Coordinate Measuring Machining
CMM (Coordinate Measuring Machining, shortened form CMM) is a new type of precision measurement equipment which developed from the 20th century, 60 years. Its appearance, partly because the automatic machine, CNC machine tools and efficient processing more complex shape parts processing needs of rapid and reliable measurement equipment supporting; the other is due to electronic technology, computer technology, digital control technology and precision processing technology for the development of CMM for the production of the technology base. In 1960, the British FERRANTI company successfully developed the first CMM of the 20th century in the end of the 1960s over the world, nearly 10 countries from more than 30 companies in the production of CMM. But this time the CMM is still at the preliminary stage. Enter the 1980s of the 20th century, with ZEISS, LEITZ, DEA, LK, Application of Sanfeng, SIP, FERRANTI, MOORE as the representatives of the many companies offering new products; CMM makes the development of a faster pace. CMM not only modern computer controlled through a variety of complex measurement, Besides, we can and NC machine tools to exchange information, to realize the right to control processing, and can also measured data, reverse engineering achievement. At present, CMM is widely used in mechanical manufacturing, the auto industry, electronics industry, aerospace industry and the national defense industry and other sectors, become a modern industrial testing and quality control of the indispensable universal measuring equipment.
CMM component:
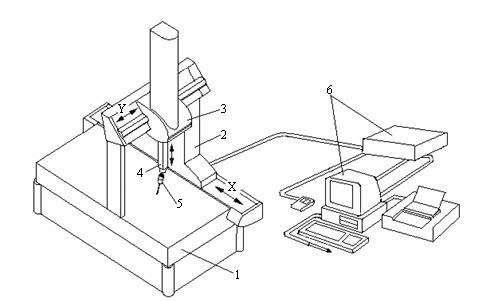
Figure 1 CMM component
CMM (Figure 1) which a large variety of different types, performance varied, measured targets and placing environmental conditions vary different, but in the main function of a certain combination of parts. As a measurement apparatus, CMM is being compared with the standard volume measurement and the results of the comparison with numerical voiced. CMM needs direction of the three standards (measuring stick), using a rail along the corresponding direction to achieve the campaign, also need to probe the three-dimensional measurements were carried out to detect and target. In addition, the measuring machine is also data processing and automatic detection and other functions, required by the corresponding electrical control system and computer hardware and software.
CMM can be divided into mainframe, the probe, the electrical system three most.
Mainframe structure is divided into:
1. Frameworks are the main mechanical structure hangers of the measuring machine. It is working platforms, supports, the bridge frame, shell and other mechanical structure of the particles.
2. Scales is an important component part of the measuring machine and an important element of decision precision equipment. CMM used as the yardstick one uses a thread scale, precision screw, inductosyn, grating scale, magnescale and magnetic wave wavelength and so on. The system should also include a few electrical installations.
3. The guide rail is the important components of measuring machine to realize triaxiality movement. Measuring machine most used a sliding guide rail, an axletree rolling guide rail and a gas static guide rail, the main form of the gas static guide rail. Gas static guide rail formed by guide rail body and air-cushion, some guide rail and workstations go into one body. Air-guide rail should also include natural gas resources, regulators, filters, trachea, such as a shunt gas installations.
4. Drives are an important movement of the measuring machine, can be programmed control servo motor sports function. Measuring Machine in the general drive a screw-wire mother, the rolling wheel, wire and cog belt, the gear rack, ferry rolling axis drive, coupled with servo motor drive. Linear motor-driven is increasing.
5. The balance of components mainly used in the Z axis frame structure. Its function is to balance the weight of the Z-axis and Z-axis so that the next movement in unbiased manner, when measured Z to force measurement stability. Z-axis as the replacement installed the probe should re-regulate the size of equilibrium to achieve a new balance. Z-axis equalizer includes weight dropper, clockwork spring or spring, other types of cylinder piston rod and so on.
6. Table and accessories, table measuring machine is an important element, it makes measuring machine increase a rotational movement of freedom, facilitate certain types of measurement components. Turntable included division table, single axes turret, omnipotence turntable (2-axis or 3-axis) and other NC Turntable. Coordinate Measuring Machine for the annex lot, depending on the need. Generally refers foot baseline level, angle square, distance regulations, the standard ball (or cube), micrometer for self-inspection and testing the accuracy of such a model.
