11" src="/UploadFiles/20190911084745332063.jpg">1)�� represents the deviation of the angular velocity of the gear from the average value, and ��rms represents the desired rms value. The definition of function of transmission errors yields that  2 = m21
2 = m21 1 + ��
1 + �� 2(
2( 1), where m21 is the gear ratio. By differentiation with respect to time, we obtain the angular velocity of the gear as
1), where m21 is the gear ratio. By differentiation with respect to time, we obtain the angular velocity of the gear as
wherein  is assumed as constant. The second term on the right side of Eq. (8) represents the sought-for fluctuation of velocity
is assumed as constant. The second term on the right side of Eq. (8) represents the sought-for fluctuation of velocity
The definition above assumes that the function of transmission errors (FTE) is a continuous and differentiable one. In the case of computation of a loaded gear drive simulated by FEM (finite element method), this function is defined by a finite number of given points (( 1)i, (��
1)i, (�� 2)i) (i = 1, �� , n). The given data of points have to be interpolated by continuous functions for application of Eq. (7).)
2)i) (i = 1, �� , n). The given data of points have to be interpolated by continuous functions for application of Eq. (7).)
6.2. Interpolation by a piecewise linear function
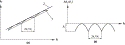
In this case (Fig. 7), two successive data points are connected by a straight line. The derivative (velocity) between point i and i − 1 is constant and is determined as follows:

 (5K)
(5K)
Fig. 7. Interpolation of function of transmission errors by application of a piecewise linear function.

Data points have been chosen as follows: (i) an increment ( 1)i − (
1)i − ( 1)i−1 is considered as constant for each interval i, and (ii) as the same for the two functions (FTE) represented in Examples 2 and 3 (in Section 5). Based on this assumption, the ratio of two magnitudes of power by application of the mentioned functions is represented as
1)i−1 is considered as constant for each interval i, and (ii) as the same for the two functions (FTE) represented in Examples 2 and 3 (in Section 5). Based on this assumption, the ratio of two magnitudes of power by application of the mentioned functions is represented as
7. Conclusion
The previously presented discussions, computations, and numerical examples enable to draw the following conclusions:
(1) Errors of alignment of a gear drive (if modification of surfaces is not provided enough) may cause a mixed meshing: (i) surface-to-surface and (ii) edge contact (as surface-to-curve). Edge contact may be usually avoided by application of a predesigned parabolic function (PPF).
(2) The investigation of influence of a parabolic function of transmission errors shows that application of PPF enables to reduce the noise and vibration of the gear drive. Application of PPF requires modification of generation of at least of one member of the gear drive, usually of the pinion (or the worm, in case of a worm gear drive).
(3) Determination of transmission errors of a loaded gear drive requires application of a general purpose finite element computer program. A loaded gear drive is accompanied with elastic deformation of teeth, the increase of the contact ratio, and as a result, the decrease of transmission errors of the drive caused by misalignment. The time for preparation of the models is substantially reduced due to application of the authors�� approach of automatic generation of finite element models [1] for determination of transmission errors of a loaded gear drive.

Acknowledgements
The authors express their deep gratitude to the Gleason Foundation, and the Yamaha Motor Co., Japan, for the financial support of the projects.

