摘要:本文提出一种新的改进的收集配料系统。该系统用于管理马钢烧结矿机,此系统中集成了基于Visual Basic报警和自动广播功能。本系统将操作站、数据库和控制站有机结合在一起。
关键字:VB、自动配料、数据库、控制器、自动广播。
前言
自动配料控制系统的配比精度直接影响企业的生产质量。马钢烧结矿机的主要部分是300m2的自动配料控制系统。随着第一期工程的发展,我们90年代初选择了美国Bailey公司的设备。但是,系统的设计是特殊的控制系统,其闲置部分非常昂贵。通过多年的研究,我们开发的基于Visual Basic的软件包它不仅可以完成自动配比控制系统的基础铸造函数,还可以实现实时数据库管理和自动广播,报警等动态操作。
1系统需求
自动配料控制系统的配比精度直接影响企业的生产质量。马钢烧结矿机的主要部分是300m2的自动配料控制系统。随着第一期工程的发展,我们90年代初选择了美国Bailey公司的设备。但是,系统的设计是特殊的控制系统,其闲置部分非常昂贵。通过多年的研究,我们开发的基于Visual Basic的软件包它不仅可以完成自动配比控制系统的基础铸造函数,还可以实现实时数据库管理和自动广播,报警等动态操作。
1.1技术环境
自动配料控制系统主体包括两个部分:配料系统和供给系统。其技术流程图如图1所示。
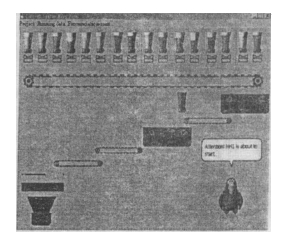
图1技术流程图
配料系统有十四套圆口供料机和两套双向螺旋供料机器。圆口供料机从第一到第六供给用于烧结矿的矿石,第七和第八口用于石灰石、第九和第十口用于供应白云石、第十一口和第十二口用于供应氧化钙,第十三和第十四口用于供应燃料,十五口和十六口用于返回矿石。整个工厂的烧结小球车间,通过将物料配比、混合冶炼、烧结回收整合在一起。让烧结小球进入第二混合机器车间参与自动配料。系统由十九个循环打开关闭控制器组成。自控混合配料控制系统是一个闭环控制系统,它的控制器通过先进的PID算法与VB混合编程实现。反馈路径是由日本制造的动态电子秤精确称量完成。前馈路径由分离器和日本进口先进的手动操作SMST的改进处理操作。系统原理图是显示在图2中。

图2 多口循环关闭控制流程图
供给系统由第一第二混合机、胶带机器、和混合材料罐组成。第一第二混合机是两台10千伏混合制球机。混合制球机的启动和停止是一定条件下的高电压保护、润滑和冷却的要求。这些信号都参与系统顺序控制。穿梭机器是一个可逆皮带机,不只仅仅是确保配料系统所混合材料均匀的混合也是连接大皮带给大皮带不断供应材料。皮带机不断地向前移动、停止、向后移动,控制目标混合材料罐的位置。混合材料罐的目标位置是65%。当材料量少于60%或高于70%时 会出现报警提示,控制系统必须实现自动调节并同一时间报警提示操作员。当下面的量少于30%时,烧结矿机的速度要减为正常速度的一半。当混合配料的量超过85%时,整个流水线上穿梭机供给口全部关闭。
1.2控制需求
大皮带作为自动配料控制系统的连接点,连接着前面几级的设备和后面的设备的各种状态。大皮带的启动/停止的序列和事故处理同系统中其他部分是不同的。系统采用主动和被动模拟信号数化设计实现来保证统实现开始/停止的合理动作,整体开始/整体停止,在事故点停止、停止后在事故点开始恢复到事故前态、电气连锁控制实时调节功能等。
自动配料控制系统的配比精度直接影响企业的生产质量。马钢烧结矿机的主要部分是300m2的自动配料控制系统。随着第一期工程的发展,我们90年代初选择了美国Bailey公司的设备。但是,系统的设计是特殊的控制系统,其闲置部分非常昂贵。通过多年的研究,我们开发的基于Visual Basic的软件包它不仅可以完成自动配比控制系统的基础铸造函数,还可以实现实时数据库管理和自动广播,报警等动态操作。
系统检查和罐选择模块:首次打开系统,自动配料主程序和主程序转换调用每个子程序的状态转移,将设备的状态显示在操作员的操作站中。检查完成后每个设备和更新数据库。同时,系统会自动选择输入阶段,操作员决定相对系统在线运行和选择材料罐等一系列操作。
