CNC和PLC他们对于机床是同一概念吗?
会议文件・2016年12月,95份全文
DOI: 10.1109/IECON.1991.239167 Source: IEEE Xplore
会议:工业电子,控制和仪表,2016年。诉讼程序。2016年国际会议
摘要
设计一个计算机数字控制器(CNC),传统做法是将装置分为三个实体:一个可编程控制器(PLC),一个可以称之为CNC控制器(CNCD)的黑盒子,一个包含CNC轴向控制器和可以简单描述为轴向实体的合成体。我们将指出这一机构的缺点,展示一种新机构并介绍他的优势所在。最后,在对比传统PLC和新机构之后,我们认为CNC就是一种改进的PLC。
PLC装置
传统的可编程控制器(PLC)是基于两个主要模块:控制台和执行器。控制台向操作者提供了一个交互式设计的人机界面,由于这个原因,他不能实现实时约束。执行器控制基本任务的时序以使PLC工作和确保相关的时间约束。执行器启动并管理不同的循环周期。控制台的目标是人机界面而执行器的目标是时序安排。可以这样说,在大多数情况下,PLC的主要目标是在没有控制台的情况下单机运行。
CNC使用的分类
CNC对所有机床的应用本质上分为三个不同的种类:本地使用,直接数字化控制(DNC)和远程使用。
在本地使用中,操作者在机床附近。他直接输入命令,通过按下按钮来控制机床和加工过程。他也可以创建和修改刀具描述符和零件加工程序,这些是以CNC的标准代码或类似代码写入的。
在这一背景下,对零件的设计和辅助制造也是可能的,尽管此类活动显得与机床周围糟糕的环境质量(比如噪音,高温,灰尘)格格不入。
DNC(直接数字化控制)使用 添加了从主机下载(向主机上传)零件加工程序的功能,主机汇集了零件加工程序,可以被看作是一个文件服务器。这些操作仍然完全在位于机床附近的人工操作员的控制下。在某些情况下,在远距离的操作者之间可能会使用邮件服务器。这一类CNC使用方式,除了能向服务器传输零件加工程序和刀具描述符之外,与前一种使用并没有本质上的不同。
第三种使用方式与柔性化加工有关而且可以自我说明。它向CNC提供完全的远程控制。CNC必须可以控制和调节刀具和零件,可以发送收集到的足够的内部信息来报告CNC运作状态,CNC也要可以接受控制指令并最终实现与外部程序的同步。所有这些新功能带来了一些重要的需要定义的问题,比如 “任务概念”[备注88],但由于这些并非本论文的主要目的,此处不再赘述。从第三类使用中,得到的一个重要事实是:在柔性化制造中,由于人工操作者只在有维护任务时才直接面对CNC,所以对CNC来说人机交互界面变得无用了。事实上,在一个柔性化的制造环境中,操作CNC的必需部分只是执行器。
现在我们可以说我们的主要目标就是找到一种可以满足以上三种使用方式的体系。
CNC设计修改:双体结构
之前的设计思路将整个CNC划分成两个主要的部分:控制台和执行器。控制台的目的是作为一个精细的人机交互界面或改进的终端。执行器的目的是控制加工过程。严格意义上说,在柔性制造环境中,控制台不是必须的,事实上所有CNC控制和决策的的智能是集中在控制器上的,因此创建了一种只带有开/闭开关和急停按钮的黑盒子。控制台和执行器应具备哪些具体功能,怎样选择必须有一些表述清楚的标准。
控制台的基本要求包括下列的功能:
l 显示加工参数
l 以CNC标准代码生成、显示和编辑零件加工程序
l 生成、显示和编辑刀具描述符
l 对零件编程提供图形帮助工具
l 以永久形式存储(硬盘)零件加工程序和刀具描述符
l 在CNC设置阶段能辅助自动调节并显示状态
l 调整轴向控制器的参数
l 设置执行器的设置参数
l 向执行器载入工作指令
l 为日后分析显示和存储统计信息
l 运行预设的测试程序以便执行器为今后追逐已报告过的问题提供诊断计划