References
[1] J. Argyris, A. Fuentes and F.L. Litvin, Computerized integrated approach for design and stress analysis of spiral bevel gears, Comput. Methods Appl. Mech. Engrg. 191 (2002), pp. 1057�C1095. SummaryPlus | Full Text + Links | PDF (1983 K)
[2] Gleason Works, Understanding Tooth Contact Analysis, Rochester, New York, 1970.
[3] Hibbit, Karlsson & Sirensen, Inc., ABAQUS/Standard User��s Manual, 1800 Main Street, Pawtucket, RI 20860-4847, 1998.
[4] Klingelnberg und Söhne, Ettlingen, Kimos: Zahnkontakt-Analyse f��r Kegelräder, 1996.
[5] F.L. Litvin et al., Helical and spur gear drive with double crowned pinion tooth surfaces and conjugated gear tooth surfaces, USA Patent 6,205,879, 2001.
[6] F.L. Litvin, A. Fuentes and K. Hayasaka, Design, manufacture, stress analysis, and experimental tests of low-noise high endurance spiral bevel gears, Mech. Mach. Theory 41 (2006), pp. 83�C118. SummaryPlus | Full Text + Links | PDF (1234 K)
[7] F.L. Litvin and A. Fuentes, Gear Geometry and Applied Theory (second ed.), Cambridge University Press, New York (2004).
[8] J.J. Mor��, B.S. Garbow, K.E. Hillstrom, User Guide for MINPACK-1, Argonne National Laboratory Report ANL-80-74, Argonne, Illinois, 1980.
[9] A.D. Pierce, Acoustics. An Introduction to Its Physical Principles and Applications, Acoustical Society of America (1994).
[10] J.D. Smith, Gears and Their Vibration, Marcel Dekker, New York (1983).
[11] H.J. Stadtfeld, Gleason Bevel Gear Technology��Manufacturing, Inspection and Optimization, Collected Publications, The Gleason Works, Rochester, New York (1995).
[12] O.C. Zienkiewicz and
, Faydor L. Litvina, Daniele Vecchiatoa, Kenji Yukishimaa, Alfonso Fuentesb,  ,
,  , Ignacio Gonzalez-Perezb and Kenichi Hayasakac
, Ignacio Gonzalez-Perezb and Kenichi Hayasakac
aGear Research Center, Department of Mechanical and Industrial Engineering, University of Illinois at Chicago, 842 W. Taylor St., Chicago, IL 60607-7022, USA
bDepartment of Mechanical Engineering, Polytechnic University of Cartagena, C/Doctor Fleming, s/n, 30202, Cartagena, Murcia, Spain
cGear R&D Group, Research and Development Center, Yamaha Motor Co., Ltd., 2500 Shingai, Iwata, Shizuoka 438-8501, Japan
Received 22 February 2005; revised 6 May 2005; accepted 17 May 2005. Available online 25 January 2006.
Reduction of noiseof loaded and unloaded misaligned gear drives
Abstract
Transmission errors are considered as the main source of vibration and noise of gear drives. The impact of two main functions of transmission errors on noise is investigated: (i)
The impact of two main functions of transmission errors on noise is investigated: (i)  a
a linear one, caused by errors of alignment, and (ii)
linear one, caused by errors of alignment, and (ii)  a
a predesigned parabolic function of transmission errors, applied for reduction of noise. It is shown that
predesigned parabolic function of transmission errors, applied for reduction of noise. It is shown that  a
a linear function of transmission errors is accompanied with edge contact, and then inside the cycle of meshing, the meshing becomes
linear function of transmission errors is accompanied with edge contact, and then inside the cycle of meshing, the meshing becomes  a
a mixed one: (i) as surface-to-surface tangency, and (ii) surface-to-curve meshing when edge contact starts. Application of
mixed one: (i) as surface-to-surface tangency, and (ii) surface-to-curve meshing when edge contact starts. Application of  a
a predesigned parabolic function of transmission errors enables to absorb the linear functions of transmission errors caused by errors of alignment, reduce noise, and avoid edge contact. The influence of the load on the function of transmission errors is investigated. Elastic deformations of teeth enable to reduce the maximal transmission errors in loaded
predesigned parabolic function of transmission errors enables to absorb the linear functions of transmission errors caused by errors of alignment, reduce noise, and avoid edge contact. The influence of the load on the function of transmission errors is investigated. Elastic deformations of teeth enable to reduce the maximal transmission errors in loaded  gear drives.
gear drives. Computerized simulation of meshing and contact is developed for loaded and unloaded
Computerized simulation of meshing and contact is developed for loaded and unloaded  gear drives.
gear drives. Numerical examples for illustration of the developed theory are provided.
Numerical examples for illustration of the developed theory are provided.
Keywords:  Gear drives
Gear drives ; Transmission errors; Tooth contact analysis (TCA); Finite element analysis; Reduction of noise
; Transmission errors; Tooth contact analysis (TCA); Finite element analysis; Reduction of noise

