电动绞肉机的结构
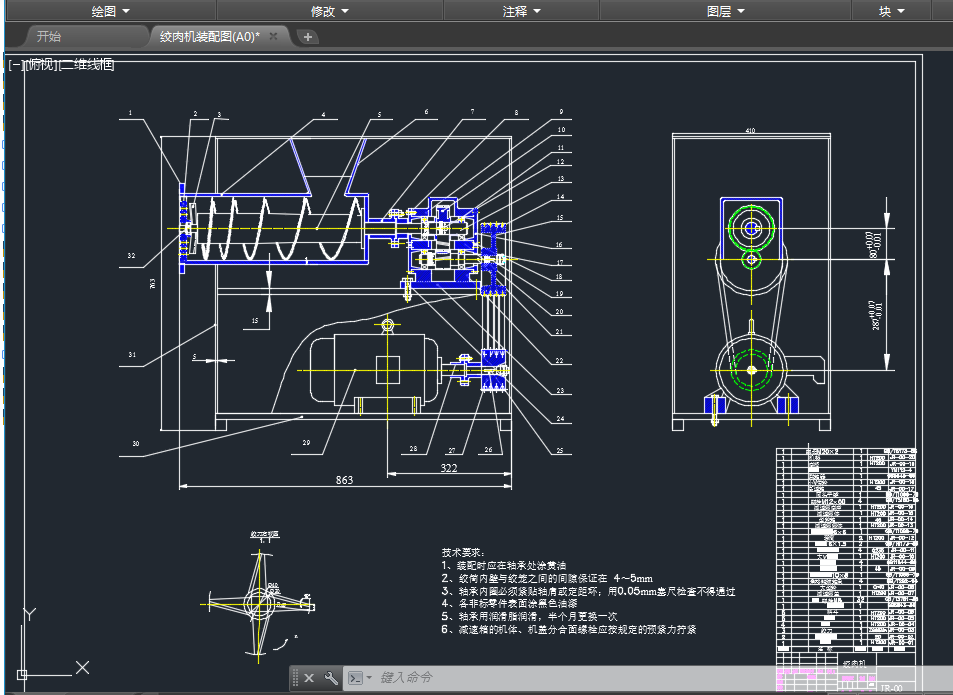
电动绞肉机主要由送料机构、切割机构和驱动机构等组成,如图2-1所示。
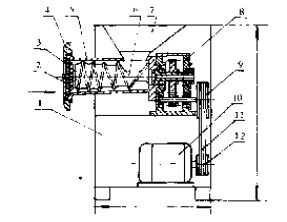
图2-1 电动绞肉机结构
1.机架 2.绞刀 3.挤肉样板 4.旋盖 5.纹筒 6.绞笼 7.料斗
8.减速器 9.大皮带轮 10.电机 11.三角带 12.小皮带轮
2.1.1送料机构
送料机构包括料斗7、绞笼6和绞筒5。其作用是输送物料前移到切割机构,并在前端对物料进行挤压。
2.1.2切割机构
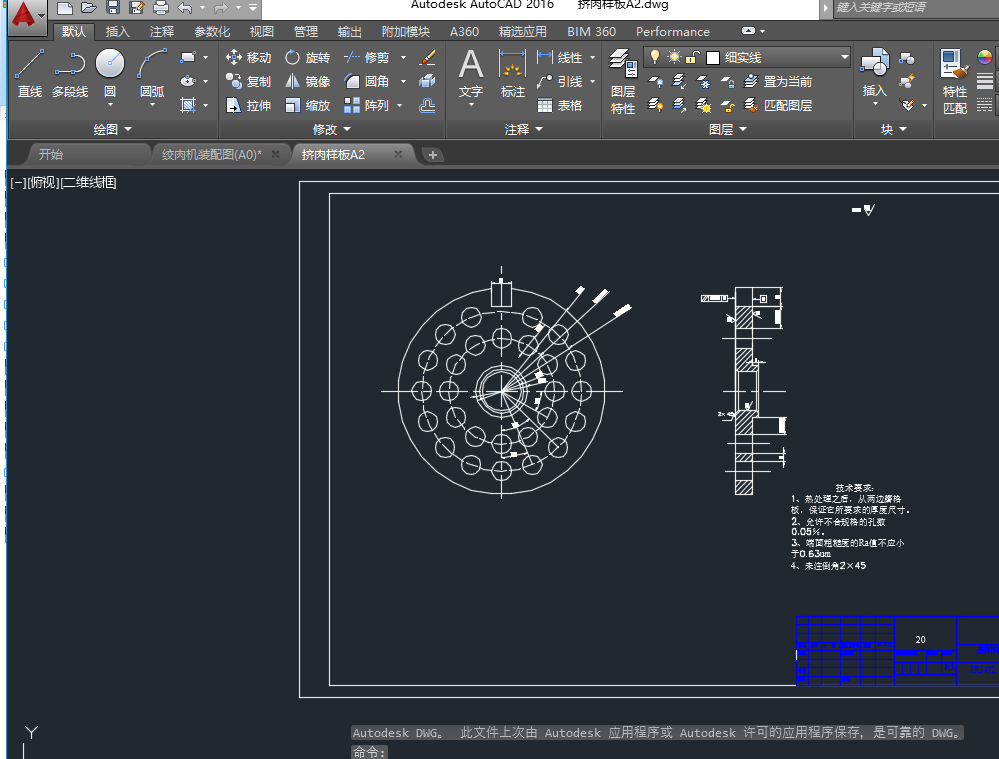
切割机构包括挤肉样板3,绞刀2,旋盖4。其作用是对挤压进人样板孔中的物料进行切割.样板孔眼规格有多种,可根据不同的工艺要求随时旋下旋盖进行更换。
2.1.3驱动机构
驱动机构包括电机10、皮带轮9、12、减速器8、机架I等
2.2电动绞肉机的工作原理
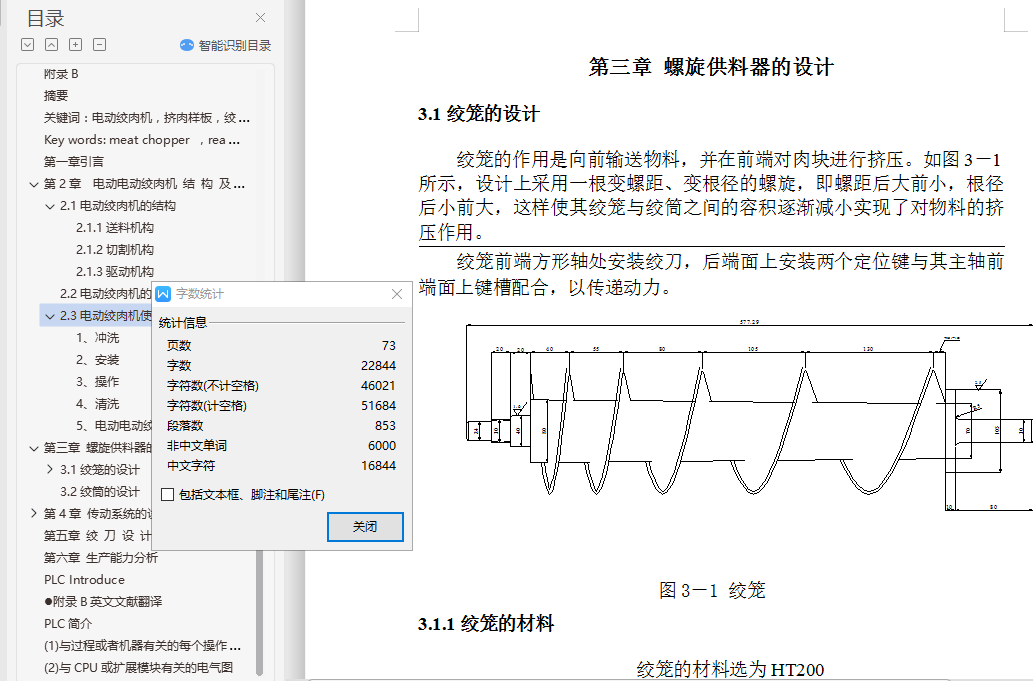
工作时,先开机后放料,由于物料本身的重力和螺旋供料器的旋转,把物连续地送往绞刀口进行切碎。因为螺旋供料器的螺距后面应比前面小,但螺旋轴的直径后面比前面大,这样对物料产生了一定的挤压力,这个力迫使已切碎的肉从格板上的孔眼中排出。