系统启动模式:当开始操作信号的脉冲来了,系统将做系统的开始准备和系统检查。检查的结果有四个情况:1).当系统设备是正常的开始,系统将把系统设备的状态置为1;2).有装载储存值功能的设备,如果开始条件得到满足,开始状态的信息将被置为1;3).如果设备不满足开始条件,系统将跳转到下一个设备开始搜索;4).如果启动程序没有设备满足启动开始条件,系统将进入错误处理模块。
自动配料控制系统的配比精度直接影响企业的生产质量。马钢烧结矿机的主要部分是300m2的自动配料控制系统。随着第一期工程的发展,我们90年代初选择了美国Bailey公司的设备。但是,系统的设计是特殊的控制系统,其闲置部分非常昂贵。通过多年的研究,我们开发的基于Visual Basic的软件包它不仅可以完成自动配比控制系统的基础铸造函数,还可以实现实时数据库管理和自动广播,报警等动态操作。
系统运行模式:系统运行模式由电机驱动模式,管理运行模式两部分组成。当系统运行在系统运行模式,系统的运行模块统一均匀分配时间脉冲,因此可以实现实时控制和伴随仪表管理的操作。电气运行模块实时检查整套设备的每个部分,一旦设备出现问题,系统将自动进入错误处理模块。仪表管理模块主要依靠加载SP和PV,然后PID模块根据SP和PV计算系统数据,然后执行相关的系统操作,数据库更新计算PID模块根据SP和PV计算的结果。这一过程可以通过比对指示值和控制值采集的数据字段实现。
错误处理模块:当错误处理模块启动,一开始根据索引号检索出故障的设备和检查错误原因,我们可以获得是否有备用材料罐的设备信息,如果有多余的材料罐,开始程序将执行启用备用材料罐的一系列操作。如果没有多余的材料罐备用,整个全套的系统将停止,并且同时系统关停模块开始模式被视为全部关停。停止的状态被认为是系统启动模块的初始状态。如果此时有的设备在皮带的后面运行部分,它被认为是全部关停前跟故障点绑定的状态。如果有一个高压的第一第二混合电机出现事故,系统的主机将首先进入停止状态,然后才是电机挽回和设备保护部分停止。
2系统设计
2.1操作站设计
Visual Basic提供了许多控制部分仪器设备,不仅是方便地建立设备应用程序,而且还提供了友好的人机界面和脚本程序,所以我们可以通过Visual Basic设计丰富的多媒体人机界面。多媒体界面的项目选择命令按钮,组合列表控制装置等技术的实现达到了认识动态显示和控制系统运行的目的。我们选择Access2000作为访问的数据库实现各种的数据存储和改写更新整个系统的多种信号源,以保证实现管理连接监视程序和控制程序。我们选择ActiveX Data Object(ADO)数据对象和Microsoft微软的Jet动态连接数据库和选择Agent代理软件实现编程语言说明和整个系统的报警功能。除了已经初步实现的监视控制系统外,这些附加功能设计如下。
2.1.1 建立功能强大的数据库
自动配料控制系统通常收到三种类型的数据。
1.从主管站生产和化学分析输入表单的信息。
2.控制器或监控系统给出的指示信息。
3.大量系统设备的运行状态和实时仪表进行现场辅助管理信息。
这些信息动态显示在操作站和控制站的监视器上。这个系统程序使用VB支持ODBC通过命令编辑SQL语言访问数据库Access2000。数据格式可以显示的形式表1,每个部分定义了相关名称标签,地址,警示报警级别等信息。数据库通过动态连接(ADO)数据对象和Microsoft微软的Jet和操作站与控制站通信,每0.5秒刷新一次。
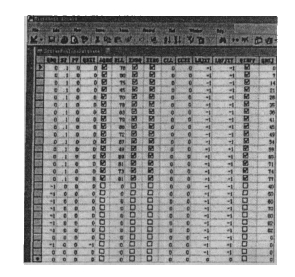
表1 数据显示格式表
2.1.2自动广播系统
自动配料控制系统的微软Agent2.0版本自动广播系统发音的实现使操作人员方便地与懂得计算机基本操作的工人沟通。一般来说,如果系统开始发音将给操作人员提供重要的信息,发音系统以操作符的形式模拟发音使操作员在系统运行的很长一段时间内不必盯着显示器屏幕。