Article Outline
1. Introduction
2. Modification of tooth surfaces
2.1. Helical gear drives
2.2. Spiral bevel gears
2.3. Worm gear drives with cylindrical worm
3. Types of meshing and basic functions of transmission errors
4. Transmission errors of a loaded gear drive
4.1. Preliminary considerations
4.2. Application of finite element analysis for determination of function of transmission errors of a loaded gear drive
5. Numerical examples
6. Comparison of the power of noise for two functions of transmission errors
6.1. Conceptual consideration of applied approach
6.2. Interpolation by a piecewise linear function
7. Conclusion
Acknowledgements
References
1. Introduction
Simulation of meshing of gear drives performed by application of tooth contact analysis (TCA) and test of gear drives have confirmed that transmission errors are the main source of vibrations of the gear box and such vibrations cause the noise of gear drive [1], [2], [4], [5], [6], [7], [10] and [11]. The shape of functions of transmission errors depends on the type of errors of alignment and on the way of modification of gear tooth surfaces performed for improvement of the drive (see Section 2).
The reduction of noise proposed by the authors is achieved as follows:
(1) The bearing contact of tooth surfaces is localized.
(2) A parabolic function of transmission errors is provided. This allows to absorb linear functions of transmission errors caused by misalignment [7].
(3) One of the pair of mating surfaces is modified by double-crowning (see Section 2). This allows usually to avoid edge contact (see Section 5).
The authors have compared the results of application of TCA for loaded and unloaded gear drives. It is shown that transmission errors of a loaded gear drive are reduced. The developed approach is illustrated with numerical examples (see Section 5).
2. Modification of tooth surfaces
Reduction of noise of a gear drive requires modification of one of the pair of contacting surfaces. The surface modification is illustrated for three types of gear drives: helical gears, spiral bevel gears, and worm gear drives.
2.1. Helical gear drives
Profile crowning of helical gears may be illustrated considering that the mating surfaces are generated by two rack-cutters with mismatched profiles [5] and [7].
Profile crowning allows to localize the bearing contact. Double-crowning in comparison with profile crowning allows to: (i) avoid edge contact (caused by errors of crossing angle and different helix angles of mating gears), and (ii) provide a parabolic function of transmission errors. Double-crowning is performed by plunging of the disk that generates the pinion (see details in Chapter 15 of Ref. [7]).
2.2. Spiral bevel gears
Localization of contact of generated spiral bevel gears is provided by application of two mismatched head-cutters ��p and ��g used for generation of the pinion and the gear, respectively [7]. Two head-cutters ��p and ��g have a common line C of generating tooth surfaces (in the case when profile crowning is provided). In the case of double-crowning, the mismatched generating surfaces ��p and ��g of the head-cutters have only a common single point of tangency, but not a line of tangency. Double-crowning of a generated gear may be achieved by tilting of one of the pair of generating head-cutters, or by proper installment of one of the head-cutters. It is very popular for the modern technology that during the generation of one of the mating gears, usually of the pinion, modified roll is provided [7].
2.3. Worm gear drives with cylindrical worm
Very often the technology of manufacturing of a worm-gear is based on the following approach. The generation of the worm-gear is performed by a hob that is identical to the worm of the gear drive. The applied machine-tool settings simulate the meshing of the worm and worm-gear of the drive. However, manufacture with observation of these conditions causes an unfavorable bearing contact, and high level of transmission errors. Minimization of such disadvantages may be achieved by various ways:
(i) by long-time lapping of the produced gear drive in the box of the drive;
(ii) by running of the gear drive under gradually increased load, up to the maximal load;
(iii) by shaving of the worm-gear in the box of the drive by using a shaver with minimized deviations of the worm-member, etc.
The authors�� approach is based on localization of bearing contact by application of: (a) an oversized hob, and (b) modification of geometry (see below).
There are various types of geometry of worm gear drives [7], but the preferable one is the drive with Klingelnberg��s type of worm. Such a worm is generated by a disk with profiles of a circular cone [7]. The relative motion of the worm with respect to the generating disk is a screw one (in the process of generation).
Very often localization of bearing contact in a worm gear drive is achieved by application of a hob that is oversized in comparison with the worm of the drive.
3. Types of meshing and basic functions of transmission errors
It is assumed that the tooth surfaces are at any instant in point tangency due to the localization of contact. Henceforth, we will consider two types of meshing: (i) surface-to-surface, and (ii) surface-to-curve. Surface-to-surface tangency is provided by the observation of equality of position vectors and surface unit normals [7]. Surface-to-curve meshing is the result of existence of edge contact [7].
The algorithm of TCA for surface-to-surface tangency is based on the following vector equations [7]:
that represent in fixed coordinate system Sf position vectors  and surface unit normals
and surface unit normals  . Here, (ui, ��i) are the surface parameters and (
. Here, (ui, ��i) are the surface parameters and ( 1,
1,  2) determine the angular positions of surfaces.
2) determine the angular positions of surfaces.
The algorithm for surface-to-curve tangency is represented in Sf by equations [7]
Here,  represents the surface that is in mesh with curve
represents the surface that is in mesh with curve  is the tangent to the curve of the edge.
is the tangent to the curve of the edge.
Application of TCA allows to discover both types of meshing, surface-to-surface and surface-to-curve. Computerized simulation of meshing is an iterative process based on numerical solution of nonlinear equations [8].
By applying double-crowning to one of the mating surfaces, it becomes possible to: (i) avoid edge contact, and (ii) obtain a predesigned parabolic function [7] (Fig. 1). Application of a predesigned parabolic function is the precondition of reduction of noise.

 (17K)
(17K)
Fig. 1. Illustration of: (a) transmission functions 1 of a misaligned gear drive and linear function 2 of an ideal gear drive without misalignment; (b) periodic functions �� 2(
2( 1) of transmission errors formed by parabolas.
1) of transmission errors formed by parabolas.

Application of double-crowning allows to assign ahead that function of transmission errors is a parabolic one, and allows to assign as well the maximal value of transmission errors as of 6�C8��. The expected magnitude of the predesign parabolic function of transmission errors and the magnitude of the parabolic plunge of the generating tool have to be correlated. Fig. 2 shows the case wherein due to a large magnitude of error of misalignment, the function of transmission errors is formed by two branches:  of surface-to-surface contact and
of surface-to-surface contact and  of surface-to-curve contact.
of surface-to-curve contact.

 (31K)
(31K)
Fig. 2. Results of TCA of a case of double-crowned helical gear drive with a large error ���� = 10��: (a) function of transmission errors wherein  corresponds to surface-to-surface tangency and correspond to surface-to-curve tangency; (b) path of contact on pinion tooth surface; (c) path of contact on gear tooth surface.
corresponds to surface-to-surface tangency and correspond to surface-to-curve tangency; (b) path of contact on pinion tooth surface; (c) path of contact on gear tooth surface.
4. Transmission errors of a loaded gear drive
The contents of this section cover the procedure of determination of transmission errors of a loaded gear drive by application of a general purpose FEM computer program [3]. Transmission errors of an unloaded gear drive are directly determined by application of TCA. Comparison of transmission errors for unloaded and loaded gear drives is represented in Section 5.
4.1. Preliminary considerations
(i) Due to the effect of loading of the gear drive, the maximal transmission errors are reduced and the contact ratio is increased
(ii) The authors�� approach allows to reduce the time of preparation of the model by the automatic generation of the finite element model [1] for each configuration of the set of applied configurations.
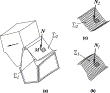
(iii) Fig. 3 illustrates a configuration that is investigated under the load. TCA allows to determine point M of tangency of tooth surfaces ��1 and ��2, before the load will be applied (Fig. 3(a)), where N2 and N1 are the surface normals (Fig. 3(b) and (c)). The elastic deformations of tooth surfaces of the pinion and the gear are obtained as the result of applying the torque to the gear. The illustrations of Fig. 3(b) and (c) are based on discrete presentations of the contacting surfaces.

 (25K)
(25K)
Fig. 3. Illustration of: (a) a single configuration; (b) and (c) discrete presentations of contacting surfaces and surface normals N1 and N2.

(iv) Fig. 4 shows schematically the set of configurations in 2D space. The location of each configuration (before the elastic deformation will be applied) is determined by TCA.

 (25K)
(25K)
Fig. 4. Illustration of set of models for simulation of meshing of a loaded gear drive.

4.2. Application of finite element analysis for determination of function of transmission errors of a loaded gear drive
The described procedure is applicable for any type of a gear drive. The following is the description of the required steps:
(i) The machine-tool settings applied for generation are known ahead, and then the pinion and gear tooth surfaces (including the fillet) may be determined analytically.
(ii) Related angular positions  are determined by (a) applying of TCA for Nf configurations (Nf = 8�C16), and (b) observing the relation
are determined by (a) applying of TCA for Nf configurations (Nf = 8�C16), and (b) observing the relation
(iii) A preprocessor is applied for generation of Nf models with the conditions: (a) the pinion is fully constrained to position  , and (b) the gear has a rigid surface that can rotate about the gear��s axis (Fig. 5). Prescribed torque is applied to this surface.
, and (b) the gear has a rigid surface that can rotate about the gear��s axis (Fig. 5). Prescribed torque is applied to this surface.