3D probe:
3D probe is the three-dimensional measurement’s sensor; it can be three directions feelings targeting signal and micro-displacement, aiming to achieve with micrometer two functions. The probe measured with hardware probe, electrical probe, optical measuring first class, in addition to probes such as the Rotary annex. Probe - contact and non-contact position. By the output signal, a signal for hair-trigger probe and used to scan the rifle-type probe, micrometer-type probe.
Electrical system is divided into:
1. The electrical control system is measuring machine electrical control part. It is uneasily and multi-axis control, external device control, communication control and protection and logic control.
2. Computer hardware, CMM may take a variety of computers, generally with PC and Workstation.
3. The measuring machine software, including control software and data processing software. These coordinates software can be exchanged with the probe calibration mode generation detection and measurement path, can be used for basic geometric elements and their mutual relations measurement, shape and location of measurement error, gears, and cam thread measurement, Curve and surface measurement. Be provided with statistical analysis, error compensation, and network communications and other functions.
4. Prints and drawing device, the device can measure; print out data, forms, or drawing, for the measurement of output equipment.
Precision seized with the body -- CMM
Body checking is part of the automobile industry was an important part of the testing is directly related to the auto appearance and quality. CMM generally have high precision, high speed, good flexibility, and strong data processing and adapt to the environment of the scene, especially the rich, and the continual expansion of the software functions. At present, more and more used in auto body detection.
Detection characteristics of the body’s characteristic
Auto Body in the processing and assembly of the process, due to various subjective and objective factors will be a wide range of error. In addition to the operation’s skill and experience the influence of subjective factors, because there are some detection methods themselves caused by the impact. There are two typical situations: One, body composition and the various parts are mostly sheet metal, work pieces generally less rigid. Body surface, and the various holes and by the relative size of the Earth’s gravitational influence of deformation in the state, if the use of traditional methods and measurement methods fixture of this nature are often not deformation measurement and evaluation, even if the measurement and evaluation, there may be more in error. Second, the auto body parts are installed processing trades more pieces assembled; it is difficult to avoid the detection of single pieces when there is a deviation.
Given the above reasons, the right body detection requirements are: positioning reasonable; hole Detection contains two elements: aperture size, hole locations; configuration check: as the general outline of such parts were free surface, irregular features, according to the specific needs of a variety of ways; crossed to the contours of the work piece inspection, the situation is similar with the inspection hole; analyzed need to clamp parts.
Frederick traditional view only with the general parameters of a test and many of the manual handling, work efficiency is not high. In addition, traditional with the seizure and testing fixture, there are many shortcomings and do not have the monitoring operation of the production line capacity, Therefore, in welding and other large body of inspection and measurement applications, with traditional Frederick has gradually lost its dominant position, replaced by CMM of high class.
CMM body in application of detection
CMM probe systems through the work piece and the relative movement of the work piece surface to detect 3-D coordinate measurement system. Apart from the main part measuring machine, the system also includes transportation, and other auxiliary fixture link and the need for the measurement of the software can be completed with the requirements of the measurement tasks.
CMM generally have high precision, high speed, good flexibility, strong data processing and adapt to the environment of the scene, especially the rich, and the continual expansion of the software functions, all this makes the CMM quality control body to play a growing role. Especially in today’s car production workshop, the CMM has been used for the production line, instead of away from the scene within the measurement. In the stamping production workshop, using CMM detection of over half, some large and complex work piece higher proportion of subjects. Welding pieces is not needed for each test, but must be controlled in those body assemblies. Use CMM inspection proportion is even two thirds. Used in the production process of detection of CMM, in fact, the process has become an integral part.
CMM types and characteristics
At present, the world body for the automobile industry to provide professional testing program detection of the most renowned manufacturers would be regarded Italy DEA, and the promotion of research and Auto Body, "BIW" Size Detection made outstanding contributions. Detection of the auto body of the application characteristics, the development of adaptation DEA vehicle inspection every aspect of design, Moreover, in response to sheet metal and feature set of software functions, the body can develop, prototype, components / sub-assembly / assembly testing, online testing and quality control safeguards.
