目录
一、零件的工艺分析
(三)回转盘的生产纲领,生产类型和其它给定条件
四 工艺规程设计
(一)定位基准的选择
(二)零件表面加工方法的选择:
3)应考虑各种加工方法的经济精度
(三)加工顺序的安排
五.粗车,四爪及胎具夹压
2.切平φ90端面保持尺寸29,151为152;
7.车平φ50端面,保证尺寸108。
由以上机床功率计算表明该机床功率足够
2.工序五,粗车的工序设计
加工要求:车削后表面粗糙度为Rc=1.6mm
1. 选择机夹转位车刀
4. 车刀几何尺寸表(1.3)选择平面带倒棱型车刀
4.车刀几何尺寸,选择平面带倒棱型车刀
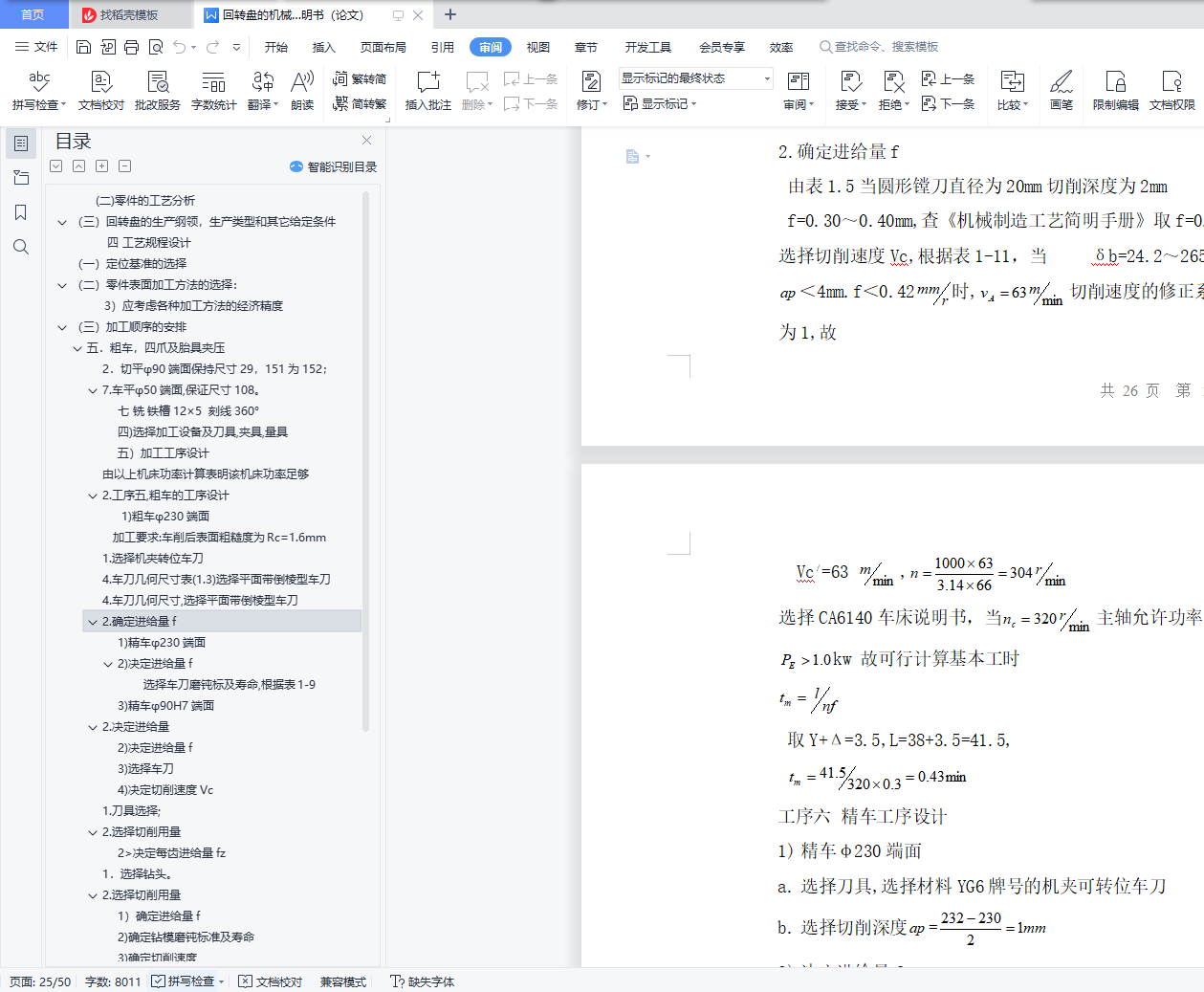
2.确定进给量f
2. 决定进给量
1.刀具选择;
2.选择切削用量
1.选择钻头。
2.选择切削用量
六、时间定额的计算(详见以下手写计算内容)
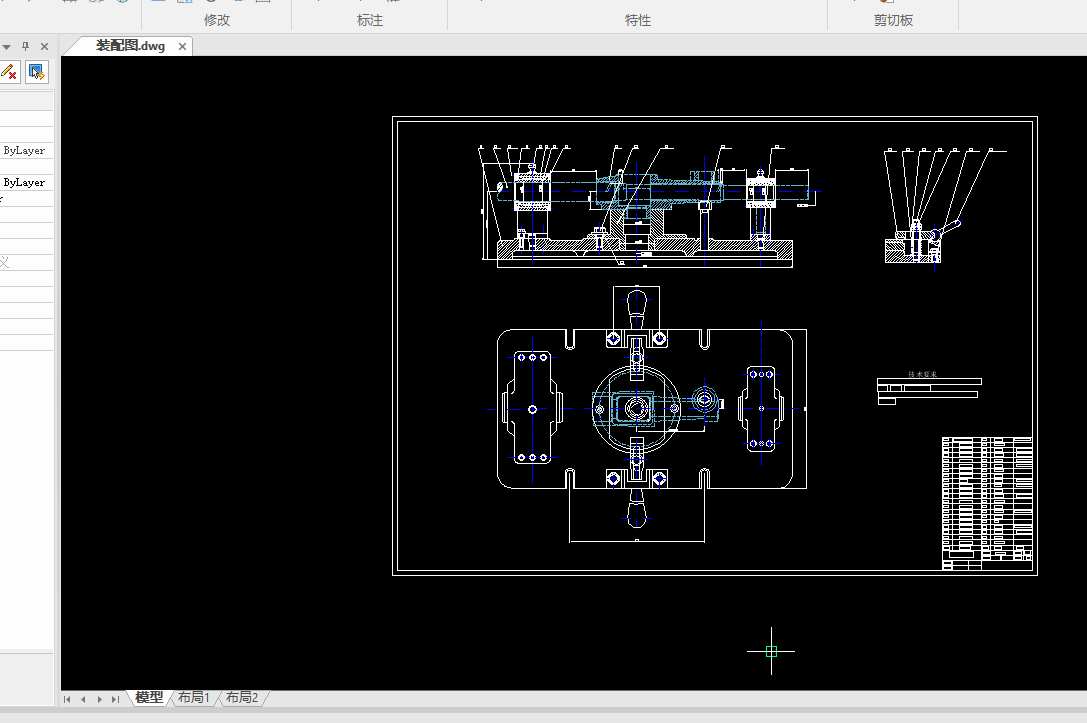
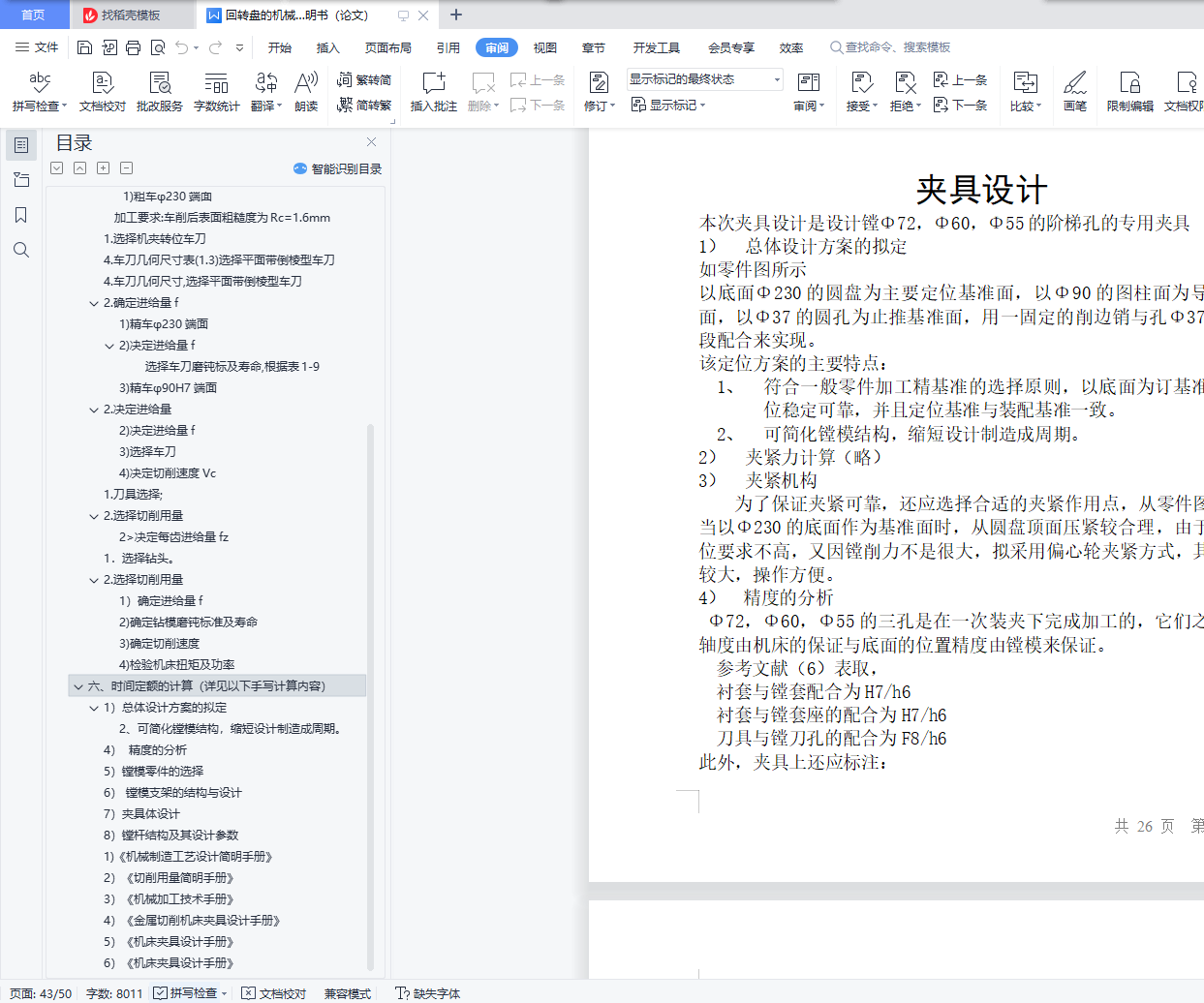