l 可以打印出所有显示或存储的信息
建造一个控制台的最常用方式是选择一个微电脑,微电脑的操作系统和绘图工具箱搭载适当软件后能够满足先前提到的要求。作为一个独立的单元,控制台可以很容易的独立于执行器进行升级,以跟上加工方式的新发现(比如新的人机界面理念)和新的技术革新(比如新的具有更好性能的硬件)。此外,让控制台独立是通用化控制台设计的第一步。
这种状况下的分析和对错误的诊断没有进行错误分析的基础上,我们可以对CNC和PLC来说,控制台扮演着相同的角色。
在柔性化制造环境中,没有操作员,机床独立工作,执行器包含所有适用于柔性化制造环境所需要的功能。更准确地说,执行器的功能有以下三个基本要求:
执行要求:
l 将以CNC标准代码写成的零件加工程序翻译为机床可以理解和处理的中介代码
l 根据加工程序所选的机床修正加工轨迹
l 管理不同加工步骤地序列
l 控制辅助部件(如润滑液,换刀装置)
l 生成加工轨迹
l 控制轴向进给
l 与现场总线(如果存在)通信
管理要求:
l 在加工过程中,以合适的方式存储当前和下一步任务,以更新机床描述符(比如更新加工时间信息数据)
l 以半永久方式存储设置参数
l 更新和管理包含标记为报告事件信息的日志
l 在适当时间进行自动诊断
独立工作所需的附加要求
l 与管理计算机通信
l 探测刀具损坏
l 测量刀具磨损
l 确认刀具
l 管理和识别托盘
l 确认和测量加工零件
这些要求显示执行器几乎受制于硬件的实时约束(与控制台相反)。由于执行器内在的复杂性,CNC设计的诀窍就在于执行器。处理这一部分必须小心,尤其在设计它的结构时。
分析到这一步,有人会说网络作为第三方,显然就是DNC或远程控制使用。事实上,考虑到类似加工自动化协议(MAP)这样的网络,潜在的复杂性和称作加工信息规范(MMS)的应用层所提供的服务似乎会带领我们阐述这个命题。但即便如此,这个想法不在本论文范围之列。
执行器设计 :(传统)方式
设计一个计算机数字控制器(CNC)的传统方式是装置分为三个实体:一个可编程控制器(PLC),一个可以称之为CNC控制器(CNCD),一个包含CNC轴向控制器。PLC的主要功能是管理不同的机床附件(轴,润滑液……)CNCD的主要任务是翻译CNC国际标准代码,向轴向控制器输出移动量,以及处理操作者的动作并执行。PLC和CNCD每个都包含CNC的一部分,单独任何一个都不能进行CNC的控制。他们共同控制整个CNC。为了获得一个控制命令,触发器(可以是PLC或者CNCD)必须知道整个CNC系统的状态。因此,PLC和CNCD共享状态数据。这些数据处于一个公共的双通道存储器中,或者,在处于最差的情况下,这些数据一直不断在PLC和CNCD间交换。因而,这信息交换所需要的高速数据传输率会造成严重阻塞。因为传输的物理介质(通常是专用总线)必须有十分先进的性能,通常只有十分尖端的技术才能达到。1984年,瑞士联邦理工学院开始研发CNC系统原型时,这一现象不十分明显。在1987年7月,他们设计并实现了第一台基于“传统”CNC体系的原型。在那时,进一步的分析发现,这个系统原型有着严重的信息传输问题。因此,他们决定重新设计这个体系,并且研制第二个原型,验证些新出现的想法。在深入研究信息传输问题之后,他们着手开始工作。
执行者:PLC核心
一个主要基于[Gregotre87]和[Gregotre89]理论的研究表明,执行中心可以设计成一个大型的有限状态机,时序安排呼叫服务(图1)。相比于传统的体系相比,单实体控制执行,执行状态整体集中于这个单实体中。这个方法解决了先前所提到的共有数据问题。
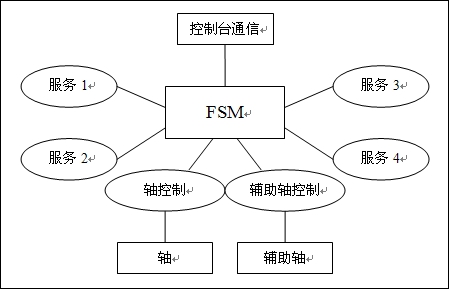
图1