 (7K)
(7K)
(vi) The total function of transmission errors for a loaded gear drive  is obtained considering: (i) the error
is obtained considering: (i) the error  caused due to the mismatched of generating surfaces, and (ii) the elastic approach
caused due to the mismatched of generating surfaces, and (ii) the elastic approach  .
.
5. Numerical examples
A helical gear drive with design parameters given in Table 1 is designed. The following conditions of meshing and contact of the drive are considered:
(1) The gear and pinion rack-cutters are provided with a straight-line and parabolic profiles as cross-section profiles, respectively, for generation of the gear and the pinion. Mismatched rack-cutter profiles yield the so-called profile crowning.
(2) The misalignment of gear drive is caused by an error of the shaft angle, ���� �� 0.
(3) A predesigned parabolic function for absorption of transmission errors caused by ���� �� 0 is provided. ��Such a function for a double-crowned pinion tooth surface is obtained by plunging of the generating disk, or by modified roll of the grinding worm.��
(4) TCA (tooth contact analysis) for unloaded and loaded gear drives are applied for determination of transmission errors caused by ����. This enables to investigate the influence of the load on the magnitude and shape of the function of transmission errors.
(5) Application of a computer program for finite element analysis [3] enables to determine the stresses of a loaded gear drive.
(6) Formation of bearing contact is investigated.
 Table 1.
Table 1.
Design parameters
|
Number of teeth of the pinion, N1
|
21
|
|
Number of teeth of the gear, N2
|
77
|
|
Normal module, mn
|
5.08 mm
|
|
Normal pressure angle, ��n
|
25��
|
|
Hand of helix of the pinion
|
Left-hand
|
|
Helix angle, ��
|
30��
|
|
Face width, b
|
70 mm
|
|
Parabolic coefficient of pinion rack-cutter, aca
|
0.002 mm−1
|
|
Radius of the worm pitch cylinder, rwa
|
98 mm
|
|
Parabolic coefficient of pinion modified roll, amrb
|
0.00008 rad/mm2
|
|
Applied torque to the pinionc
|
250 N m
|
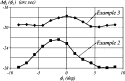
(i) Example 1: An aligned gear drive (���� = 0) is considered. The gear drive is unloaded. A parabolic function with the maximal value of transmission errors �� 2(
2( 1) = 8�� is provided (Fig. 6(a)). The cycle of meshing is
1) = 8�� is provided (Fig. 6(a)). The cycle of meshing is  . The bearing contact on the pinion and gear tooth surfaces is oriented almost longitudinally (Fig. 6(b) and (c)).
. The bearing contact on the pinion and gear tooth surfaces is oriented almost longitudinally (Fig. 6(b) and (c)).

 (24K)
(24K)
Fig. 6. Results of computation for an unloaded gear drive without misalignment: (a) function of transmission errors; (b) and (c) paths of contact on pinion and gear tooth surfaces.
6. Comparison of the power of noise for two functions of transmission errors
6.1. Conceptual consideration of applied approach
Determination of the power of the signal of noise is based on the assumption that the velocity of oscillation of the generated acoustic waves is proportional to the fluctuation of the instantaneous value of the velocity of the gears. This assumption (even if not accurate in general) is good as the first guess, since it allows to avoid application of a complex dynamic model of the gear drive.
We emphasize that the proposed approach is applied for the following conditions:
(a) The goal is the determination of difference of power of signals, but not the determination of absolute values of signals.
(b) The difference of power of signals is the result mainly of the difference of first derivatives of two smooth functions of transmission errors.
The proposed approach is based on the comparison of the root mean square of the signals (in rms) caused by two functions of transmission errors [9]. Such comparison yields the simulation of the intensity (the power) of the signal defined as
Here ��2(![]() ȫ�ױ�ҵ��������ֳɳ�Ʒ��������ѯ
ȫ�ױ�ҵ��������ֳɳ�Ʒ��������ѯ