1) 总体设计方案的拟定
4) 精度的分析
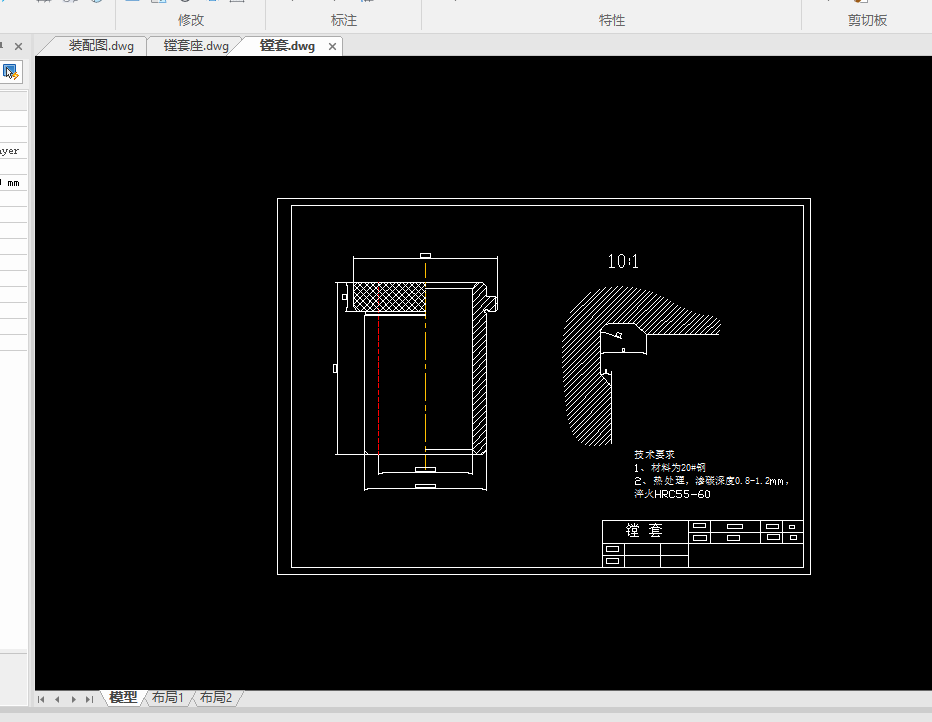
5)镗模零件的选择
6) 镗模支架的结构与设计
7)夹具体设计
8)镗杆结构及其设计参数
1)《机械制造工艺设计简明手册》
2)《切削用量简明手册》
3)《机械加工技术手册》
4)《金属切削机床夹具设计手册》
5)《机床夹具设计手册》
6)《机床夹具设计手册》