In common use, the CMM included the main arm measuring machine, Activities Bridge measuring machine and fixed gantry-type measuring machines. With the horizontal arm measuring machine is sub-level two-level single-arm and two-arm, mainly for the body sheet metal and large pieces of the measurement, can be measured small pieces. Activities Bridge measuring machine is a higher precision measuring machine, mainly for the complex shape of thin-walled work pieces, particularly applicable to the scene in the production of small and medium stampings and welding pieces of online measurement. Fixed gantry-type precision measuring machine’s precision above the level measuring machine, mainly for the aviation, automotive and other pieces of slender measurements.
1) Arm-level measuring machine
It can be measured Block CW43L wrists, which measured increase in the first two rotary coordinates, and can increase the use of the long pole, up to a maximum of 800 mm, this form of structure can easily probe into various parts of the measured location, including the body’s internal skeleton regional or various pieces of sheet metal at the bottom of the bottom even the insides, at the most control system can operate 10 coordinate their arms, from both sides of the work piece detection applicable work piece such as body, the lateral circumference. According to survey the needs of the mission, bearing platform can be installed on the probe, will be tested in a complex process of the work piece through the replacement of the probe, a task completed.
2) Bi-level arm measuring machine
Such as Bravo-level arm measuring machine features are: Arm level high ceramic composite material rigid structure; Reni Shaw probe or test DEA CW43L wrist restraints can be installed in such measurement axis. All measurements can be coordinated maneuver; Axial movement by the control system and the measurement of software management; X-and Y-axis components in the mobile air bearing on the campaign, Z-axis configuration guide by mechanical bearings and air mixture consisting of Movement system; all shaft driven by the DC motor, Y and Z-axis drive belt use, X-axis using the rack-gear drive; Aerodynamic control of the mechanical safety braking device center of automatic slide-locking; optical grating feet first reading compiler system; can use its wide range of accessories and configuration options should machinery of special needs; Open standards arm structure to facilitate the work piece handling operation; With the move makes it easier to cover more safely close to the measurement of regional, and guards and, together Coverer provide full internal protection; In manual mode, Joystick operation through the modules to achieve system control; a group of fans in measuring machine to prevent their own internal body temperature stratification; Software for the machines through the geometric error automatic compensation; Bravo NT can install on the ground below can be installed on the ground, equipped with a temperature sensor control system to enable detection and dynamic compensation temperature gradient caused by the deformation measurement system.
3) Activities bridge measuring machine
Such as Brown & Sharpe Global Group measuring machine: Its features include : unique TRICISIONTM (the precision beam 1.30) beam design, provide good quality than the rigid, light alloy bridge design than traditional rigid increase 25% Guide to the X-50% lower center of gravity so as to ensure a smooth and precise movement; Mobile bridge span broader bearings, lowered the bridge due to the rotation caused by the error, thereby ensuring the overall accuracy of greater space and reduce the repeatability error, accelerate and improve the performance slowdown, higher efficiency measurement; patented, after the overall precision machining type Dovetail guide way, to the machine’s accuracy and repeatability. Non-contact grating feet to avoid friction, assembly at one end fixed and the other end with temperature changes can be adjusted, Grating thermal expansion coefficient of PTB certification.
Global Image Set is single point detection and simulation scanning technology combines the high performance testing equipment, while preparing contact and non-contact scanning measurement. Based on the new generation of high-stability control system, and temperature and accuracy compensation systems integration and optimization, Coupled with advanced algorithms to achieve high-speed, high-precision simulation of open-loop and closed-loop scanning. Patents have been the rapid detection mode of pointing, clicking and scanning technology; Scanning can be measured as a head-trigger probe use, with no loss of speed and accuracy.
Detection of Flexible Fixture
Fixture traditional approach is measured in parts per ago, the first under the measurement requirements, the development of positioning and clamping program, Then it produced some fixture, and then in accordance with established programs, CMM of the counter these positioning and clamping device structures, In this measurement based on the coordinates rear measurable. This traditional practices exist delivery cycle is long, the lack of flexibility, change of the high cost of storage costs, etc. shortcomings.
