一种自动化夹具设计方法
塞西尔
美国,拉斯克鲁塞斯,新墨西哥州立大学,,工业工程系,虚拟企业工程实验室(VEEL)
在这片论文里,描述了一种新的计算机辅助夹具设计方法。对于一个给定的工件,这种夹具设计方法包含了识别加紧表面和夹紧位置点。通过使用一种定位设计方法去夹紧和支撑工件,并且当机器正在运行的时候,可以根据刀具来正确定位工件。该论文还给出了自动化夹具设计的详细步骤。几何推理技术被用来确定可行的夹紧面和位置。要识别所完成工件和定位点就还需要一些输入量包括CAD模型的技术要求、特征。
关键词:夹紧;夹具设计
动机和目标
夹具设计是连接设计与制造间的一项重要任务。自动化夹具设计和计算机辅助夹具设计开发(夹具CAD)是下一代制造系统成功实现目标的关键。在这片论文里,讨论了一种夹具设计的方法,这种方法有利于在目前环境下夹具设计的自动化。
夹具设计方法的研究已成为国内多家科研工作的重点。作者:周在[1]中对工件的稳定和总需求约束了双重标准,突出重点的工作。在夹具设计中广泛的运用了人工智能(AI)以及专家系统。部分CAD模型几何信息也被用于夹具设计。Bidanda [4]描述了一个基于规则的专家系统,以确定回转体零件的定位和夹紧。夹紧机制同时用于执行定位和夹紧功能。其他研究者(如DeVor等,[5,6])分析了切削力钻井机械和建筑模型及其他金属切削加工。康有为等在[2]中定义了装配约束建模的模块化与夹具元件之间的空间关系。一些研究人员采用模块化夹具设计原则,用以生成[2,7-11],另一些夹具设计工作者已经报告了[1,3,9,12-23]。可以在[21,24]中找到夹具设计相关的大量的审查工作。
在第二节中,对夹具设计任务中各种步骤进行了概述。在第3节和第四节中描述了工件的加工过程,要夹紧工件表面,否则将面临工件的全面自动测定。第5节讨论了对工件的夹紧点的测定。
夹具设计的整体方法
在本节中,描述了整体夹紧的设计方法。通常对较理想的位置的那一部分进行夹紧,并减低切削力的影响。夹紧的位置和夹具设计中定位的位置是高度相关的。通常,夹紧和定位可以通过同样的方法来完成。但是,不明白这两个是夹具设计中不同的方面,可能导致夹具设计的失败。多数人的在规划过程中首先解决定位问题,这样可以使开发的定位与设计的定位相契合。不过,整体定位及设计方法不在本文讨论范文内。
除了零件的设计(为此夹具设计有待开发),公差规格,过程序列,定位点和设计等因素外,还应投入CAD模型到夹具设计方法中。这样的夹具可以夹紧并支撑定位器。指导使用的主要内容应尽量不抵制切割或加工过程和中所涉及的操作。相反,应定位夹具,使切削力在正确的方向,这将有助于保持在一个特定的部分加工操作安全。通过引导对定位器的切割力量,部分(或工件)被固定,固定定位点,因此不能移动的定位器。
在这里讨论的夹具的设计方法必须在整体夹具设计方法的范围内。在此之前进行定位器/支撑和夹具设计的初步阶段,涉及到的分析和识别的功能、相关的公差和其他规范是必要的。根据初步的评估和测定,定位/支撑设计与夹具设计结果的在此基础上可以同时进行。本文对所描述夹具设计的方法讨论基于定位器/支撑设计与先前已经确定的假设(包括适当的定位和支持测定一个工件的定位,以及识别和夹具,如V元素的支持面块,基础板,定位销等)。
(1) 夹具设计的输入
输入包括对特定产品的设计翼边模型,公差信息,提取的特征,过程顺序和部分在给定的每一个设计的相关特性的加工方向,面向的位置和定位装置,以及加工过程中的各种工序,须出示每个相应的功能。
(2)夹具设计的方法
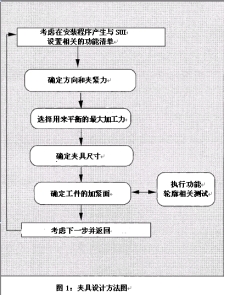
图一是自动化夹具设计主要步骤总结图。对这些步骤概述如下:
第1步:设置配置清单以及相关的[进程_功能]条目。
第2步:确定方向和夹紧力。输入必要的加工方向向量mdv1,mdv2……mdvn,面对nvs的支持力,并确定法向量。如果加工方向向下(对应的方向向量[0,0,-1]),和面的支持向量平行于加工方向,那么,夹紧力方向平行向下加工方向[0,0,-1]。如果必需要侧面夹紧并没有可夹紧的地方,那么在其中放置一个夹具夹紧下调,然后边钳方向计算如下。让sv和tv辅助常规的向量代替次要的和三级定位孔。然后,使用夹紧机构夹紧一个方向,例如,av应平行于这两个法向量,即,正常向量应分别与每块表面的sv和tv向量平行。侧面夹紧面应该是一对分别平行于面sv和tv的平面孔。
第三步:从列表中选出最大有效加工力。这样能够有效的平衡各加工力。
第四步:利用计算出的最高有效加工力,才能确定用来支撑工件加工的面积的夹具尺寸(例如,一个带夹子可以作为一个夹紧机构使用)。
第五步:确定给定工件的夹紧面。这一步在第4步中所述过。
第六步:该夹具的夹紧面的实际位置自动在第5节中确定。考虑接下来的步骤并返回第一步。
判断夹具尺寸
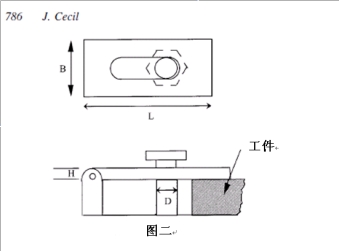
在这项工作中所用到的夹具都来自一个系列。夹具的原理与图二相同。在这一节里,描述了一个自动化夹具。锁模力所需的有关螺杆的螺纹装置大小或保存到位钳。夹紧力平衡加工工件使工件保持恰当的位置。让锁模力为W和螺杆直径为D。各种螺丝夹紧力大小,可以按以下方式确定:最初,极限拉伸强度(抗拉强度)和该夹具的材料(供应情况而定)可以从数据检索库检索。各种材料有不同的拉伸强度。该夹具材料的选择,也可直接采用启发式规则进行。例如,如果部分材料是低碳钢,那么钳材料可低碳钢或机器钢。为了确定设计应力,抗拉强度值应除以安全系数(如4或5)。根区的螺丝格A1(如一个螺丝钳)可以被确定:[锁模力/设计应力]。随后,螺栓截面全面积可以计算为等于{格A1 /(65%),}(因为螺丝的地方可能会发生根切面积约为65%螺栓的总面积) 。螺钉的直径D可以被确定等同于(D2的3.14 / 4)。另一项涉及可用于方程有关的宽度B,高度H和跨度的钳L的螺丝直径为D(B,H和L可以为不同的值计算D):d2 =4/3 BH2/L.