FSM的作用在于,保证了不同服务器之间的同步问题。FSM控制执行并且建立了强劲的结构;它可以在任何时候做出准确的决定,使适当的服务器工作。从执行的角度看整个FSM可以被认为是一种PLC的核心。
服务器是一种相当独立的程序实体,有着自己的数据结构,也可以与其他服务器共享,并且拥有代表服务器状态的数据信息。从原理上讲,每台服务器,应该由自己的处理器执行指令。然而,一些实际理念上,遵循的是编组原则,即将一些服务器编为一组,然后分配给每一组一个单独的处理器。实际上,服务器概念所包含的内容比它本身更广泛,它包括所有CNC执行所能找到的所有任务。例如:
将部分用ISO编码写的程序翻译成中间码;
出于工具尺寸和磨损问题的考虑,更正轨迹;
进给和控制轴板块;
设备数据设置管理(恢复与存储)。
其中一些服务器运行十分繁重的计算程序,给执行这些程序的执行器造成很大的负载系数。这主要是由于这些服务器用数字运算(如刀具修正器)或者分列运算法(如ISO编译器)。由于性能原因,一个特定程序执行可以将任务分配到高速的特殊控制板和复杂的硬件。假定这些控制板存在于PLC扩展板范围中,只需要一个软件去调试。所以,现在的PLC硬件经过少许的调整,就可以重新使用。
“服务器”的准确定义是研究中新的焦点领域。可以假设,为了更精确,每一个服务器的规范必须是正式的。由于服务器可以视为CNC 可再使用部件的种类,有一些要求必须注意,而FSM,集合了这些。这也可能引导正式的技术描述。
实践执行
为了证实我们的理论,我们计划在第二个CNC原型中执行新提出体系。所选用的程序语言为ADA,因为它程序稳定,并且简便。全面的项目设计按照OO论执行,在所有的设计方法中,这是最适合ADA所有的功能。
软件的功能实体分部在遵循以下表中要求的硬件中
控制台
IBM的PC VME板,可能在将来被UNIX工作站代替,它可以执行所有控制台的功能。
执行
MOTOROLA MVME 133 XT cpu板,(MC68020, 25MHz)用于控制台的通讯和耗时服务(ISO编译器,修正工具和MSD管理)
MOTOROLA MVME 133 XT cpu板(MC68020, 25MHz)用于FSM执行,辅助设备与现场总线的通讯)
一些MOTOROLA MVME 133 XT cpu板,(MC68020, 25MHz)用于轴的分类机。每一个板块执行一个以上分类机(确切的数量视结构而定)。这些板块支持轴的服务器。
一些TMS320C25板块,用于轴控制器。这些板块,在日后升级之后被取消,由特殊的数字伺服控制器代替。
一个管理所有加工刀具传感器和制动器的现场总线板块,与轴有关的除外。这些最新的约束(暂时的)是由于现场总线存在与轴控制要求时间的延迟。(详情可参考《baguette et al 91》)
所有的硬件集中在VME架上。所有的板块通过同一个总线连接。因此所有执行板块的信息交流通过共享内存。服务器的响应,使用一种特定的远程程序响应,这是专门为实现实时控制研发的。这个运行在主执行板块(FSM)的软件和一种PLC中心软件十分相似。所以,这个板块可以方便的用PLC来替换。
上述关于轴的分布式差补的要求不会产生与我们第一个原型一样的问题,因为,我们已经采用了分散分类机,它执行着如《Debourse87》所描述的概念。只需要升级和调整,如《Decotignie91》所描述的。
在写这篇论文的时候,第二台原型机已经处于测试阶段,但已经达到完全的功能。
结论
新介绍的CNC体系结构与传统的PLC体系结构相比,有很多的相似之处。这证明了CNC也是一种PLC,或者,更确切点说,是一种进化了的PLC,因为它有着许多更高级的功能。实际上,这个新的体系结构可以和一个PLC中心一起执行命令,一个带有可视为协处理器的CPU板,隶属于PLC中心,执行服务软件,和PLC标准轴板块执行分散分类机软件。
