摘 要
本次设计的主要内容是摇杆支架加工工艺及夹具设计,摇杆支架主要与其他零件成对使用。其主要加工表面及控制位置为 两侧面和
两侧面和 支架底面。由零件要求分析可知,保证
支架底面。由零件要求分析可知,保证 外侧端面和
外侧端面和 底座厚度尺寸的同时应该尽量保证其垂直度,这对后处理装配和装配使用有重大影响。因此,在放置过程中经过粗略定位并与底面夹紧后,对
底座厚度尺寸的同时应该尽量保证其垂直度,这对后处理装配和装配使用有重大影响。因此,在放置过程中经过粗略定位并与底面夹紧后,对 两侧面进行铣削加工同时成型。因其粗糙度为Ra12.5,可通过粗铣、半精铣来满足。对于钻
两侧面进行铣削加工同时成型。因其粗糙度为Ra12.5,可通过粗铣、半精铣来满足。对于钻 孔时,主要以操纵杆支架的
孔时,主要以操纵杆支架的 内孔定位,控制自由度,保证加工出来的产品符合要求,一致性好。
内孔定位,控制自由度,保证加工出来的产品符合要求,一致性好。
本文的重点是分析操纵杆支架的可制造性和力学性能,对加工工艺进行合理分析,选择和确定合理的毛坯、加工方法,设计出高效省力的夹具。 摇杆支架零件。
关键词:操纵杆;支架;加工余量;工艺;夹具
