�ѺϽ�Ti-6Al-4V��ֱ�������������������ε�����
ժҪ��
�ѺϽ�Ti-6Al-4V�����������������γɵ���ɢ��ʽ��������Ƭ��������̽������ٳ�������ϸ�о���������Ƭ���γ����������ٶȴ�4��/�������ӵ�120��/����,�����ֱ���0.05��0.075��0.1���ס�������Ƭ���γɱ�ȫ�̹۲Ⲣ����ϸ�IJ������������Ƶ��¼��������Ƭ�ı��κͼ��д�����������Ƭ�Ĺ��̡�������Ƭ�������ν����������������ĵ����������ͼ���Ӧ����������Ƭ�ļ��д��ڲ���һ�������Ƚ������̵�ģ��ʱ�ܳ���ģ����һ������д��͵��߹β����ƽ���¶ȿ��Լ��������ժ��2008�� CIRP.
�ؼ���:��������ʱ���ѺϽ��Ӧ�䣻������ɵļ���������Ƭģ��
1���
���о���Ŀ����Ϊ�������ѺϽ��ڼӹ���������Ƭ���γɹ��̡�Ti-6Al - 4 V��Ŀǰ�ڹ�ҵ��Ӧ����㷺�ĺϽ����ڹ�ȥ�ͳ�Ϊ���������ģ�ͻ��Ŀ��⡣��ʵ���о���Ա������������ģ�Ͳ��ϣ���Ϊ�����Լ��������ٶ��γ�������Ƭ����һ����ֻ�������������Ը��ߵ������ٶ�ʱ���ܱ��۲[5]����Ti�C 6Al�C4V�Ͻ���������������ж�������Ƭ��̬, �������������ŷ����ݵķ����Ѿ���Ϊǰ��ʵ������д�15��/�������ӵ�200��/���ӵij��������Ŀ��� [1��8]���������о���Ա���ü�ͣ����������ڴ�300��/�������ӵ�4800��/���ӵļ��ߵ������ٶ���������Ƭ���γɹ���[3��7]���۲���������Ƭ�����������ٶ����Ӹ���������Ƭ���ӱ����ɢ��ǰ��ʵ������б�ȫ�̹۲��
2 ������Ƭ�γ�ģ��
2.1 ����������Ƭ���γ�
����������Ƭ����ʽ������ʽʱ��������������һ��ܱ��ļ��д�������������б�ɽǶ� ���������ٶ�
���������ٶ� ����������Ƭ���ٶ���
����������Ƭ���ٶ��� ��������Ƭ��ѹ���Ȧ˱�����Ϊ:
��������Ƭ��ѹ���Ȧ˱�����Ϊ:
 (1)
(1)
������������Ժ����������Ƭ��� ��δ������Ƭ���h�ı��ʿ���ͨ�������ĵ��߹β��ǣ���������нǦ���������ַ���Ӧ����������Ƭ����ô���ܵõ�һ��ֵ�ܸߵļ��нDz������Dz��ǵ��͵Ĺ��̡�����Ӧ�����Ҫ���д�����ʽ��:
��δ������Ƭ���h�ı��ʿ���ͨ�������ĵ��߹β��ǣ���������нǦ���������ַ���Ӧ����������Ƭ����ô���ܵõ�һ��ֵ�ܸߵļ��нDz������Dz��ǵ��͵Ĺ��̡�����Ӧ�����Ҫ���д�����ʽ��:
 (2)
(2)
2.2 ��ɢ��������Ƭ���γ�
��ɢ��������Ƭ���γɷ�Ϊ������,�ڴ˹����е���ͷ���Ĺ������ϵ����Ա������������͡���һ���ٽ�Ӧ��ˮƽ�����������Թ��Ϸ���ʱһ���ӵ��ߵļ�����쵽��������ļ��д����γ��ˡ��ɴ��γɵ�������Ƭ���ʵ����ε�������Ƭͨ����խ�ľ��ҵIJ��ϼ��д���ɡ�����������Ƭ���γ�ģ����ͼ1��
����ֲ����жεķ���ͨ����������֯������Ƭ�õ������н� ��˲ʱֵ���ܻ������仯��ѹ����,���Ǵﵽһ����ֵ���Ǵﵽ�����Եļ��нΡ�
��˲ʱֵ���ܻ������仯��ѹ����,���Ǵﵽһ����ֵ���Ǵﵽ�����Եļ��нΡ�
�ڽϸߵ������ٶ���һ����ή��,��˿��Լٶ� =
= ,�������
,������� =