用于午餐肉罐头生产时,肥肉需要粗绞而瘦肉需要细绞,以调换格板的方式来达到粗绞与细绞之需。格板有几种不同规格的孔眼,通常粗绞用之直径为8-10毫米、细绞用直径3-5毫米的孔眼。粗绞与细绞的格板,其厚度都为10-12毫米普通钢板。由于粗绞孔径较大,排料较易,故螺旋供料器的转速可比细绞时快些,但最大不超过400转/分。一般在200-400转/分。因为格板上的孔眼总面积一定,即排料量一定,当供料螺旋转速太快时,使物料在切刀附近堵塞,造成负荷突然增加,对电动机有不良的影响。
绞刀刃口是顺着切刀转学安装的。绞刀用工具钢制造,刀口要求锋利,使用一个时期后,刀口变钝,此时应调换新刀片或重新修磨,否则将影响切割效率,甚至使有些无聊不是切碎后排出,而是由挤压、磨碎后成浆状排出,直接影响成品质量,据有些厂的研究,午餐肉罐头脂肪严重析出的质量事故,往往与此原因有关。
装配或调换绞刀后,一定要把紧固螺母旋紧,才能保证格板不动,否则因格板移动和绞刀转动之间产生相对运动,也会引起对物料磨浆的作用。绞刀必须与格板紧密贴和,不然会影响切割效率。