ABSTRACT
The main content of this design is the processing process and clamp design of rocker bracket, which bracket is mainly used in pairs with other parts.Its main processing surface and its control position are on both sides and the support bottom surface.According to the analysis of the part requirements, the outer end surface and the base thickness should be as vertical as possible, which has a significant impact on the post-treatment assembly and assembly use.Therefore, after rough positioning and clamp with the bottom surface, both sides are milling at the same time.Because its roughness is Ra12.5, it can be met by coarse milling and semi-fine milling.For drilling, the inner hole of the control lever bracket is mainly positioned to control the degree of freedom to ensure that the processed products meet the requirements and have good consistency.
The focus of this paper is to analyze the manufactainability and mechanical properties of the joystick bracket, reasonably analyze the processing process, select and determine the reasonable blank and processing methods, and design the efficient and labor-saving fixtures.Shaker rod bracket parts.
Key words: control lever; bracket; processing allowance; process; fixture
目录
摘 要
ABSTRACT
第一章 绪论
第二章 零件的分析
2.1 夹具的发展史
2.2 零件的工艺分析
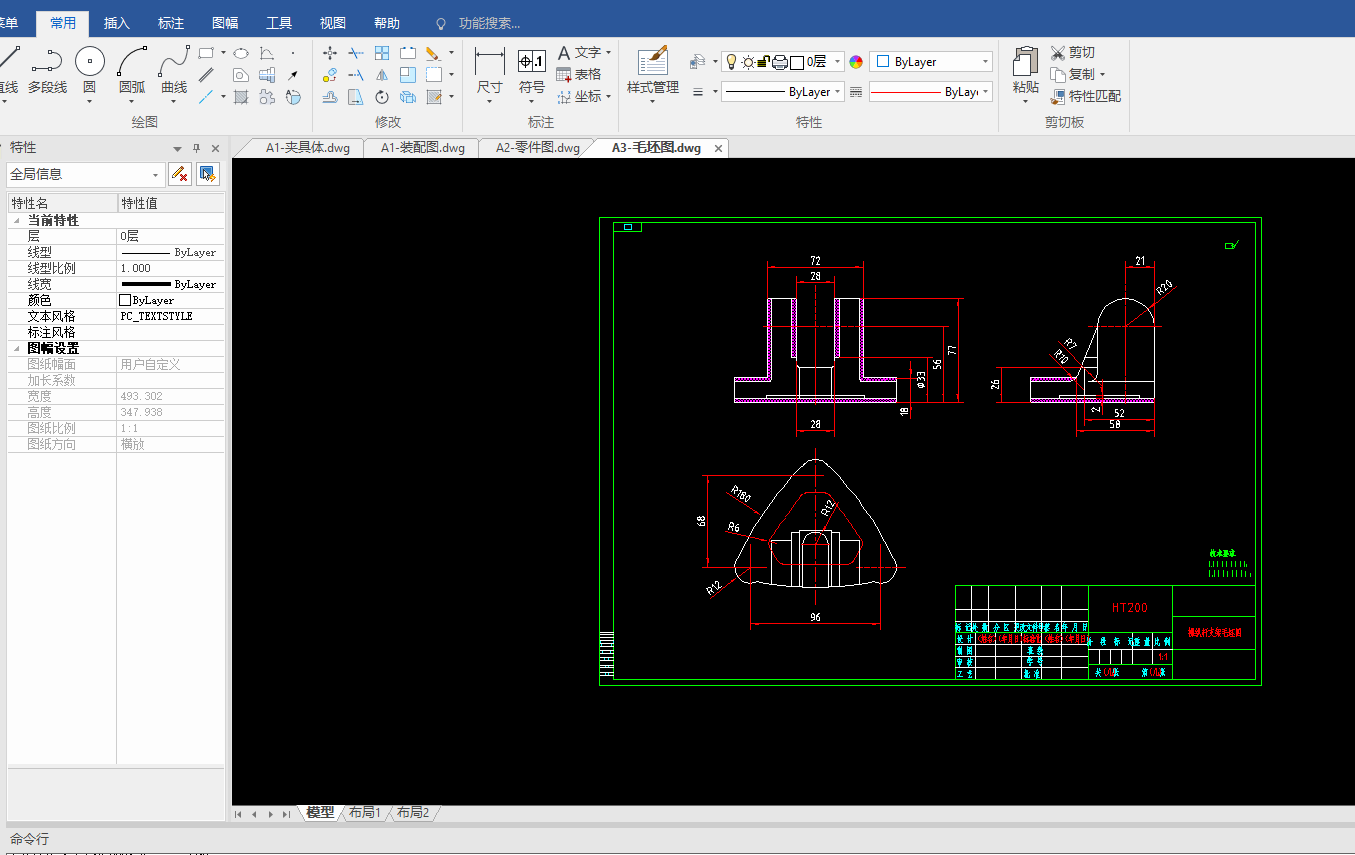
第三章 确定毛坯,绘制毛坯图、零件图
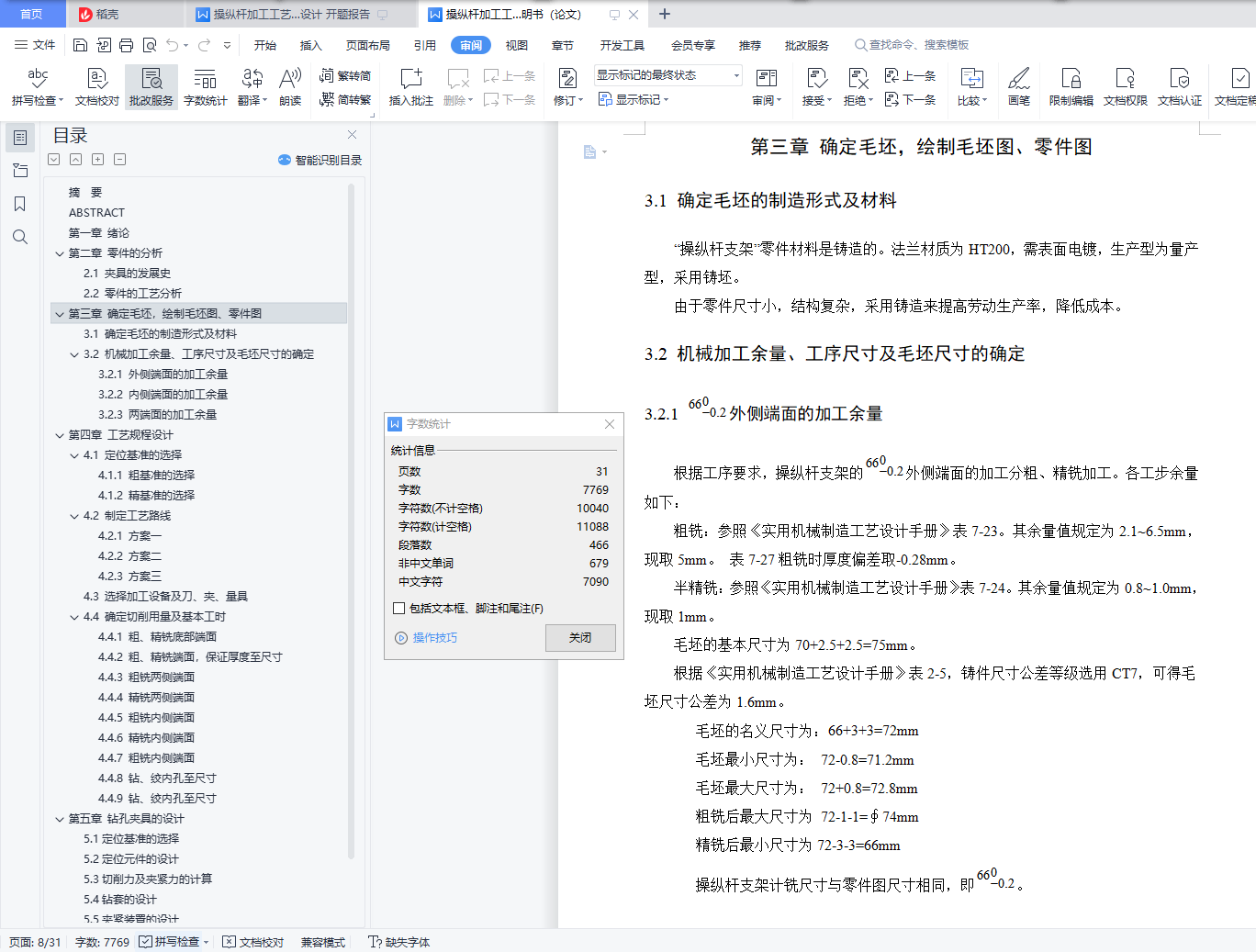
3.1 确定毛坯的制造形式及材料
3.2 机械加工余量、工序尺寸及毛坯尺寸的确定
3.2.1  外侧端面的加工余量
外侧端面的加工余量
3.2.2  内侧端面的加工余量
内侧端面的加工余量
3.2.3  两端面的加工余量
两端面的加工余量
第四章 工艺规程设计