判断夹紧表面
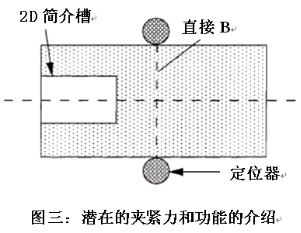
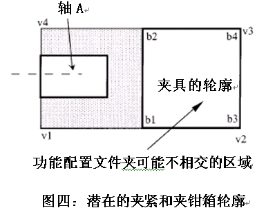
确定夹具经常出现的相关参数包括了产品的CAD模型,提取的特征信息,特征尺寸,定位面和定位器的选择。考虑所有潜在的加紧面,如图3。最关键的是夹紧表面不应重叠或与该面相交,如图4所示。夹紧面积是与工件表面(或PCF)接触的是一个二维轮廓线段组成的(见图6)。利用线段相交测试,可以测定在给定的光子晶体光纤的任何范围内是否可能有接触面夹紧面重叠。
夹紧面的确定可以如下所示:
第1步:鉴别平行于二级和三级定位面(lf1和lf2)是分别到lf1和tcj最远的距离的面。如下所示:(一)鉴别面tci,tcj,使面tci和 tcj平行lf1和tcj平行lf2。(二)在TCF中列出面对tci的面。(三)通过检查所有TCF中面对tci的面,确定的面对tci和tcj的面是到lf1和lf2分别最远的面,并舍弃所有其他TCF中的面。
第2步:鉴别平行面的位置,除了不相邻的附加面。最好是选择一个不与其他定位面垂直相邻的面。这一步如下所示:
(a) 考虑TCF列表中的tci面,获得与每个tci面垂直或相邻的面然后,在FCF列表中插入每个fci面。
(b) 检查每个FCI面,并执行以下测试:如果FCI是相邻、垂直于lf1或lf2,然后从列表中舍弃它并插入NTCF列表中。
第3步:确定加紧面都在有效的加紧面上,如下所述夹紧面:
例1:如果没有条目在列表NTCF中,就使用TCF中的面并继续执行步骤4。如果任何面发现,垂直于第二,第三位置的面孔lf1和lf2,这将要面临的是下次选择可行的夹具。在这种情况下,唯一剩下的选择是重新审视在列表NTCF的面。
例2:如果列表中NTCF条目数为1时,可行夹紧面为FCI。与TCI的法向量垂直相邻的相应轴是夹紧轴。
例3:如果在列表NTCF项数大于1,确定最大的TCI加紧面再进行步骤4。
例4::夹紧力的方向可以是[1,0,0]或[0,1,0],可以夹紧TCI面的中心位置。
在其他几何位置可确定使用零件几何形状和拓扑信息,这在下一节中描述。
判断夹紧表面上的夹紧点
确定夹紧面后,必须确定实际夹紧位置。输入夹具侧面积,沿着[x,Y,Z]和潜在的夹紧面CF方向。容下使用CF几何获得夹具侧面积:
第一步是确定一个箱体的大小,这是用来测试它是否包含在它里面的任何部分。相交测试也可以在前面介绍的方法使用。如果相交测试返回一个负的结果,那么有部分箱体与夹具相交,如图4所示。如果相交测试返回一个正的结果,可以执行下列步骤:
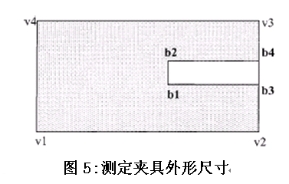
划分成更小的矩形大小条(1 W)夹框轮廓(图5和图6)。
执行指定与功能配置文件出现在CF面的零件设计的相交测试。
没有功能相交的条形区域,都是可行夹紧区域。如果有一个以上的长方形候选
面,矩形配置文件,向中沿轴夹紧CF面点的是夹紧配置文件(夹点)。
如果没有发现配置文件,夹具宽度可减少一半,夹具数可以增加两个。使用这些修改过的夹具尺寸,执行前面描述的特征相交测试。如果此测试也失败了,那么可以用相邻的面作为夹紧面用于执行端夹紧。这面可以重复进行PCF和功能相交测试。
:
