���й�ѧ��Ӧ���ķ�Բ��ĥ�Ĺ��̿���
ժҪ��Բ����ĥ��(CGM)��Խ��Խ�������������Բ���������������ζ���µ������������������̼�غ�ȫ���̲�����������Щ��Բ������һ���µĹ�ѧ������ϵͳ���ɵ�����һ����ĥ��,ʹ��������ͨ����������֤����,��ĥ���̵���ѻ��ͼ��ٽ����ͼӹ���ʱ�䡣
�ؼ���:���̲�������ѧ��ĥ��
1���
Բ����ĥ�����ܸ��ָ���,�絶��ĥ���¶�Ư�ơ��켣����ƫ��ȡ�����������½������ߴ�ƫ����ּ�����߿����������ĥ����[1]���������Ƴ���������ڲ����������Բĥ���еĸ��š����������ĥ�������е��Զ������Ͷ�λ���ߡ�����ͷ���ô���̽ͷ��������Щ�������Ʊ��㷺ʹ�ò����ȹ̽���; �ڸ߾��ȼӹ��У����ǶԸ�Ч�ʡ��ȹ����칤���DZ�Ҫ������Ԥ��,���ܼ��ĥ�������з�����Խ��Խ��Ҫ������[2]��������Ĵ���̽ͷֻ���������������(CMMs) [3];�����е�һЩҲ�����ڹ���ĸ����
������ִ���Բ����ĥ�����������ڸ߾���ĥ���ӹ���Բ������Ϊ�ˣ�Բ����ĥ����X���C��Ĺ켣�����б�����ʹ��,����ƫ��ĥ��������ͷ���ܼ�����ʱ���ƻ������ܹ��� [4]�������ڷ�Բĥ���в��ܲ���,��һ�¼����ľ�DZ�����ܳ�������ˡ�
��ʹ�÷ǽӴ�ʽ����ͷ,û�м�������Ϊ��,������Բĥ�������������[5]���ܳ�һ��ʱ�䣬��Ҫ��,�����Ļ��������谭�˹������Բ����ĥ���е�ʹ�á������Ϊʲô��ѧ����ԭ���ܹ�������ͬ�IJ��϶������ڷ�Բĥ����
2���������ѧ������
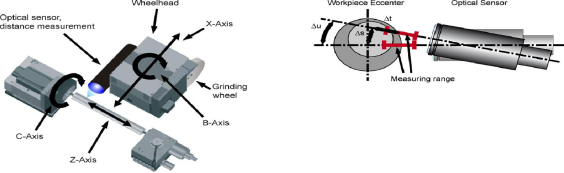
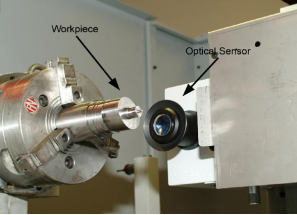
�����������������װ��ĥ�����ϵ�ͷ��(ͼ1)����Ϊ���ĥ�ֵ�ͷ��,������ʵ���Զ�����,�������������ڻ����ı�����Բ����ĥ���IJ���ԭ����ѡ�����[6]��̬����,����,�ظ���,�ֲ������ԡ����ϵ��ظ�����/������Χ�ȡ�б�ȼ���, ������˵,��Ե�ķ�Χ�ڵ�̽������̬����,����,ɨ��̽�������������¸��ֲ���,��ɫ�������봫����[7]��ѡ������ͷ���ô��������ö�ɫ���ź�Դ�����ڲ�ɫƫ���ʹ��,ÿһ������,������������֮��ľ���,�൱��һ���ض��IJ�����
�ֹ������ڲ��������IJ��������ֲ���ԭ������������ԭ������Ҫ���ŵ��������ܲ�ͬ�����Ӱ��,��Ҳ�ʺ��ڹ⻬�ı��档���ڴ���������װ��ĥ�ֵ�ͷ��,����ĥ��һ����x���ƶ����ڸ߾��Ȳ����У�������Ҫһ��Ϊ1����С�IJ�����Χ�Ϳɲ���һ����Ĺ������롣����ͷ��x��(�����߱�����)�봫�����ź�֮���ͬ���������˲�����Χ���ҿ��Բ���������x�ᡣ
3��ƺ���
��ѧ����������ȫ������Բ����ĥ�����ص�Ԫ�С����������Դ�������X �ᡢC �� ��Z�����Ϣ�ܹ�ͬʱ�ر���¼�����ӡ�Ϊ�˷�����飬
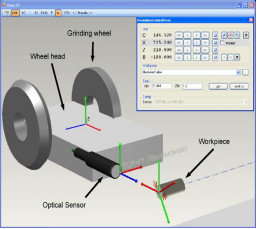
���ڵ���Ԫ��������任֮���ͨ��,������ϵͳ�������,���ϵͳ��Ϊһ��ģ��װ�ñ�������ʹ��(ͼ2)���������ģ�����������ܱ�ÿɼ����ҿ��Բ���Բ����ĥ���д������IJ�ͬ�ֲ���������һ����άCADϵͳ������,��ͬ�Ĺ����������Ա���������,����IJ�������ܱ���ʾ������
ģ����Ҳ������������У�Թ�̺ͼ��������ܡ�У��������ȷ��Բ����ĥ���д�������λ���뷽�������Ϣ��������ϵͳ��,ʹ�������ڸ߾���Ҫ�����������Դ������ľ�����Ϣ��Բ����ĥ�������λ����Ϣ�����У���̿���ͨ��ƫ������ʵ��(ͼ3)��
���ƫ������ΪУ����,����װ��Բ����ĥ���в��ұ�����ͷ������ʹ��ƫ������У���ĺô�����ĥ����ƫ���̱���������У�Ͳ���������Ϊ��������λ�úͷ������õ�������������ͨ��һ�β������Ͻ���������ȷ���������װ�����ŵĻ�������ʱ�����һ�������źš������������λ�úͷ�������,�ͻ����ƫ��������źš�����������֮��ľ��� (��t)�����������ת��֮��Ĵ�ֱ ���� (��s)�ʹ�������ƫ�ƽ�(��u)ȫ��ʾ�ڴ���������ϵͳ---ͼ3�С����Ƕ�����ͨ����Щƫ����ȷ��������ϵͳ�������¹���(ͼ4)��
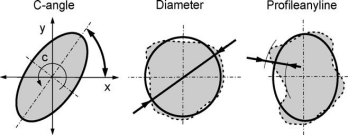
��C�Dz���
��ֱ������
����������
�ڷ�Բ�����ĸ߾���ĥ��ʱ��Բ����ĥ���й��������ȷ��(C-angle) �ܽ��͵���ʱ�䡣ֱ���������ȷ�����Ż�ĥ�����̲���ȷ��������������Ӧ��ָ������ֻ��δ���л�е�ӹ�������IJ������м�ֵ��,��Ϊ�ڻ��ӹ������Ĺ���㷺Ӧ�õĽ���ϵͳ�����㹻��ȷ�ع�����
ͼ3������ƫ���̹��ߵIJ���ϵͳУ�ԡ�
ͼ1 .ĥ��������ͷ����ѧ�������ķֲ�
ͼ4��ϵͳ�IJ�������
��ѧ���봫�����ܹ�ʵ�ֵĸ����Ǵ����IJ���ԭ��[8]��ÿһ������ԭ����������ȱ�㡣����Ʋ���ϵͳʱ��Ҫ�����ǿ�������;��������Ƿ��Ϲ�ѧ�������ӿڹ淶��OSIS)[9],����淶ʹ��������������Բ�ͬ���ҵĴ�����������ʹ�ò�ͬ�IJ���ԭ��
ͼ2������ģ����,����任�Ͳ��ԡ�ͼ5���ò��������Ͳ�������
��1��ȷ��������
|
��ȷ��������
|
ֱ����mm��
|
C-��(��)
|
���棨um��
|
|
�ظ��ԣ�ur
|
0.1
|
0.003
|
0.4
|
|
���������Զȣ� ulin_s
|
0.2
|
�C
|
0.2
|
|
�����ԣ� ulin_CGM
|
0.2
|
0.001
|
0.2
|
|
��ֱ�� ��Z up
|
0.7
|
�C
|
0.3
|
|
�¶� ��u
|
2.1
|
�C
|
1.1
|
|
У u
|
0.3
|
0.005
|
1.0
|
|
ƫ�Dsys
|
0.4
|
0.005
|
0.9
|
|
��ϱ���ȷ���ȣ� uc
|
2.3
|
0.006
|
1.6
|
|
��չ��ȷ����(k = 2) ��U
|
5
|
0.02
|
4
|
4ʵ���Ժͽ��
4.1 ������������Ʒ
������ȷ�����������ݲ������� [10]����Ϊ���ԭ��,��1999����ǰһ�����͵IJ��������岢����ϸ��Ϊ��ȷ�IJ�������Ϊ��[11]���Ƚ�3ά���������е��Ч�ʡ�ֱ��ĥ������ע���ſ�ʼ����Ƚ���ʹ��ĥ��ʱΪ�˹��Ʋ���ͷ��Ч��, һ�������������ò���(ͼ5)�ľ����������ȷ���ˡ�
4.2��������ȷ������
��Щ����IJ�����ȷ��������Ա�ȷ�������ڱ�1�е���Ҫ���ر��������ڡ��������Ҫ����ͨ�����Եķ�����ȷ��ʽȷ�����ظ��Ե�ʵ������ȷ���ظ���(u )���ò�������Ҳ����ȷ��ϵͳƫ��(D
)���ò�������Ҳ����ȷ��ϵͳƫ��(D )��Բ����ĥ����(u
)��Բ����ĥ����(u )���ԶȺʹ��������Զ�(u
)���ԶȺʹ��������Զ�(u )���������̵Ĺ淶��Բ����ĥ��Z��Ĵ�ֱ�����ֶ����ڡ���Բ����ĥ��ʹ����ʹ�õĵ��͵Ĵ�ֱ��ͨ��ʵ��ȷ��;������������ȷ����ֵ���¶������������ͺ�����ĥ���ı��Ρ�Բ����ĥ��������ȴ�ġ���Χ��������1 8 �档Ϊ�����¶ȵ�Ч����λ�ò����ھ����ϳ�һ��ʱ���ʹ�ü�������ǡ�������ݱ�����ȷ���¶�ЧӦ(u
)���������̵Ĺ淶��Բ����ĥ��Z��Ĵ�ֱ�����ֶ����ڡ���Բ����ĥ��ʹ����ʹ�õĵ��͵Ĵ�ֱ��ͨ��ʵ��ȷ��;������������ȷ����ֵ���¶������������ͺ�����ĥ���ı��Ρ�Բ����ĥ��������ȴ�ġ���Χ��������1 8 �档Ϊ�����¶ȵ�Ч����λ�ò����ھ����ϳ�һ��ʱ���ʹ�ü�������ǡ�������ݱ�����ȷ���¶�ЧӦ(u ) ������������֮����ʮ���ӱ��۲쵽У�����������ĥ���ϼӹ����ҷ������߾������������е(u