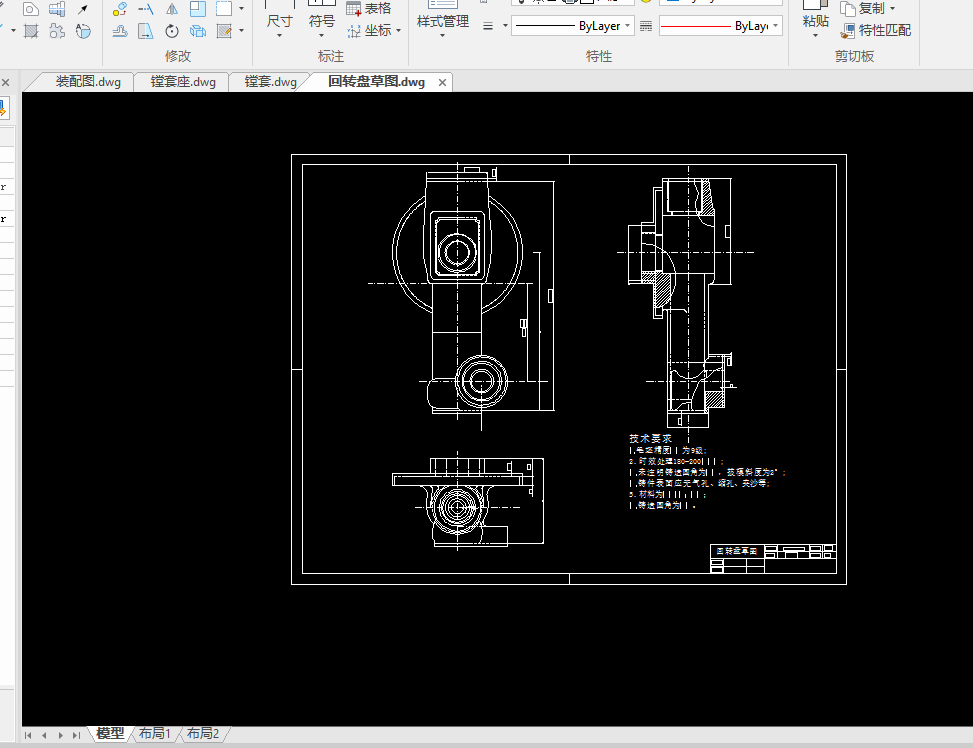
一.回转盘的结构功用分析
(一)零件的作用:回转盘是钻床主轴上的一个重要零件,钻床主轴通过回转盘与钻关相连,回转盘与主轴用四个螺钉联接,实现钻床的正确联接。
回转盘的轴套孔中安装齿轮齿条,轴套中安装弹簧,钻床工作时,主轴带动回转盘中的齿轮运动,通过齿轮齿条实现钻头的纵向进给,利用弹簧的回弹作用实现钻头的自动复位。
(二)零件的工艺分析
该零件的材料为HT180,该材料具有较高的耐磨性,强度,耐热性及减振性.
