目 录
摘要 1
前言 2
1 工艺性分析和方案确定 3
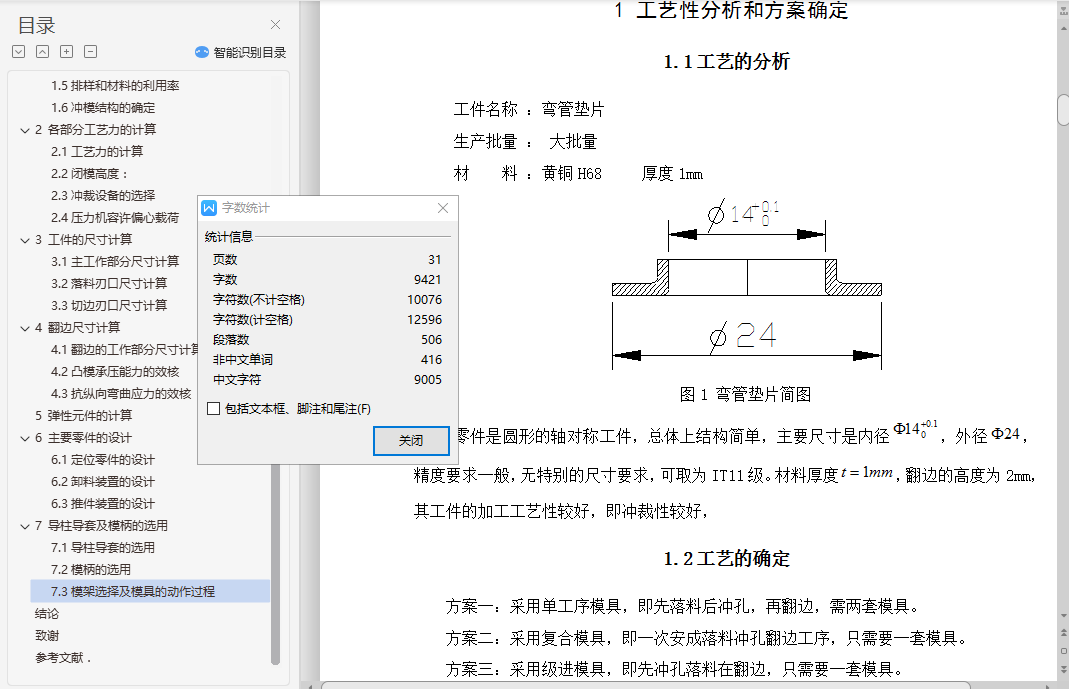
1.1工艺的分析 3
1.2工艺的确定 3
1.3毛胚形状,尺寸和下料方式的确定 4
1.4工件的排样设计 5
1.5排样和材料的利用率 5
1.6冲模结构的确定 5
2 各部分工艺力的计算 7
2.1工艺力的计算 7
2.2闭模高度: 9
2.3冲裁设备的选择 9
2.4压力机容许偏心载荷 10
3 工件的尺寸计算 12
3.1主工作部分尺寸计算 12
3.2落料刃口尺寸计算 12
3.3切边刃口尺寸计算 13
4 翻边尺寸计算 15
4.1翻边的工作部分尺寸计算 15
4.2凸模承压能力的效核 15
4.3抗纵向弯曲应力的效核 16
5 弹性元件的计算 20
6 主要零件的设计 22
6.1定位零件的设计 22
6.2卸料装置的设计 22
6.3推件装置的设计 24
7 导柱导套及模柄的选用 27
7.1导柱导套的选用 27
7.2模柄的选用 27
7.3模架选择及模具的动作过程 27
结论 28
致谢 29
参考文献. 30
摘要
随着模具工业的迅猛的发展,模具设计与制造以成为一个行业,工业生产中普遍采用模具成型工艺方法,有效地保证了产品的生产率和质量,使操作技术简化,还能省料、节能,获得显著的经济效益。
由于产品的材料和工艺特性不同,生产用的设备也各异,模具种类繁多,但用的最为广泛的大约有以下几种:冷冲压模、塑料成型模、锻造模、精密铸造模、粉末冶金模、橡胶成型模、玻璃成型模、窑业制品模、食品糖果模、建材用模等。其中以冷冲压模、塑料模的技术要求和复杂程度较高。
我设计的弯管垫片模具,材料为黄铜H68,厚度t=1mm。传统的加工方法为落料、冲孔、翻边、修整。我的加工方法比较特别。由于材料和厚度的原因,我采用的加工方法为:落料、省去预制孔直接翻边、再利用翻边凸模与翻边凹模的间隙进行挤切修边。从而完成工件的加工。
关键词:落料、冲孔、翻边、修边