=  ��ѹ���α��ֲ��䡣�ɴ˲�����ÿ���εļ����������ڼ��д���λ��ƽ�С���ʼ�ڼ��д����γɵ��ٽ���п���ͨ�����н�Pȷ������ͨ������нǹ���������ѹ���ε�ĩ�����͡��ָ�εı��μ���ʾ[10]��
��ѹ���α��ֲ��䡣�ɴ˲�����ÿ���εļ����������ڼ��д���λ��ƽ�С���ʼ�ڼ��д����γɵ��ٽ���п���ͨ�����н�Pȷ������ͨ������нǹ���������ѹ���ε�ĩ�����͡��ָ�εı��μ���ʾ[10]��
 �� ��3��
�� ��3��
��һ�������, �����仯ʱ,��ɢ�������μ���ʽ[4]:
 ��4��
��4��

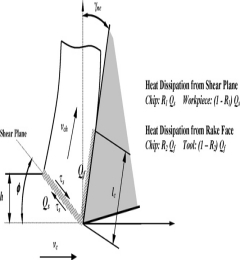
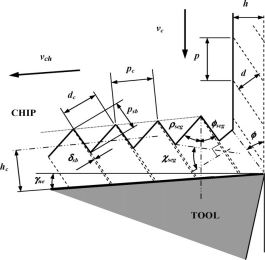
ͼ1 .������Ƭ�ļ�����״�� ͼ2�����������е���Դ��ɢ��
��ʾ(3)��(4)���� =
= ����µó���,������������ڸ�����������ѹ��Ӧ��������Եļ�Ӧ������м��д�
����µó���,������������ڸ�����������ѹ��Ӧ��������Եļ�Ӧ������м��д� �ڵļ���Ӧ������ͬ���ʵ�Ӧ��
�ڵļ���Ӧ������ͬ���ʵ�Ӧ�� ���ܺ͡���ʱ����Ӧ���Ǽ��д�ͶӰ
���ܺ͡���ʱ����Ӧ���Ǽ��д�ͶӰ �ͼ��д����
�ͼ��д���� �ı�ֵ��
�ı�ֵ��

 (5)
(5)
3 ��ģ��
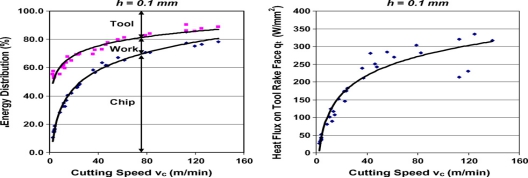
�����������������¶ȷֲ����������ڣ���������������Ƭ����һ������Ķ�ά��̬�ȴ�������,����ͼͼ2������ٶ�һ���dz������ĵ��ߣ���Ҫ����������Դ; �ǵ�λʱ�������������ͨ���������ϲ��������Ա��κ� ����λʱ�������Ħ���ȴ����Ӵ������ݵ�ǰ���档����������������ؼ���ƽ��ƽ���¶�[9]:
�ǵ�λʱ�������������ͨ���������ϲ��������Ա��κ� ����λʱ�������Ħ���ȴ����Ӵ������ݵ�ǰ���档����������������ؼ���ƽ��ƽ���¶�[9]:
 ��6��
��6��
 ��7��
��7��
 �ǹ����ij�ʼ�¶ȡ�
�ǹ����ij�ʼ�¶ȡ� �ǹ�������ת��Ϊ�ȵı���(����Ϊһ����),
�ǹ�������ת��Ϊ�ȵı���(����Ϊһ����), �Ǽ������ϵ�ƽ������Ӧ��,
�Ǽ������ϵ�ƽ������Ӧ��, ����Ҫ��������ƽ������Ӧ�䡣���������ܶ�
����Ҫ��������ƽ������Ӧ�䡣���������ܶ� ,������
,������ ������ɢ��
������ɢ�� ʹ����������[6] ������������Щ��������
ʹ����������[6] ������������Щ�������� ��
�� ֮����м��¶���ȷ�����ָ���
֮����м��¶���ȷ�����ָ��� ��ÿ����ʽ�������м��㲢��ֱ�����ǻ��һ�������Ľ��������ʽ(��)��(��)�͵ó��ˡ� �ڵ��ߺ�������Ƭ�Ӵ������ߵ�ƽ������
��ÿ����ʽ�������м��㲢��ֱ�����ǻ��һ�������Ľ��������ʽ(��)��(��)�͵ó��ˡ� �ڵ��ߺ�������Ƭ�Ӵ������ߵ�ƽ������ ����ʽ[9]:
����ʽ[9]:
 �� ��8��
�� ��8��
 �ǹ����Ŀ���,
�ǹ����Ŀ���,  ��һ�ֻ��ڵ��ߺ�������Ƭ�Ӵ���������״����״���Ӳ���
��һ�ֻ��ڵ��ߺ�������Ƭ�Ӵ���������״����״���Ӳ��� �ǵ��ߺ�������Ƭ�ĽӴ����ȡ�
�ǵ��ߺ�������Ƭ�ĽӴ����ȡ�
�������ȵ��� �����ߵ���ϵ��
�����ߵ���ϵ�� ����������ϵ��
����������ϵ�� ���¶�
���¶� �ͷָ��
�ͷָ�� ���м��㡣��ֱ��
���м��㡣��ֱ�� ȷ��ʱ��һ�������Ľ�������й�ʽ(��)��(��)���ܵ��������
ȷ��ʱ��һ�������Ľ�������й�ʽ(��)��(��)���ܵ��������
 �� ��9��
�� ��9��
4ʵ��װ��
4.1 ��������
��������������ɽ�һϵ�е�ƽ���ѺϽ�Ti - 6 Al-4V�̡��������������������������飬���ܴ�����������۵��̱������жϲ��ԡ��̱��ι̰�װ�ڳ��������ϡ�һ����ƺ��2��������60����ʵ�ĵİ����Ʊ����̵�һ���ǹ⻬�IJ�������ϸ����̼��������ĥ�ɾ��档���̼�������9��������ĥ����0.04�����ܽ�����������Լ�ʴ�̻��һ���ֲ���ֱ���ܷ�ֹѣ����� ���õ�ԭ�����Ƕ���ĵͺϽ��϶(ELI)����ĺϽ����ֺϽ�һ��Ӧ���������ѧ�������������˻���̬ʱ����ã�������̬Ϊ�Ͽ��340��ѹ��һ��a�Cb�ȱߵIJ�����10�������ȵ��۽ṹ��
4.2 �������ӹ�
�������ر�ظ�װһ��5.5 kW���ֶ�������25���ĸְ���屻�̶����������ϡ������������/������ϵͳװ����������ϵͳ������뵶�ߵ�������Ե�����µ�������άʱ�����߰ѱ�/����ѹ�ȹ��ʼƲ���������������������(ͼ3)������δˢ���ϸWC��Ƕ��(ISO�ȼ�S15)��ʹ��; TPUN 1603 08 H10F��ʽ�IJ��������װ��һ�����湤�߰ѱ��ϡ������Ƕ����ƽ����б�沢��������Ե�뾶��Լ5���ס�����ֻ�������ĵ�������, ��Ƕ����ֱ�DZ߱������иһ���µ���Ƕ����Ե����ÿһ��ʵ�顣��������Ƕ���ϵĹβ���gne��6.58��һ��ѹ���������������������������м��
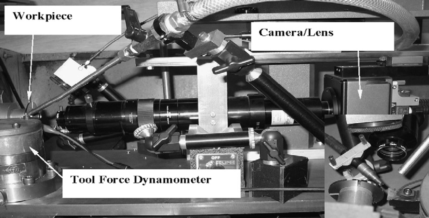
ͼ3��������д��ͷ�ĵ���/������ʵ���豸�İ���
4.3 ���������ϵͳ
һ̨���е�ɫ1024��1024 CMOS���������еĸ�����������������еIJ��ԡ������Ŀ��ͼƬ��һ���ٶ�Ϊ24000 ���һ�����512��128���صĿ���ڱ�����һ�������ֶ��Խ�ģʽ��һ����д��ͷ�ij���������Ŀ���ǵ����������������1�����ȴ���10����IJ����õ�Ƭ����,������������ϵͳ����ÿ������554.1�����ء���Ч�ӳ�(�ӳ�)Ϊ0.92���ק�0.23���ס�������ͭ��������Դ�ṩ��������24 kHz��Ƶ�������ĴӸ��������ϵͳ���С����ⱻ�͵�һ��1���Ĺ��˵��´��͵�һ��ƽ����װ�����ھ۽��������ϵĹ⡣
4.4 �DZ�
������ �ͽ�����
�ͽ����� ��������ѹ�����ʼƺ͵�ɷŴ����ǽ��в��������źű�����pc�����ݲɼ�ϵͳ����¼��48 kHz�IJ����ʹᴩʼ�ա�һ�����巢����������ͬ����������ݲɼ�ϵͳ���������������ܹ�������Ļ�ϼ�������λ�ơ��ٶȺͼ��ٶȡ�
��������ѹ�����ʼƺ͵�ɷŴ����ǽ��в��������źű�����pc�����ݲɼ�ϵͳ����¼��48 kHz�IJ����ʹᴩʼ�ա�һ�����巢����������ͬ����������ݲɼ�ϵͳ���������������ܹ�������Ļ�ϼ�������λ�ơ��ٶȺͼ��ٶȡ�
5 ʵ����
5.1. �Ӵ����͵��� - ������Ƭ���ݳ���
���������ٶȷ�Χ��һ�������㶨���ٶȶ������ͽ��������½���Ӱ������˷��������� - ������Ƭ�Ӵ����� �����ɴ���Ƶͼ��Ͳ�����һ������������Ƭ��һ���ӳ�������ȷ�����нϴ�̶�ɢ���ƽ��ֵ