Modern large-scale, multi-species automobile production requirements of the flexible fixture system can be used for any measuring machine (or vertical cantilever arm); but it does not need and detection equipment with special electrical and software association. This fixture system‘s system maintenance such convenient, simple to use.
Flexible common fixture system is two types of programmable cylindrical plane, and the second category is the launch of the new module mechanical type. In the first category have automatic and manual so, and second, there is also different structure.
Flexible automatic fixturing system
Such as the DEA FIVE automatic production of flexible fixturing system (Figure 2): Its main part is a cylinder group, which fully compressed air, if the open valves, or the formation of the bottom cushion. Cylinder in platform deft movement, and highly variable, the upgrade is a maximum height of 500 mm; Incineration top standardized support for carrying the work piece. In non-working condition, these cylinders neatly placed CMM rear platform. The system is running, FIVE help improve the software and automated functions to a cylinder to move a platform of certain pre-determined spaces home; When the cylinder identified by the X, Y, Z coordinates stopped at the platform on the set point, Flanking the probe manipulator started upward, moving along the Z-axis, the piston cylinder upgrade to the prescribed height; through the implementation of the procedures prior preparation, X, Y and Z coordinates in the coordinate measuring machine measurement space to create up. As long as different parts of the preparation of the corresponding procedures, FIVE systems will meet the work piece support, and fixturing requirements, demonstrated great flexibility that is flexible.
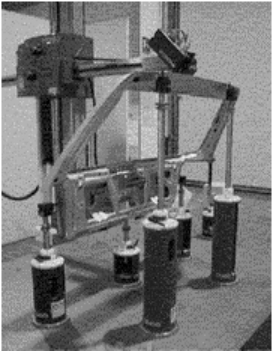
Figure 2 FIVE flexible fixturing system
Flexible manual clamping system
FIVE automatic systems have obvious shortcomings: First, users have the investment, although two of the process is fully automated operation, but efficiency is not high. In recent years the introduction of flexible manual clamping system, similar to FIVE system, According to the measured different parts of the first preparation of the corresponding procedures, measuring machine successive probes into designated spots, operators will put one cylinder artificial moved to the probe, a further upgrade to the manually measured at the head of the designated spots, then install the modular support Chuck, and that the system than the automatic fixture system efficiency, or economy.
Baiting and other auxiliary system
Baiting systems include the conveyor belt, to rail cars and some other motivation. In measuring machine before and after the installation of Baiting systems, and assembly line reference to the location of the next expected for either side. This, downtime, empty running time reduced to a minimum and improve work efficiency. When an analyze measurement of thin pieces in place for testing, under a thin pieces are installed in public spaces information on the loading platform. And the measurement cycle is completed, the pieces were moved out of automatic measurement region containing a new work piece to the second platform was moved. According to survey the needs of the mission, bearing platform can also set up the probe. Is not only a complex testing process through the work piece probe replacement, a task completed?
Common measurement software and special measuring software
Fundamental measurement software CMM is the minimum necessary configuration software. It is responsible for the completion of the whole measuring system management, including probes correction; coordinate the establishment and conversion, input and output management, basic geometric elements and the size shape and position tolerances and evaluation components of the basic functional elements. (Geometrical tolerance include: straightness, flatness, roundness, cylindricity, contour, surface profile, parallel, vertical, inclination, location, Coaxial (heart), the symmetry round beating, beating all)
Special software is measured against specific purposes with some parts of measurement and the development of the software, such as: gear, screw, free curves and surfaces such as freedom. Usually have a number of subsidiary software modules, such as: statistical analysis, error detection, compensation, such as CAD.