螺旋供料器在机壁里旋转,要防止螺旋外表与机壁相碰,若稍相碰,马上损坏机器。但它们的间隙又不能过大,过大会影响送料效率和挤压力,甚至使物料从间隙处倒流,因此这部分零部件的加工和安装的要求较高。
电动绞肉机的生产能力不能由螺旋供料器决定,而由切刀的切割能力来决定。因为切割后物料必须从孔眼中排出,螺旋供料器才能继续送料,否则,送料再多也不行,相反会产生物料堵塞现象。
目 录
中文摘要
Abstract
第一章 引言
第二章 电动绞肉机结构及工作原理
2.1电动绞肉机的结构
2.1.1送料机构
2.1.2切割机构
2.1.3驱动机构
2.2电动绞肉机的工作原理
2.3 电动绞肉机的使用方法
第三章 螺旋供料器的设计
3.1绞笼的设计
3.1.1绞笼的材料
3.1.2螺旋直径
3.1.3螺旋供料器的转速
3.1.4螺旋节距
3.2绞筒的设计
第四章 传动系统的设计
4.1电机的选择
4.2带传动的设计
4.2.1设计功率
4.2.2 选定带型
4.2.3 传动比
4.2.4 小带轮基准直径
4.2.5 大带轮基准直径
4.2.6 带速验算
4.2.7 初定轴间距
4.2.8 所需带的基准长度
4.2.9 实际轴间距
4.2.10 小带轮包角
4.2.11单根V带的基本额定功率
4.2.12 时单根V带型额定功率增量
4.2.13 V带的根数