) ������������֮����ʮ���ӱ��۲쵽У�����������ĥ���ϼӹ����ҷ������߾������������е(u )���������������ʵ�顣������Ҫ����������ۼӶ��ɵ����� (1)�ͼ��㲻ȷ���ԣ�2������չ������һ��
)���������������ʵ�顣������Ҫ����������ۼӶ��ɵ����� (1)�ͼ��㲻ȷ���ԣ�2������չ������һ��
��ʽ1.2

 ��D
��D ��
��
ͼ6 ���ɹ�ѧ������������Բ��ĥ���� ͼ7 .����ϵͳ�IJ�����������������е�ı�
4.3ʵ����
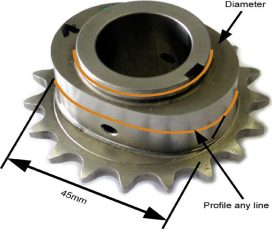
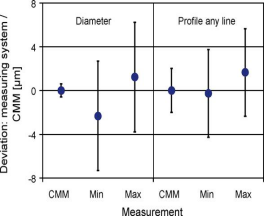
����������ϵͳ������һ���߾���ĥ��[12]�����������̵�ʵ���Ե���ĥ���䱻���� (ͼ6)�����ø��ֲ��Լ������ͷ��Ч�ʵIJ���ͷ������ϵͳ��Ч�ʣ�Բ����ĥ���ʹ�����)����Բĥ���������߾���������������IJ����������γɶԱȡ�3����47����֮��ijߴ���IJ��������Ѿ�ʵ�С�һ�����뾶22������С�뾶17��������Բ�η�Բ������Ҳ�Ѿ�ʵʩ���ߴ��ֱ����������0.5�����ڡ�����ͷ��������������IJ����ߴ� - ֱ�����D��D =2.3����D = + 1.2����֮�䡣��Բĥ������������ߴ����Щ�����������е�IJ����ߴ�IJ�ͬ������P =0.3����P = + 1.6����֮�䡣ͼ7��ʾ����ֱ����������������еļ�ֵ; ����,��Щ�����IJ�����ȷ����ͬʱ��������
������µIJ���ϵͳ�У����ֲ�ȷ������ֱ��������IJ�����Χ�ڡ����ֲ�ȷ���Բ�����������������IJ�ȷ���ȷ�Χ���ص����һ������������,��Щʵ���������ȷ���˼���ͼ���IJ�ȷ����(��1)��
5����
����������ĥ����ʹ�ù�ѧ����������ĥ����Բ�����ǿ��ܲ������õģ�������������ĥ��������ֱ�Ӳ�á�Ϊĥ����ĥ����Ъ֮ǰ���ڼ�IJ����ṩ������������ü��ĥ�����̵��·���,���ּ���������������������в����˸���ֵ������Ϊ����ļ�������[13]���������ܹ��������������ܱ��Ϲ���֮��Ĺ�������Ҳ�ܻ�����Բ�������Ĺ���ĥ�����յ��µ���Ϣ��֪ʶ����ͨ���Ż��������ʺ�ת�����Խ�������߹��ա���ʹ֪��Բ����ĥ�����������ƿ�����ߵġ�����,��Բ������ĥ����������ٶȣ����ּ��ٶ��ڹ켣��������������ƻ���ĥ��������������ܹ���ⳬ����,���ֳ���������ͨ���Ż�·�����Ʋ������͡�
�ڲ�������ֱ���в�����ȷ���ȵij̶������������覴á����λ�õ�ȷ������UC-angle = 0.028 (k = 2)�Ƿdz������ķ���������ζ����ʱ��ͼӹ�ʱ��������̡�����, ����ĥ����������ʱ����Χ�ڵIJ�����ȷ���ȿ���ʵ�֣���ʱ��ĥ�����и��ߵľ��ȣ�ֻ���ø߾����������������ʵ�֡�����Ĺ���Ҫ���ͷ�Ҳ����Ҫ�����±�ץȡ��λ����ͨ���dz���ʱ���Ҹ߾���Ҫ���ץȡͨ���Dz����ܵġ�
Ŀǰ����ͷ���ڳ��νΡ���ȷ�������ص��൱��ı���������ĥ���ϵ��¶�Ư����ɵġ�����,У���̵Ĺ��������Ŀ�����������һ����Ҫ�Ľ�ɫ��ϵͳƫ���ܵ���һ�����о���
�ô��������������ı������ȴҺ�ı��档���ϵͳƫ����1����4����֮��,������ȴ��Ĥ����Ϊ������Ҫ�����ڼ��ٻ������һ�����о����ڽ��С�
��Щ�꣬��ѧ�����������Ѿ�ȡ�þ����������������ЧӦ����ϲ�����֪��ԭ��,�������µĴ�����ϵͳ���ӿڱ�����ʹ�µĹ�ѧ���봫����������,����ķ��պ����ǿɼ���IJ����˷�ʱ��Խ��Խ��[14]��
��л