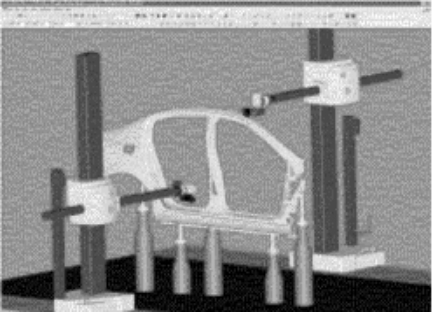
Figure 3 PC-DMIS measurement software interface
Advanced metrology and testing software for the measurement of the need to provide a perfect solution, is efficient detection function correctly completed the key factor. If PC-DMIS measurement software(Figure3)interface is simple and can guide users components programming, Parameter settings and the work piece detection; Meanwhile, the integration of graphics functions, will be able to generate test data visualization graphics; also be transplanted traditional measurement software, and the provision of bundled programs such as MM4, TUTOR software. It also includes various pieces of sheet metal and plastic glass and pieces of the set of measurement procedures, and automatically search measurement elements, Real-time 3D probe compensation, automatic compensation of surface deformation of the work piece location and direction; pieces of sheet metal and large deformation of the work piece Kong search function, Measuring Machine is in control theory hole near the center to find some effective geometry, which is the intelligent features. The software also has powerful CAD functions, allowing customers to use 3D CAD data. Off-line or on-line generation work piece detection procedures, and completed pieces graphics model and chemical detection path simulation, Computer-generated few complete reverse engineering.
CMM scanning of several commonly used methods
Coordinate Measuring Machine (CMM) measurement approach can generally be classified into contact measurement, Non-contact measurement and contacts with the non-contact measurement and use. Among them, contact measurement method commonly used in the machining products, pressure molding products, metal coating measurement. In order to analyze the data processing of the work piece, or reverse engineering of the original information provided work pieces, often need to coordinate measuring machine the work piece surface measured data points scanning. Based on U.S. companies Brown & Sharpe Micro excel Pfx454-CMM as an example, introduces the CMM Several scanning method and the operating steps.
CMM scanning operation is the application procedures PC DMIS detected objects in the specific surface area Jin Data collection firms, the region can be a line, a patch, and parts of a cross section, Parts of a curve or a certain distance from the edge of the Week Line. Scanning and measurement model types, the first type of test and whether there is a CAD documents, control on the screen to "scan" (Scan) option from the state buttons (Manual / DCC) decision. If the measurement methods used DCC as well as CAD papers is available in the scan mode "open line" (Open Linear), "shut lines" (Closed Linear), "Faces" (Patch), "Section" (Section) and the "Weekly" (Perimeter) scanning; If the measurement methods used DCC, and only wireframe CAD documents, can use "open line" (Open Linear), "shut lines" (Closed Linear), and "patches" (Patch) scan mode; If using manual measurement model can only use the basic "scan manually trigger" (TTP Manuel Scan); If using manual measurements and the use of rigid probe. Option is available for "fixed interval" (Fixed Delta). "Change layout" (Variable Delta), "time interval" (Time Delta) and the "main axial scan" (Body Scan Axis) way.
Below details introduce in the DCC state, entered the "functional" (Utility) menu, after select "Scan" (Scan) option, five options sweep depiction way supplied to be selected.
1. Opening line scan (Open Linear Scan)
Opening line scanning is the most basic scan mode. Probe started from the starting point along a certain direction together with a predetermined scanning step, until the termination point. Scanning can come into line with and without two of the CAD model.
(1) Without CAD model
If the work piece to be tested without CAD model, first imported border points (Boundary Points) in the name of value. Open dialog of the "border point" option, click on "1", the threshold input scanning data; Then double-click the "D", the importation of direction points (expressed scanning direction of the coordinate point) of the new X, Y, Z coordinates; Double-click the final "2", the importation of scan data terminal.
The second step input. "Scanning" dialog (Scan Dialog), "the direction of a technology" (a T Direction etch) column of the "greatest" (Max Inc.) column importation of a new step value.
Final inspection set the direction vector is correct; the definition of the vector scanning measurement began after the first point of the surface normal vector, Scanning section and the last point before the end of the surface normal vector. When all the data entry is completed, click on the "creation."