4.1 定位基准的选择
4.1.1 粗基准的选择
4.1.2 精基准的选择
4.2 制定工艺路线
4.2.1 方案一
4.2.2 方案二
4.2.3 方案三
4.3 选择加工设备及刀、夹、量具
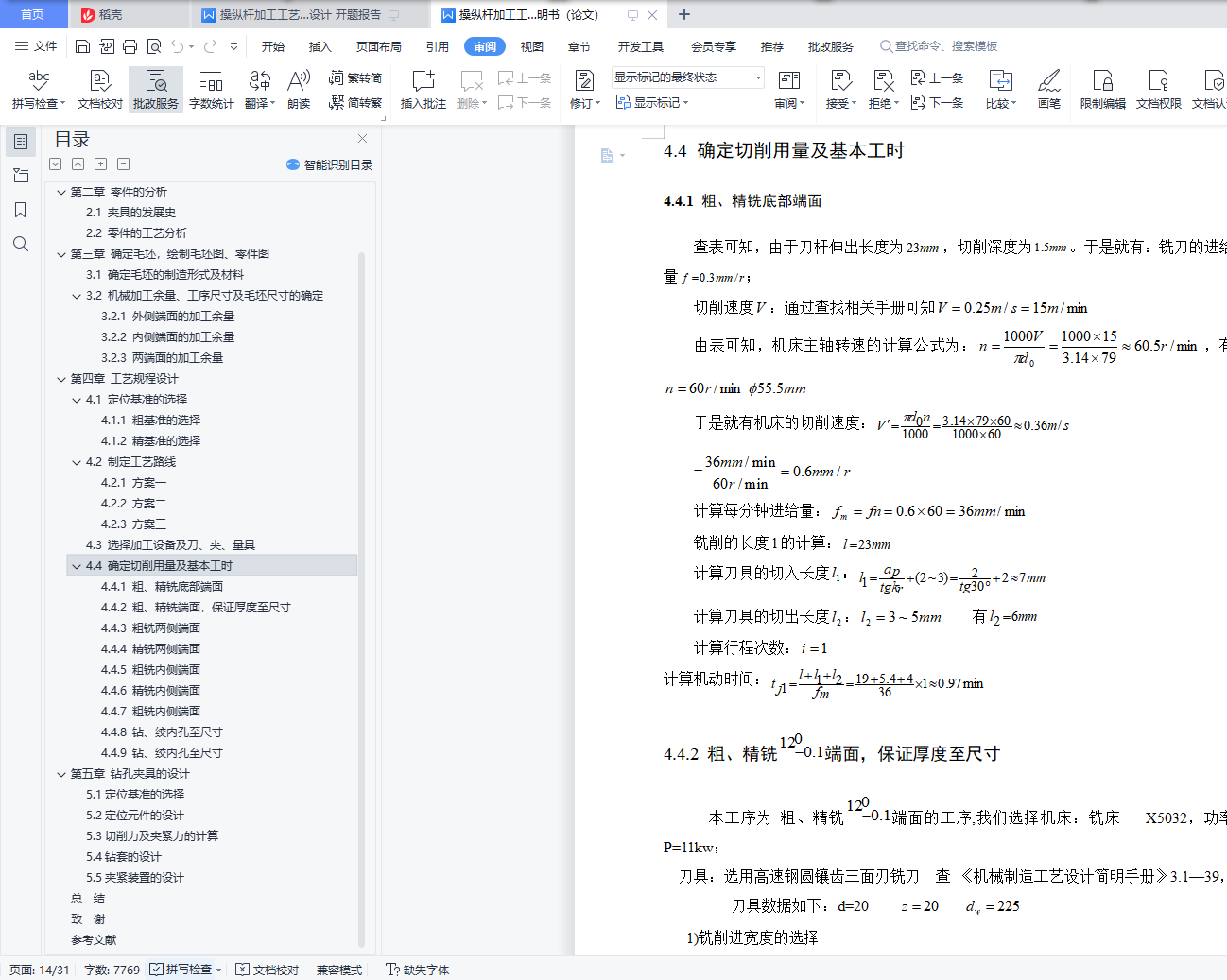
4.4 确定切削用量及基本工时
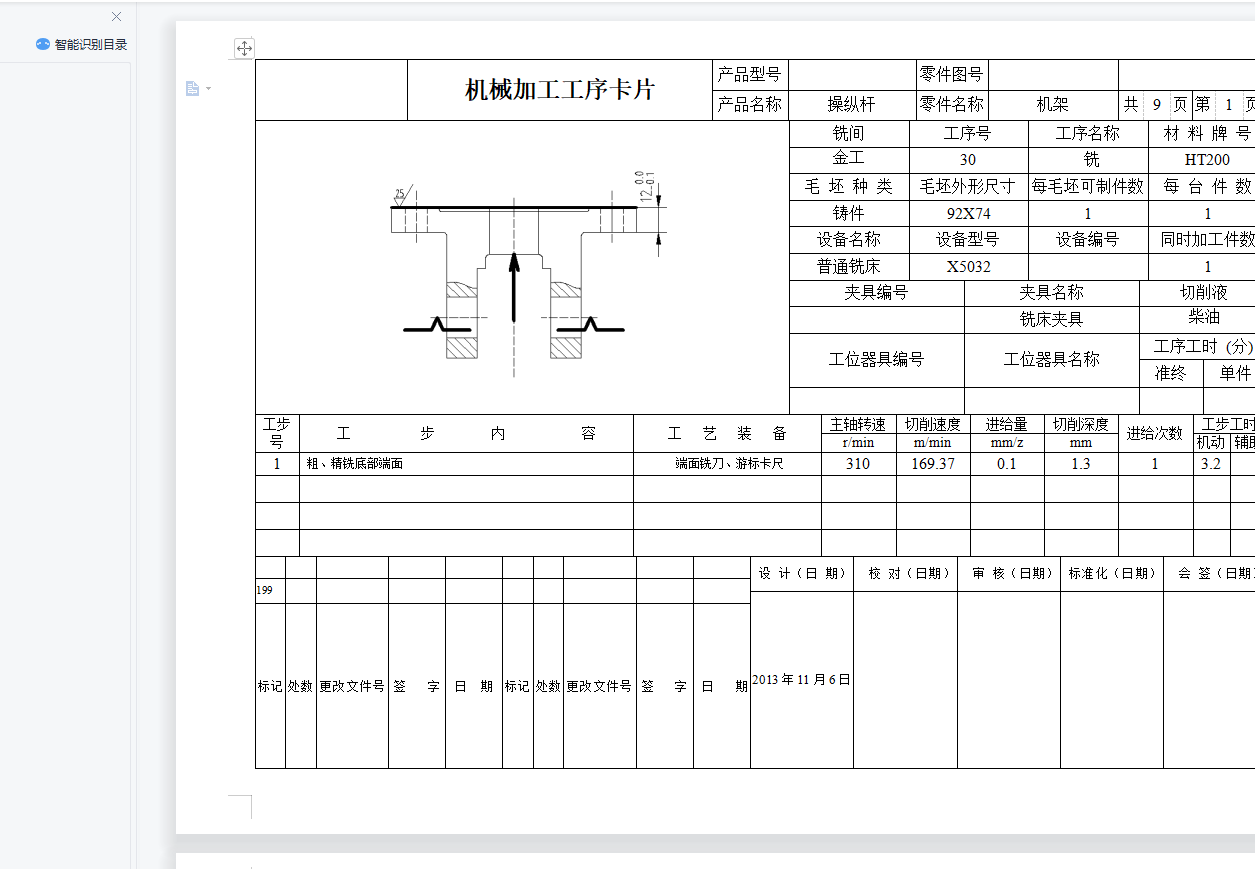
4.4.1 粗、精铣底部端面
4.4.2 粗、精铣 端面,保证厚度至尺寸
端面,保证厚度至尺寸
4.4.3 粗铣 两侧端面
两侧端面
4.4.4 精铣 两侧端面
两侧端面
4.4.5 粗铣 内侧端面
内侧端面
4.4.6 精铣 内侧端面
内侧端面
4.4.7 粗铣 内侧端面
内侧端面
4.4.8 钻、绞 内孔至尺寸
内孔至尺寸
4.4.9 钻、绞 内孔至尺寸
内孔至尺寸
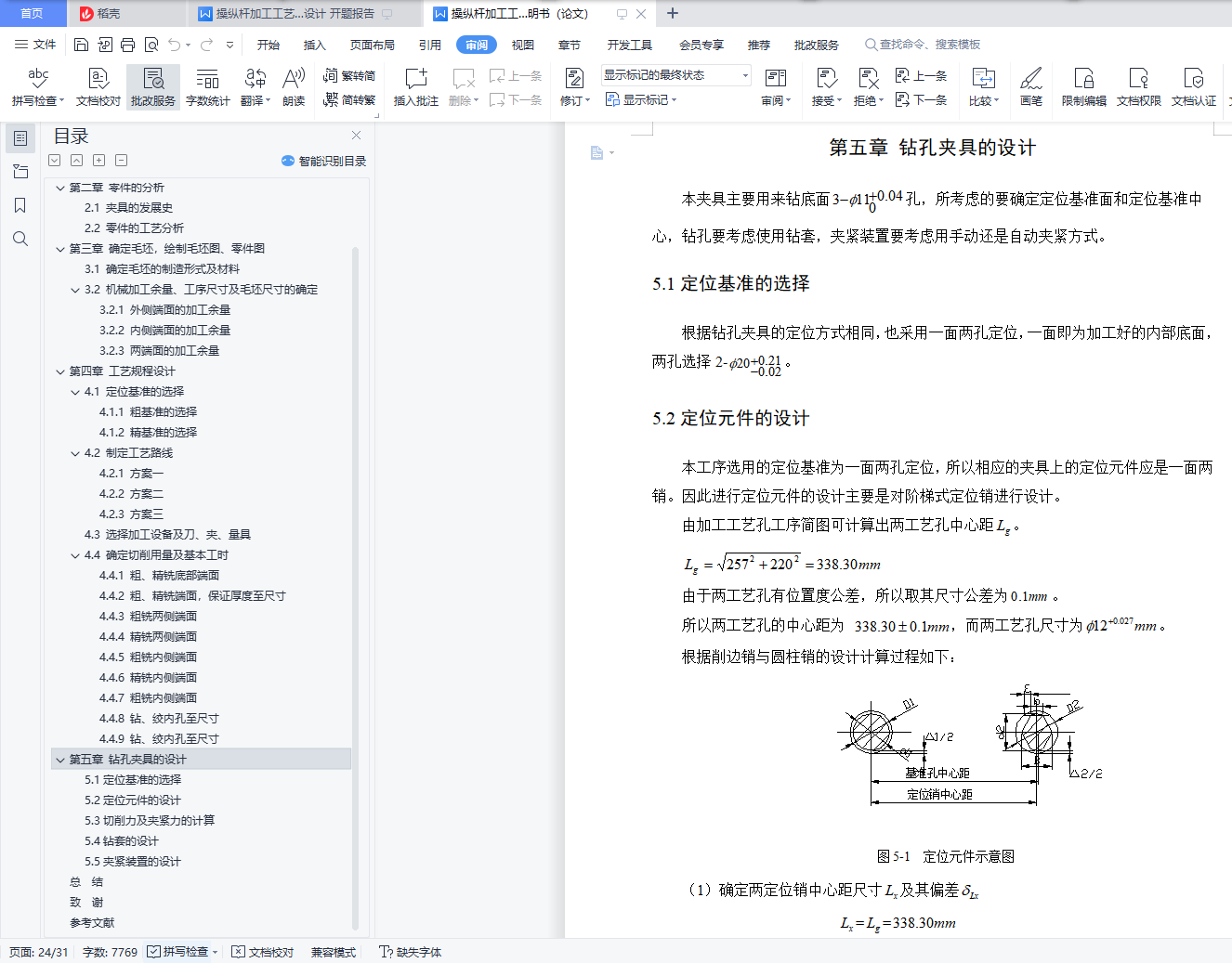
第五章 钻孔夹具的设计
5.1定位基准的选择
5.2定位元件的设计
5.3切削力及夹紧力的计算
5.4钻套的设计
5.5夹紧装置的设计
总 结
致 谢
参考文献