021.
[4] 王建华, 孙丽萍, 张云龙. 电气控制技术[M]. 北京: 机械工业出版社, 2022.
[5] 杨毅, 王鹏飞, 刘建昌. PLC控制技术及应用[M]. 北京: 化学工业出版社, 2022.
[6] 基于PLC的立体车库系统设计[J]. 马传奇.贵阳学院学报(自然科学版),2023
[7] 基于PLC、触摸屏、步进电机的环形传输分拣系统的设计[J]. 伍水梅;莫文统;梁燕菲.电子技术与软件工程,2019
[8] 三菱PLC、变频器和触摸屏通信技术的应用和研究[J]. 谭景辉.技术与市场,2020
[9] 基于PLC和触摸屏控制的教学用气动机械手研制[J]. 金兴伟;王典.湖北工业职业技术学院学报,2020
[10] PLC、触摸屏和变频器在循环双流化床锅炉自动控制系统的应用[J]. 赵小霞.电子制作,2020
[11] 基于触摸屏与PLC的自动镗铣床控制系统设计与研究[J]. 杨敏.信息化建设,2019
[12] PLC和触摸屏在洗瓶机控制系统中的应用[J]. 毛朝辉.电工技术,2019
[13] Michel Gilles.Programmabe Logic Controllers:Architecture and Application Wiley.2022.
[14] G.L.Batten. Programmabe Controllers:hardware.software and Application. New York:MC Graw-Hill.2021.
[15] Cheded.Al-Mulla. Control of a four-level elevator system using a programmable logic controller. International Journal of Electrical Engineering Education.,2023
[16] Matsushita Electric Works Ltd.,Automation Control Group. FPO programming manual [EB/OL]。 (2020-10-05)[2021-09-10]
[17] He yong yi. A Control System of Material Handling in FMS. Journal of shanghai university. Vol.1.No.1.2022
[18] Ren Sheng-le. Development of PLC-based Tension Control System.Chinese Journal of Aeronautics20 (2021) 266-271
[19] M. Paredes, M. Sartor, C. Masclet. An optimization process for extension spring design. Computer Methods in Applied Mechanics and Engineering. 2021, 191(8): 783-797
[20] Siemens AG.Working with STEP7 V5.2 Getting Started.2022
5.附录:
上图是控制系统的控制流程图,用于描述控制系统的运行过程。从图中可以看出,控制系统主要由输入设备、控制器、执行机构和输出设备等部分组成。输入设备将采集到的信号传输给控制器,控制器根据预设的控制算法进行计算,并将控制信号输出给执行机构,执行机构根据控制信号进行相应的动作,最终实现控制目标。通过控制流程图,可以清晰地了解控制系统的运行过程和各部分之间的相互关系,有助于对控制系统进行性能分析和优化。
6.致谢:
感谢我的指导教师对我的悉心指导和无私帮助,感谢学院提供的实验设备和场地,感谢合作企业提供的支持和便利,感谢所有参与者和同学们的热情参与和协助。同时,也要感谢家人和朋友们的支持和鼓励,是他们的支持使我能够坚持到最后。
以上即为我的毕业设计(论文)开题报告,希望能够得到各位评委和老师的认可和支持。谢谢!
指导教师签名: 年 月 日
|