4.2.14 单根V带的预紧力
4.2.15作用在轴上的力
4.2.16带轮的结构和尺寸
4.3齿轮传动设计
4.3.1选择材料,确定和及精度等级
4.3.2按接触强度进行初步设计
4.3.2.1确定中心距
4.3.2.2 确定模数
4.3.2.3确定齿数
4.3.2.4计算主要的几何尺寸
4.3.3校核齿面接触强度
4.3.4校核齿根的强度
4.3.5齿轮及齿轮副精度的检验项目计算
4.3.5.1确定齿厚偏差代号
4.3.5.2确定齿轮的三个公差组的检验项目及公差值
4.3.5.3确定齿轮副的检验项目与公差值
4.3.5.4 确定齿坯的精度
4.4轴的设计
4.4.1按扭转强度计算18
第五章 绞刀的设计
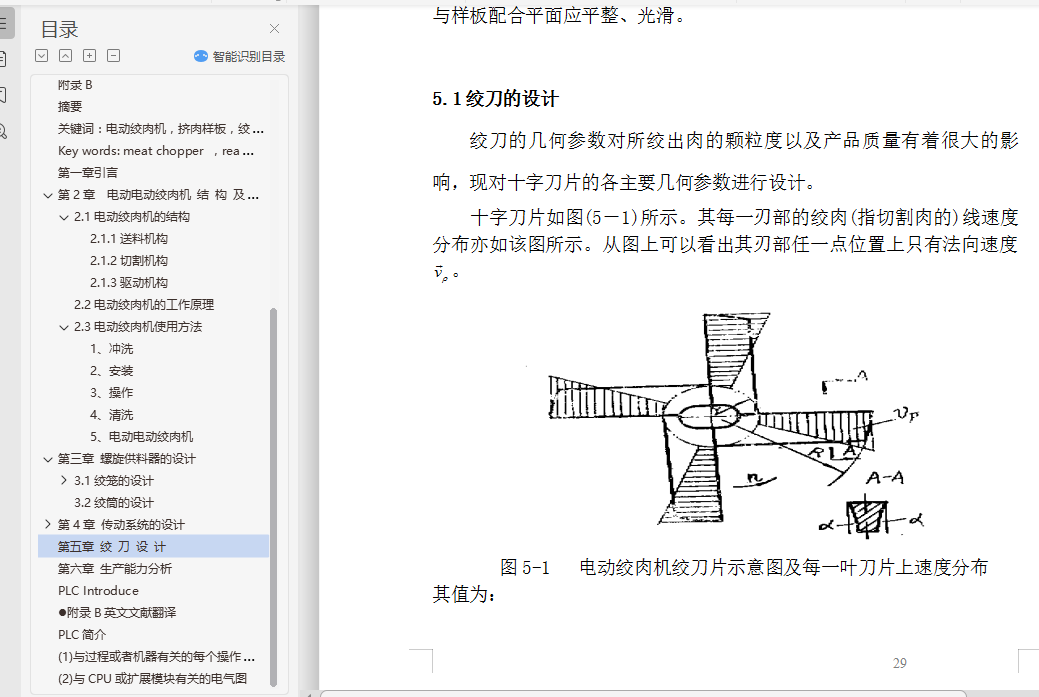
5.1绞刀的设计
5.1.1刀刃的起讫位置1
5.1.2刀刃的前角
5.1.3刀刃的后角
5.1.4刀刃的刃倾角
5.1.5刀刃上任一点位量上绞肉速度
5.1.6绞刀片的结构
第六章 生产能力分析
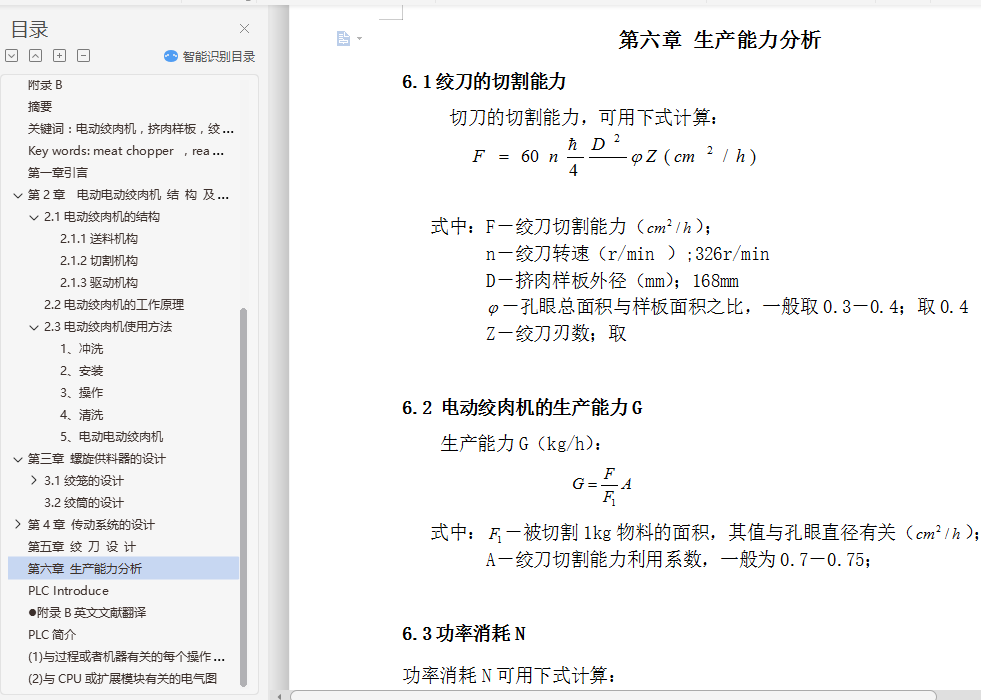
6.1绞刀的切割能力
6.2 电动绞肉机的生产能力
6.3功率消耗
设计总结
参考文献
致谢…
附录A
附录B