自动配料控制系统的配比精度直接影响企业的生产质量。马钢烧结矿机的主要部分是300m2的自动配料控制系统。随着第一期工程的发展,我们90年代初选择了美国Bailey公司的设备。但是,系统的设计是特殊的控制系统,其闲置部分非常昂贵。通过多年的研究,我们开发的基于Visual Basic的软件包它不仅可以完成自动配比控制系统的基础铸造函数,还可以实现实时数据库管理和自动广播,报警等动态操作。
如果某些设备出现故障或者是错误处理模块被唤醒,自动发音系统将在显示器上显示警示信息,同时通过模拟发音“注意!第五号材料罐发现了鼓风机冷却故障”。当系统找到一个合适的备用材料罐,它马上就将显示4号材料罐取代5号材料柜成功把警示音改为“4号材料罐取代5号材料柜成功”。如果系统没有找到备用的材料罐,系统将停止,发信系统将警告信息显示到显示器上,同时将报告“警告!配料控制系统将紧急停止,因为没有找到备用材料罐可用。”
自动配料控制系统的语音广播发音系统使用微软语音引擎-Microsoft Text to Speech和微软代理软件-Microsoft Agent Character,可以自动载入系统。
自动运行系统后,自动配料系统的主要人机界面的功能选项和状态栏系统运行日志显示的记录如下图3。这些工具是用来给操作员提供操作信息。
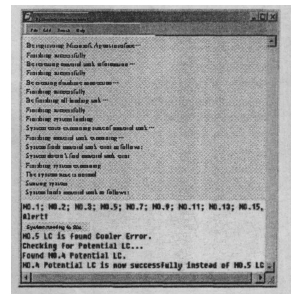
图3 自动配料系统运行记录日志
2.1控制程序设计
除了以上的一系列程序,系统控制程序包含了重要的电度表的调整程序,是非常先进的PID程序。我们可以获得最初的SP值通过乘以每个材料的比例总量分配的比例系数计算的分配率,并比较产品材料品质与分配量错误的原因。传递函数是:
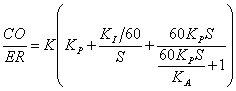
以上公式中每个参数含义如下:
CO--控制阀门输出值;
ER--故障误差值;
K---采集多个标准系数;
KP--比例系数;
Kl--微分系数;
KA--微分滞后系数;
通常我们可以省略改变微分函数的初始值。
离散化处理字母系数、命令:
T =采样周期;
NT=采样持续时间,简单归一化处理N;
SP(N)=控制器当时的初始值;
PV(N)=当时比例尺度值;
lnt(N)=当时一部分点值
Der(N)=当时一部分样本点误差的值

上式中:
同理:
系统图是显示在下图4。
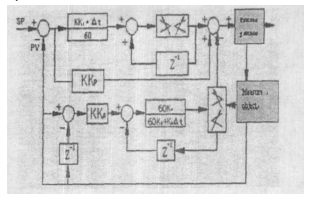
图4 负反馈控制器
控制器引入了负反馈控制器,给出负反馈控制器的使用方法,消除了相互比例系数的影响,集成和与众不同多弧离子镀段,使参数的定义更容易。我们可以放心地地检查或补偿机械和电动效应的比例。比例微分通道视为主要控制系统通道。
总结
这个项目是为改进中国制造的第一个大型烧结机而设计的。设计的基本思想是基于现有的大型烧结机的。改造此大型机器的离散系统适应对不同类型的控制系统的改造。自动配料控制系统作为一个集成的软件包,自动配料控制系统是通常用于的冶金、化工、纺织、生物制造药等。自动配料控制系统的配比精度直接影响企业的生产质量。马钢烧结矿机的主要部分是自动配料控制系统。随着第一期工程的发展,系统的设计是特殊的控制系统,其闲置部分非常昂贵。通过多年的研究,我们开发的基于Visual Basic的软件包它不仅可以完成自动配比控制系统的基础铸造函数,还可以实现实时数据库管理和自动广播,报警等动态操作。大皮带作为自动配料控制系统的连接点,连接着前面几级的设备和后面的设备的各种状态。大皮带的启动/停止的序列和事故处理同系统中其他部分是不同的。系统采用主动和被动模拟信号数化设计实现来保证统实现开始/停止的合理动作,整体开始/整体停止,在事故点停止、停止后在事故点开始恢复到事故前态、电气连锁控制实时调节功能等。