����Ҫ��лCTI, �����������ŵľ�������פ��ʿ���´ٽ����ڲ����ϵ�֧�֡�
�ο����ף�
��1��To��nshoff HK, Friemuth T, Becker JC (2002) Process Monitoring in Grinding.
Annals of the CIRP 51(2):551�C571.
��2��Inasaki I, To��nshoff HK, Howes TD (1993) Abrasive Machining in the Future.
Annals of the CIRP 42(2):723�C731.
��3��Weckenmann A, Estler T, Peggs G, McMurtry D (2004) Probing Systems in Dimensional Metrology. Annals of the CIRP 53(2):657�C684.
��4��Patzig C (2002) Maschinenintegrierte Post-process Form-Messung beim CNC-Unrundschleifen (Machine Integrated Post-process Form Measurement in CNC Noncircular Grinding), Dissertation (PhD), Technische Universita��t Graz.
��5��Schwenke H, Neuschaefer-Rube U, Pfeifer T, Kunzmann H (2002) Optical Methods for Dimensional Metrology in Production Engineering. Annals of the CIRP 51(2):679�C685.
��6�� http://www.ntb.ch/files/1/4013/Vortrag_OSIS_Control_2005_englisch_Inter- net.pdf [accessed 08.03.08].
��7��Neuschaefer-Rube U. (2005) Sensoren und Gera��teprinzipien fu��r kleine Merkmale, Koordinatenmesstechnik (Principle of Sensors and Devices for Small Features). Koordinatenmesstechnik, Braunschweig. [VDI Bericht 1914:225�C238].
��8��Keferstein CP, Ritter M, Honegger D (2006) Marktanalyse optischer 1D-, 2D-, 3D-Sensoren und optischer KMG (Market Analysis 1D�C3D Optical Sensors and Optical Coordinate Measuring Machines). Qualitat und Zuverlassigkeit 8:40�C41.
��9��Keferstein CP, Zu��st R (2004) Minimizing Technical and Financial Risk when Integrating and Applying Optical Sensors for in Process Measurement. IMS International Forum. pp. 475�C482, ISBN:88-901168-9-7.
��10��ISO/TS 14253-2 1999: GPS��Inspection by Measurement of Workpieces and Measuring Equipment. Part 2: Guide to the Estimation of Uncertainty in GPS Measurement, in Calibration of Measuring Equipment and in Product Verifi-cation.
��11��ISO 10360-2 2000: GPS��Acceptance Test and Reverification Test for Coordi-nate Measuring Machines (CMM). Part 2: CMMs Used for Measuring Linear Dimensions.
��12��Kunzmann H, Pfeiffer T, Schmitt R, Schwenke H, Weckenmann A (2005) Productive Metrology��Adding Value to Manufacture. Annals of the CIRP 54(2):691�C704.
��13��Keferstein CP, Dutschke W (2007) Fertigungsmesstechnik (Dimensional Metrol-ogy). 6th ed. Teubner, Wiesbaden.