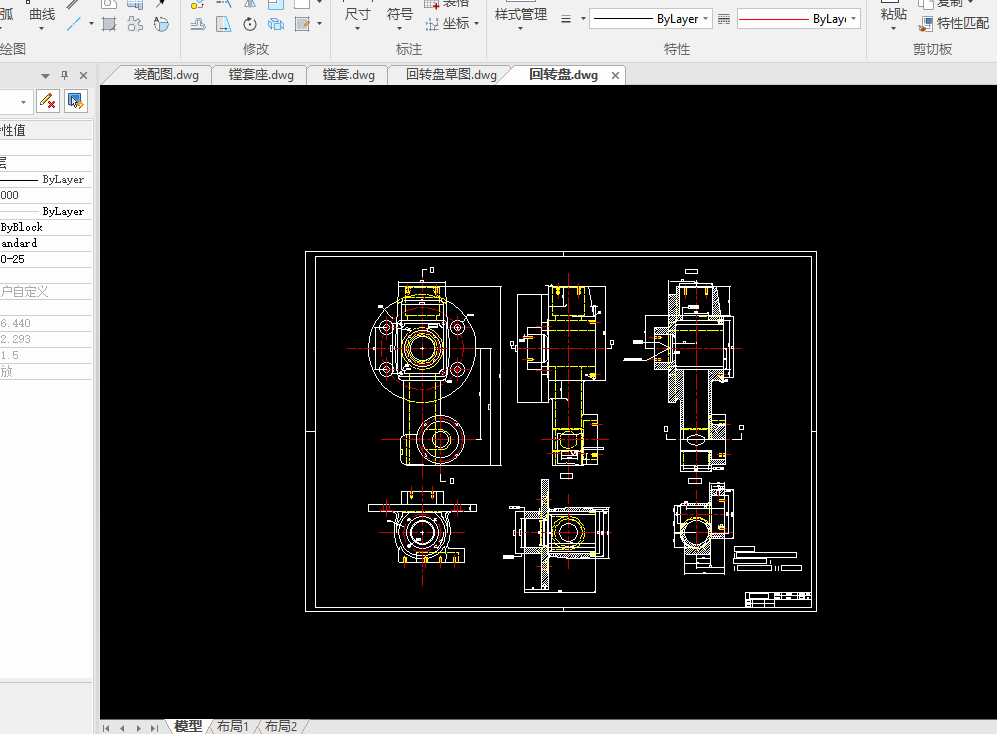
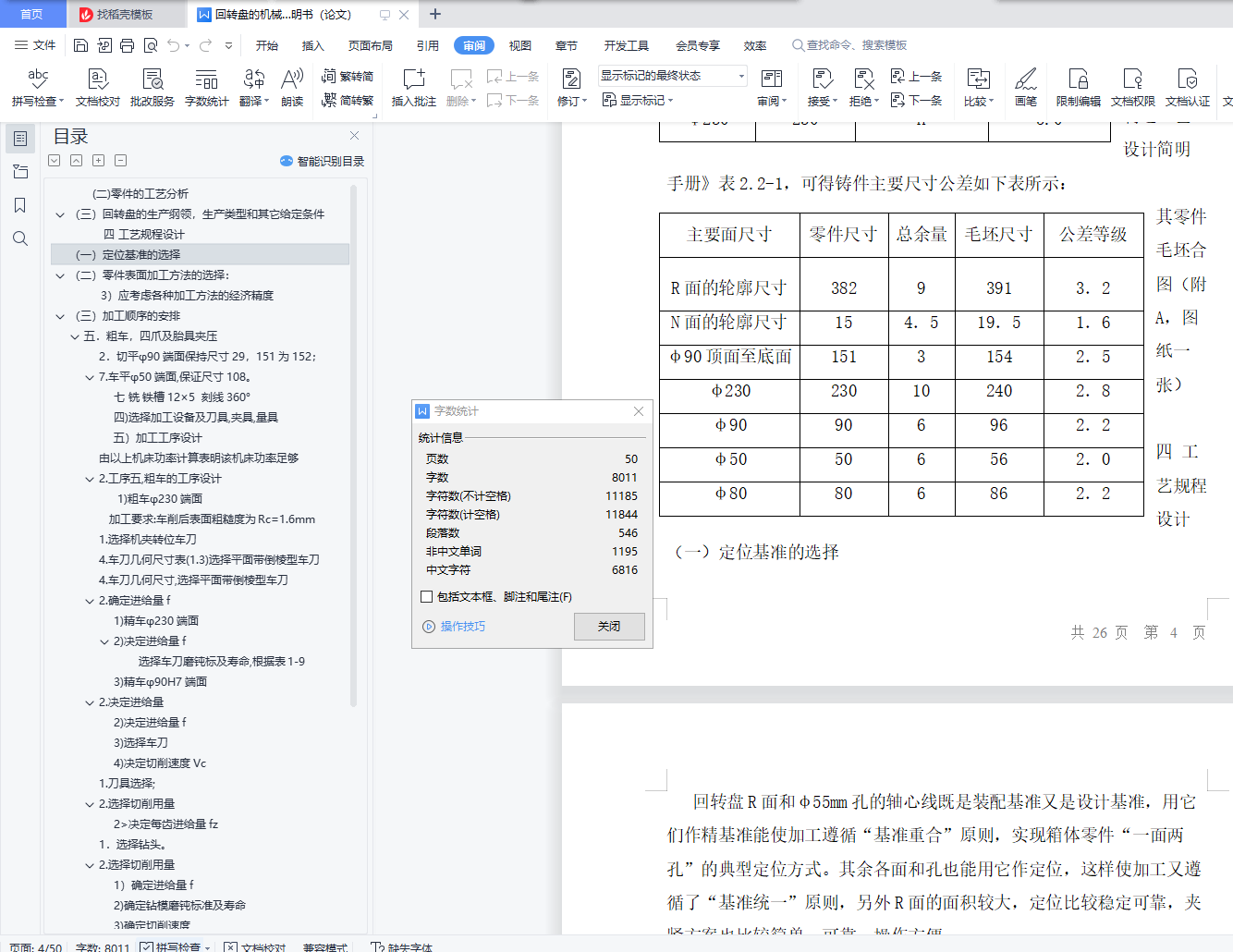
该零件的材料主要加工面为R.N面及φ370+0.027 , φ62 ,
, φ72
φ72 等。
等。
孔φ55,φ72的中心线对端面尺在500mm上的平行度直接影响到主轴的配合精度和运转精度,因此对孔φ55,φ72的孔应同时镗出,保证其同轴度,使平行度公差降到最小。
φ62对φ90的同心性允差为0.02,将直接影响孔与轴的配合,因此在加工时,最好在一次装夹内完成。
车削φ50mm的端面保持其尺寸108,将直接影响方孔内各孔的正确定位以及齿轮运动时的空间。φ90轴线与R面垂直度允差为0.03,φ72对φ55的圆心允差为0.05,φ37对φ55的圆心允差为0.05,影响回转盘生与主轴联接的正确定位,从而影响主轴传动齿轮与变速箱的锥齿轮的啮合精度。
由参考文献《机械制造工艺设计简明手册》中的有关和孔加工的径向精度及机床达到的位置精度可知,上述要求可以达到,零件的结构工艺性是可行的。