�����ɴ���Ƶͼ��Ͳ�����һ������������Ƭ��һ���ӳ�������ȷ�����нϴ�̶�ɢ���ƽ��ֵ ���൱�ȶ�(ͼ4)��
���൱�ȶ�(ͼ4)��
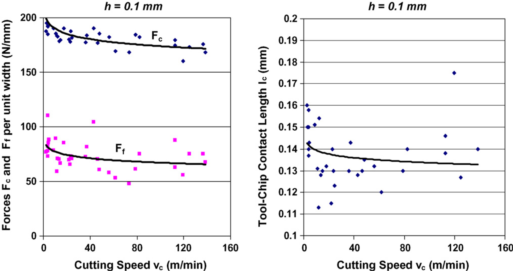
ͼ4 ���߽Ӵ������ݳ��Ⱥͽ�����h = 0.1����
5.2 ������Ƭ�ļ���ѧ�ͼ���Ӧ��
ͼ5��ʾ�� ���н�����, �������ٶȴﵽ���ӽ�408, ���ͽ���Ƭ��
���н�����, �������ٶȴﵽ���ӽ�408, ���ͽ���Ƭ�� Ƭ�μ��ٶ��ҽӽ�һ�㶨ֵ278�������ԵĻ���֮ǰ��������Ƭ�����ٽ����Ӧ��
Ƭ�μ��ٶ��ҽӽ�һ�㶨ֵ278�������ԵĻ���֮ǰ��������Ƭ�����ٽ����Ӧ�� ��������Ƭ��һϵ�������������β�����
��������Ƭ��һϵ�������������β����� ���и��ٶ���ȷ����
���и��ٶ���ȷ����

ͼ5 ������Ƭ�μ��κͼ���Ӧ��Ϊh = 0.1����
��¼�Ƶ�ͼ�������������Ƭ�ٶ� ��������Ƭѹ����
��������Ƭѹ���� �����ɼ�
�����ɼ� (1)�㡣(2)ʽ����������������Ƭ
(1)�㡣(2)ʽ����������������Ƭ ������ƽ������Ӧ�䡣(3)��(4)�ֱ����
������ƽ������Ӧ�䡣(3)��(4)�ֱ���� ���ּ���Ӧ�䡣��ͼ5���Կ���,�ڸ������������
���ּ���Ӧ�䡣��ͼ5���Կ���,�ڸ������������ ��
�� ��С��һ�������㶨��ֵ��
��С��һ�������㶨��ֵ�� ��
�� ֮��������ھ��ҵļ��й����С�
֮��������ھ��ҵļ��й����С�
5.3������н�
ͼ 6 Ϊ��������Ƭ�ٶȵ�������������ͼ���������Ƭ�IJ����������ݣ��������˱������ֵ������һ�������ı�Ƭ��̬ѧ���Ľ�����Ϊ 0.1 ���ס����еļ����ʵ��Ķ������ֳ������ķ�ɢ,������Ϻá���Ϊ�����ٶȵļ��н��������ӣ�
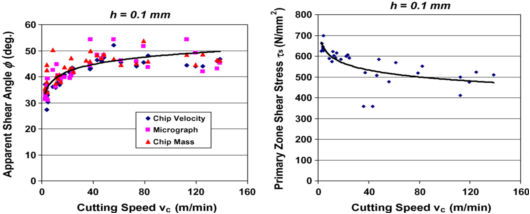
ͼ6 ������нǺ���Ҫ��ƽ������Ӧ��h = 0.1����
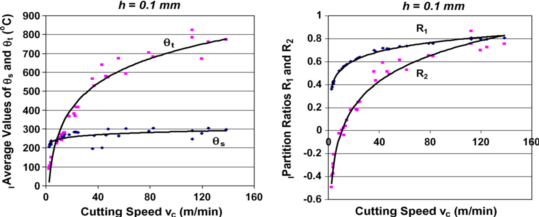 ͼ 7 ��Ԥ���ƽ�����¶Ⱥͷָ�� h �� 0.1 ����
ͼ 7 ��Ԥ���ƽ�����¶Ⱥͷָ�� h �� 0.1 ����
ͼ8 �����ֲ����߰��������ܶ�h = 0.1����
�����رƽ�508�����ֵû��һ����������������,����������ȷ���ӹ����ܵ�ƽ���������������ڶ�������Ƭ�ٶȵIJ�������ʼ�����ƽ������Ӧ���õ������Եĸ��ơ������ٶȼ�������Ϊ�㶨ֵ��
5.4 �¶Ⱥͷ���Ԥ����
ͼ7��ʾƽ������ƽ���¶� �������ٶ����ӻ������ͬʱƽ�����߰����¶�
�������ٶ����ӻ������ͬʱƽ�����߰����¶� �������ٶ�������ʽ���ͱ�ʾΪ
�������ٶ�������ʽ���ͱ�ʾΪ
 �����ǿ��Կ����ָ���
�����ǿ��Կ����ָ��� �Ǹ�ֵ,�����ٶȵ���12.5��/���ӡ�����ζ���ڸ�������¼��д����빤������������Ƭ,������� - ������Ƭ�ӿ��¶��½�������ǰ����еĹ۲��о������Ͳ��ϼӹ�������Ħ����ר�ŵ����������¼�����Դ�
�Ǹ�ֵ,�����ٶȵ���12.5��/���ӡ�����ζ���ڸ�������¼��д����빤������������Ƭ,������� - ������Ƭ�ӿ��¶��½�������ǰ����еĹ۲��о������Ͳ��ϼӹ�������Ħ����ר�ŵ����������¼�����Դ�
5.5 �����ֲ��͵��߰��������ܶ�
ͼ8��������Ҫ���ȵ���ʽ������Դ�ķֲ������ֵĹ��̡�Ϊ�ӿ������ٶ�,������������,�����빤�ߺ�����Ե�������Ƭ֮��ı������١����빤�ߵ������ܶ��ڵ��� - ������Ƭ�Ӵ����ȴ�����, �������������Ħ�������ٶ����Ӷ������¶����ߡ�
6����
���ٳ���Ϊ�������������ѺϽ��Al-4V Ti - 6�ṩ����ϸ��ʵʱ�����γɹ��̡���������Ƭ�γɹ��̵�ͼ�����֤ʵ��������Ƭ�ļ�����״���Ҽ�Ӧ���������Ƭ�йء�������һ������ģ����Ԥ�����ڼ��С�Ħ��������Ƭƽ���¶ȵ���������Լ�����Դ���������̺������ܶ��ڵ��� - ������Ƭ����ķֲ��Ǹ�չ����
�ο����ף�
��1�� Barry, J., Byrne, G., Lennon, D., 2001, Observations on Chip Formation and Acoustic Emission in Machining Ti�C6Al�C4V Alloy, International Journal of Machine Tools and Manufacture, 41:1055�C1070.
��2��Childs, T.H.C., 1978, Some Aspects of Friction Heating during Metal Cutting, Wear, 50:321�C331.
��3�� Gente, A., Hoffmeister, H.-W., 2001, Chip Formation in Machining Ti6Al4V at Extremely High Cutting Speeds, Annals of the CIRP, 50/1: 49�C52.
��1�� He, N., Lee, T.C., Lau, W.S., Chan, S.K., 2002, Assessment of Deformation of a Shear Localized Chip in High Speed Machining, Journal of Materials Processing Technology, 129:101�C104.
��2�� Komanduri, R., von Turkovich, B.F., 1981, New Observations on the Mechanism of Chip Formation when Machining Titanium Alloys, Wear, 69:179�C188.
��3�� Mills, K.C., 2002, Recommended Values of Thermophysical Properties for Selected Commercial Alloys, Woodhead Publishing, UK. ISBN 1855735695.
��4�� Molinari, A., Musquar, C., Sutter, G., 2002, Adiabatic Shear Banding in High Speed Machining of Ti�C6Al�C4V: Experiments and Modeling, International Journal of Plasticity, 18:443�C459.
��5�� Shaw, M.C., Janakiram, M., Vyas, A., 1991, The Role of Fracture in Metal Cutting Chip Formation, SME, NSF Grantees Conf. Austin (Texas), pp.359�C366.
��6�� Shaw, M.C., 2004, Metal Cutting Principles, 2nd ed. Oxford Univ. Press. ISBN 0195142063.
��7�� Turley, D.M., Doyle, E.D., 1982, Calculation of Shear Strains in Chip Formation of Titanium, Materials Science and Engineering, 55:45�C48.
