�������Ǽ�ģ����ƣ��λ��
ժ Ҫ���������ȶ����ѹ���ս����о���ȷ���乤�շ���Ϊ: ����ޱ߳�ס��ޱߡ������ޱ߳�ס��������Ρ������ʷ� 6 ���������е� 1 ������������Ƽ��ϲ�����ҽ��жԳ�������Σ������� ��һ������ ����ʽ�� ��������Ƽ����ξ��Ⱥͱ���������Ҳ���������Ч�ʣ��ٶ��Ƽ�����ģ����ƣ����ޱ� + ��ס��ޱ�������������ͬһ��ģ���У��������ޱ� + ��ס����� + ���Ρ����� + �ʷ� 3 ������������ͬһ��ģ���У������öλ���ϳ�ѹģ�ߣ�������Լ���ģ�ߵ��������Ӷ������˳����豸�Ͳ������˵��������������Ч���ҽ��������ɱ���
�ؼ���: �������Ǽ�����ѹ���գ��λ���ϳ��Σ���ѹģ��
Auto Cover Die Design (Multistation)
Abstract: This paper first studies the stamping process, The process scheme is: deep process, side punching, trimming, secondary side punching, side shaping, side punching and section, The first process adopts the combined deepening of the two components, And make the symmetric pull-depth form, That is, to adopt the form of "one out and two", It both improves the manufacturing parts forming accuracy and surface quality, Also improved the production efficiency; Then make the mold design for the manufacturing parts, Set the trimming + punching and trimming processes in the same auxiliary mold, The three processes of secondary trimming + punching, edge turning + shaping, side punching + cross-section are set in the same auxiliary mold, That is, using the multiplex compound stamping mold, The number of the molds can be significantly reduced, This reducing the number of forming equipment and operators, Improve production efficiency and reduce production costs.
Key words: automobile cover parts; stamping process; multiposition composite forming; stamping mold
һ������
�������Ǽ����а��ϱ�����״���Ӻͱ�������Ҫ��ߵ��ص㣬�����ڳ�ѹ����ʱ������Ӧ���ܲ����ȣ����Գ������������ޱߡ���ס����ߡ����εȶ��������ɡ���ˣ�������Ƹ���ѹ������ģ���DZ�֤���Ǽ���������������Ч�ʵĹؼ���
�ڳ�ѹ�����н������������ͬһ��ģ������ɣ������öλ���ϳ��ι��գ���ɼ���ģ�ߵ���������ѹ�豸�Ͳ������˵��������Ӷ�������������Ч�ʺͽ��������ɱ���
��������ҵ��ij���������Ǽ�Ϊ�������ܸ��Ǽ��λ���ϳ��ι��ռ�ģ����Ʒ�����
ͼ 1 ��ʾΪij���Ǽ��IJ�Ʒ��ģ���Ƽ��IJ����� DC04 ��ͨ�ְ壬���Ϻ���� 1. 0 mm���Ƽ�Ҫ������νӴ�ƽ���⻬�������ˡ����������ƺ����Ƶ�ȱ�ݣ�ͬʱ����һ���նȺ�ǿ�ȡ�
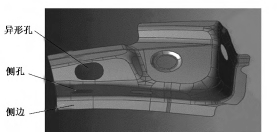
ͼ 1 ij���Ǽ��IJ�Ʒͼ
�����Ƽ��Ĺ��շ��������շ���ȷ��
DC04 ������ǿ��Ϊ 189 MPa������ǿ��Ϊ 327MPa��Ӳ��ָ��Ϊ 0. 217��
��������ָ��Ϊ 1. 94�� �������õij�ѹ�������ܡ�
�����dz��εĹؼ������Ը��Ǽ���������ģ�� �ṹ�ͺ�������Ӱ��ϴ��Ƽ�����Ϊ�Ƕ� �ơ��ǻ�ת�ĸ������棬����õ�����ѹ���Σ��� ���ܵ��ϴ�IJ��������Ӷ��ڳ�ѹʱ�Ƽ������� ������������Ϳ��ѡ�Ϊ��֤�Ƽ����������;��ȣ� �������ҶԳƲ�����ͬʱ������Ρ�
���������ޱ߹����г�����������ӵĹ��ղ��䣻�Ƽ����пף��谲�ų�����Ƽ���ԵΪ���ں��ӵIJ�ߣ��谲�ŷ��߹���
��ˣ������Ƽ���������״���շ�����ȷ�����ѹ����Ϊ: ����ޱߡ���ס��ޱߡ��ޱߡ���ס����ߡ����Ρ����ס����� 6 ������
�����Ƽ��Ĺ������
( 1) ���� 1�������ͼ 2 ��ʾ��������Ҫ����������ղ��䡢ѹ�����Լ������ȡ� �Ƚ��Ƽ��ϸ�����ƽ�����蹤�ղ���������� ���� CAE ����ģ�⡢�������Ż���ͨ�������Ĺ��ղ�������֤��ģ�����ܵı����������Ƽ����Ա� �ξ��ȣ�ȷ���Ƽ����������Ѻ�������ȱ�ݡ�
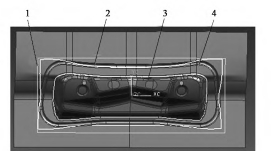
ͼ 2 �����ͼ
1�� ������ 2�� ����� 3�� ��ģ�� 4�� ���ղ�����
( 2) ���� 2���ޱ� + ��ס���ͼ 3 ��ʾ���˹��������Ĺ��ղ������г������ڴ�����������ޱߵ��治��ͬһƽ���ڣ��ޱ߷���һ�£�����Ҫ�ֲ�ͬ��������ޱߣ�Ϊ�˱����ޱߺ��Ƽ��ı߽粻������ǣ������������ 3 ���ޱߡ�ȷ���ޱ߷�����Ҫ��������: �������ô�ֱ�ޱߣ�����ģ�߽ṹ�����֤�ޱ��������ã����ޱ߷������Ƽ����淨�߷����ļнǹ����ޱ�ʱ�����˺������ͬʱ��������ģ�пڲ�λ�����ʱ��ģ������8�ݡ���ˣ�����������ޱ߾����ô�ֱ�ޱߣ����ޱ߷������Ƽ����淨�߷����ļнǾ�С�� 15�㡣��������ǣ�Ϊ��ʹ�ޱ߷�����˳�����ų������ޱ�ģ�Ͼ��Ȳ��� 3 �ѷ��ϵ������µIJ������жϳ� 5 ����� 1��2��3��4��5 ( ͼ 3 �� 1 �� 5) �� ���Ӹ��Բ����Զ����䣬ͬʱ����µ�����Ķ�λ �� a��b��
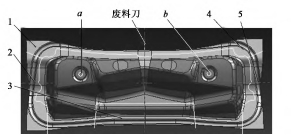
ͼ 3 �ޱ� + �����ͼ
( 3) ���� 3���ޱߡ���ͼ 4 ��ʾ���˹����ޱߺͳ幤�տ�Ĺ������һ���ޱߣ����Թ��տ� a��b ��λ����ȥб���� 6��7��8 ( ͼ 4 ) �� 3 ����ϡ����ڱ������ 3 �������������ͬ��һ�������е��ޱ��治��ͬһƽ���ϣ�������г��� 3 �����ʱҪ�����ޱ߷��������˹�������һ������ϲ�����Ҫ����бШ�������ؽ�����ģ�ߵĸ��ӳ̶ȡ�
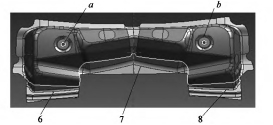
ͼ 4 �ޱ߹���ͼ
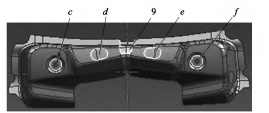
( 4) ���� 4���ޱ� + ��ס���ͼ 5 ��ʾ���˹���������һ���ޱߣ����������� 4 ���ף��������: �����涨λ���г��ʷִ����� 9��ͬʱ���c��f Բ�� d��e �����οף����ڱ�����͵� 3 �����ޱ߷�����ͬһƽ�棬 ������������ϲ��� ��ʹ�Ƽ��ޱ߾��Ƚ��ͣ��罫�� 2��4 ������ϲ����ᵼ�·����г������Զ����䣬��ʹģ���ø��ӡ�
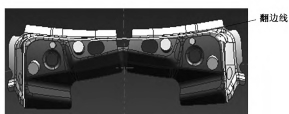
( 5) ���� 5������ + ���Ρ���ͼ 6 ��ʾ���˹����ϵ���������з������Ρ��Ƽ����������ޱߺ��������ϻ������Ӧ�������·�������һ���Ļص��������Ƽ���ԵΪ����ĺ����棬Ҫ�Ƚϸߣ�������ޱߺ�����Ƽ����з������Ρ� ���������: ���Ƽ���ڵ�Բ�Ǻ������������Σ� ͬʱ������ 4 ���������Ƽ������Ļص��������Σ� �ҶԲ�߽��з��ߣ���֤�Ƽ���״���ȣ�Ϊ�˱�֤�Ƽ��������״��λ�þ��ȣ������Ƽ������״���ߺ�������һ�������н��в��ס�
ͼ 5 �����ޱ� + �����ͼ
ͼ 6 ���� + ���ι���ͼ
( 6) ���� 6������ + �ʷ֡���ͼ 7 ��ʾ���˹��������κõĹ�������в����ʷ֡����������: ������Ƽ�����ϵ� 6 ����ף����ڲ���������ѹ����ļнǴ��� 30�㣬��˱�������Ҫ����бШ�������в��ף�ͬʱ�����ʷ��߽��Ƽ��ʷֳ��������ҶԳƵ��Ƽ���
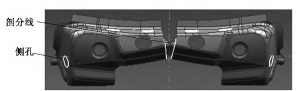
ͼ 7 ���� + ���빤��ͼ
�ġ��Ƽ�������ģ�ߵĽṹ���
���ÿ����������� 1 ��ģ�ߣ�����Ҫ 6 ����ѹģ�ߡ��罫�ޱ߳�Ͷ����ޱ�����ϲ���ͬ 1 ��ģ���У����ޱ߳�ס��������κͲ��ס������� 3 ������ϲ���ͬһ��ģ���У�����Ҫ 3 ��ģ�ߣ� �����Ϳɽ�ʡ 3 ��ģ�ߣ������Ч�ʣ���Լ�˳ɱ���
��һ������ģ�ṹ���
���Ƽ����õ��������һ�����������Ҫ������״��Ϊ��ֹһ��������ȹ�����²�����ѣ� ��ѹ�������� S �Σ��ɽ���������ȣ�����ģ����һ��������ʽ�����жԳ����ʹ��ѹ��������ģ�������غϣ����ģ��ʹ��������
���������� 2 ���� 3 ��ģ�Ľṹ���
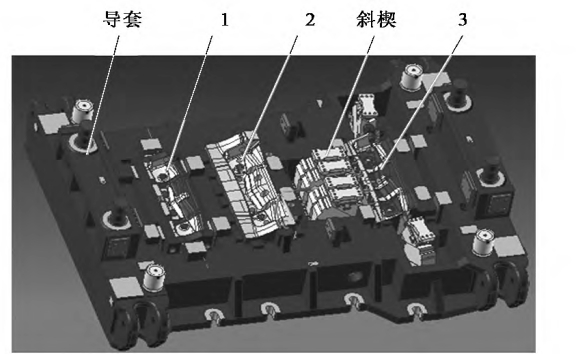
�� 2 �������ģ��ֱ�����ޱ߳��������ޱ����������ϡ���ģ����Ƴ������ʽ����ͼ 8 ��ʾΪ��ģ�ߵ���ģװ��ͼ����ͼ 9 ��ʾΪ��ģ�ߵ���ģװ��ͼ���ϡ���ģ�ܲ����ζ�λ����λ���ޱ߹�����Ҫ����ѹ��оѹ�ϣ�Ȼ���ٽ����ޱߡ��������ģ���õ���͵��� �� �����ϵ����ޱ߳����ķ�������ϴ������ 3 �������е������жϣ������ޱ߹���ķ��������С������ֿ顣
ͼ 8 �����ģ��ģװ��ͼ
1�� �ޱ߳��ģ 2�� �����ޱ�ģ
ͼ 9 �����ģ��ģװ��ͼ
1�� �����ޱ߰�ģ 2�� �ޱ߳�װ�ģ
���������� 4������ 5������ 6 ��ģ�Ľṹ���
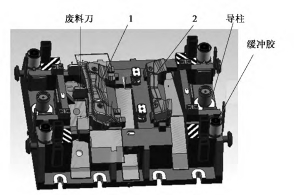
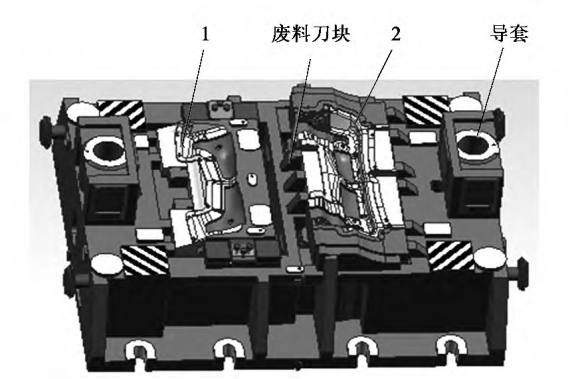
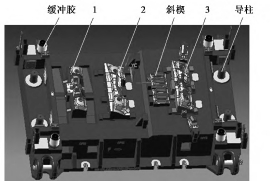
�� 3 ������ 4��5��6 ��ģ�ɷֱ�����ޱ߳�ס��������κͲ��ס����� 3 ��������ͼ 10 ��ʾΪ��ģ�ߵ���ģװ��ͼ����ͼ 11 ��ʾΪ��ģ�ߵ���ģװ��ͼ���ϡ���ģ�ܲ����ζ�λ����λ���ޱ߹�����Ҫ����ѹ��оѹ�ϣ�Ȼ���ٽ����ޱߡ��������κ��ʷ֡��������ģ���õ���͵��� �� �����ϵ����ײ���бШ������
ͼ 10 �������ģ��ģװ��ͼ
1�� �����ޱ�ģ 2�� ��������ģ 3�� ���ס��ʷ�ģ
ͼ 11 �������ģ��ģװ��ͼ
1�� �����ޱ߰�ģ 2�� �������ΰ�ģ 3�� ���ס��ʷְ�ģ
�塢����
( 1) ���ĵ��Ƽ�����ģ����һ������ʽ�ҶԳ������������߸��Ǽ�������Ч�ʣ�ͬʱ������ѹ�����ĵľ��У���֤��������������ģ��������
( 2) ���ý�����������ͬһ��ģ������ƣ� ���е� 2 �͵� 3 ���������ͬһ��ģ���ϣ� �� 4��5��6 �� 3 ��������һ��ģ����ɣ�������ģ���������Ӷ������˳�ѹ�豸�Ͳ������˵�������Ҳ�� ��������Ƽ�������Ч�ʡ�
( 3) ���ý������ޱ߹���� 3 ���ޱߣ�������Ƽ��ޱ߾��ȣ��ּ���ģ�߽ṹ���ҷ��������ų����Ӷ���߳�ѹģ�ߵ�ʹ�ð�ȫ������Ч�ʡ�
( 4) ͨ���������ι���У��ǰ 4 �������Ƽ��в����Ļص����������˲��ֲ���Ӧ����������Ƽ�����״���ȡ�
�����
[1] ������, ���, Ԭ����. �������Ǽ��λ���ϳ��ι����о���ģ�����[J]. ��ѹ����, 2015, 40(6):4.
[2] �����淢����. һ���������Ǽ��Ķλ��ѹģ��:, CN210333981U[P]. 2020.
[3] Ԭ����, ��ռ��, ������. ����һ�λģ�����������ݱ۲�Ʒ�Ļص������о�[J]. �������ѹ, 2017(24):4.
[4] ����. ����ֱ�ߵ��������ӹ��������г����ܼӹ�������ʵ��[J]. װ����е, 2005(2):2.
[5] ������. �������Ǽ���ѹģ�߹�����������ʵ����չ��[J]. �������ѹ, 2018(24):3.
[6] ����, ����, ����,��. �������Ǽ��λ����ģ������Ƽ���ֵģ��[J]. ɽ����ҵ����, 2018(4):2.
[7] ��־��, �ܿ���, ���,��. �������Ǽ��λ��ѹģ��:, CN202877357U[P]. 2013.
[8] ��ʿ�. һ���������Ǽ��Ķλ��ѹģ��:, CN109365637A[P]. 2019.
[9] ����. һ���Զ�ת��ģ�͵��������Ǽ���ѹģ��:, CN106914542A[P]. 2017.
[10] ������. һ�������������Ǽ���ѹģ��:, CN207723310U[P]. 2018.
[11] ���Բ�. �������Ǽ���ѹ���ι��ռ����漼��[J]. �ִ��㲿��, 2011(5):3.
[12] ������. һ�ֻ�����������������������Ǽ�����������Ż�����[D]. ���пƼ���ѧ.
[13] ����. �������Ǽ�ģ�����������㷨�о���ϵͳ����[D]. ���пƼ���ѧ, 2015.
[14] �Ŵ�. ������ѹ���ֹ��ϼ����� �Զ������������Ͷλ�����ıȽϷ���[J]. ��Ӫ������, 2017(15):413.
[15] ����֥. �������Ǽ���ѹƬ�λ����ģ���[J]. ��ѹװ�������켼��, 2015, 50(2):2.
[16] ��־��, ��սǿ, ��־ǿ,��. ���ڳ�ѹ�˶�����������⸲�Ǽ���ѹ���˶��滮[J]. �������������ϵͳ, 2020, 26(3):9.
[17] Ren Y . Study on Surface Modification of High Strength Stamping Parts Manufacturing Mold[J]. Colliery Mechanical & Electrical Technology, 2018.
[18] Wang H . Stamping of the Engineering Agricultural machinery parts[C]// International Conference on Mechanic Automation & Control Engineering. IEEE, 2011.
[19] Zhou X J , Wang Q , Mei Z Y . Stamping analysis based mold design of car body panel[J]. Machinery Design & Manufacture, 2010.