(2) CAD model
If scanning a CAD model and started scanning with the left mouse button click on the corresponding CAD model of the surface, PC DMIS procedures will be generated on the CAD model, plus the 1:00 mark, "an" said the threshold for scanning; Then click under 1:00 definition scanning direction; Click on the final destination (or border points), and signs of "2." "1" and "2" Connections between. For each selected point, PC DMIS has been in the dialog box input and the corresponding vector coordinates. Determining step, and other options (such as security level, single-point, etc.), click on the "measured" and then click on "creation."
2. Closed line scan (Closed Linear Scan)
Closed line scan mode allows scanning surface or outside surface, It needs only a "starting point" and "point the direction," two values (PC DMIS procedure as a point of destination).
(1) Data entry
Double-click the border points, "1", the edit dialog box input position; Double-click direction point "D", the importation of coordinates; choice of scanning type ( "linear" or "variable"), the importation of step, the definition of types of measurements ( "Vector" "cosmetic" or "marginal"); Double-click the "initial vector", the importation of the first "a" point of the vector and vector-section inspection; Type other options, click on the "creation."
Can also use the CMM operating site measurements of the surface of the work piece to be tested first measuring point, and then measurements direction, PC-DMIS measurement procedures will automatically Add dialog box, and automatically calculating the initial vector. Choice of scanning control mode, the measuring points, and other types of options, click on the "creation."
(2) CAD model of the closed line scan
If scanning a CAD model, surveying before confirmation "closed scanning lines"; Click on the surface of the first threshold, CAD model generation symbol "1" (Click on the surface and at the border point was additionally shine, to choose the correct surface); Then click scanning direction; PC DMIS will be in the dialog box gives the selected location of the coordinates of the corresponding point and vector; choice of scanning control mode, step and other options, click on the "creation."
3. Surfaces scan (Patch Scan)
Surfaces scan mode allows scanning a regional instead of scanning lines. Application of the scan mode at least four border points of information, that is, starting point and direction, the length of scanning and scanning width. PC DMIS under the basic (or default) the information given by the boundary points 1, 2, 3 identified triangular surfaces. D scanning direction from the coordinate value; If the increase in the fourth or fifth boundary, it surfaces for four square or pentagon.
Surface film scanning method, select the check box to "shut scanning line," said a closed scanning elements (such as cylinder, cone, ducts, etc.), then the threshold for termination point and point the direction. End-point locations scanning element when measured upward or downward movement of distance; with the threshold, starting point and direction vector definable sectional plane vector (which is usually measured in parallel vector elements). The building is rectangular surfaces as an example, the surfaces of several definitions scanning mode:
(1) Type coordinates way
Double-click the border point "a" starting point for the importation of coordinates X, Y, Z; Double-click the direction of the border point "D", input scanning direction coordinates; Double-click the border points, "2", the first input to determine the direction of the scan width; Double-click the border points, "3", the second input to determine the direction of the scan width; Click on the "3", then click the "add" button, Dialog is the fourth border point; Double-click the border points, "4", the importation of termination point coordinates; choose the scanning step (to the points of distance) and the biggest step (1,2 2:00 of step) value, Click on the "creation."
(2) Measurements way
Selected "surfaces scanning" approach, using coordinate measuring machine operation site in place the necessary threshold of the first measurements, The point value will be displayed in the "border point" dialog "# 1" item; Then measurements second point, The first point on behalf of scanning direction of the end point, its coordinates in the dialog box will show "D" item; Then measurements third point, the point on behalf of scanning surfaces width, its coordinates will be displayed in the dialog "# 3" item; Click on the "3", select "Add", added to the list in the fourth; measurements termination points to close the dialog. Finally definition scan spacing and step two directions; Choice of scanning measurements and the type of option, click on the "creation."
(3) CAD surface model approach
The scanning method is only applicable to a CAD model of the work piece surface. First select the "scanning surfaces", Left click on CAD work surface; - increase "border point" box "a" left-click on the scanning surface threshold; Then-plus "D", Click on the surface definition of direction; Click on the definition of surface scanning width (# 2); Click on the surface definition scan width (# 3); Click on the "3", select "Add", add additional points, "4", Canada - "4", it defined end-point scanning, close the dialog. Definition of the two directions of step and select the desired option, click on the "creation."
4. Scanning section (Section Scan)
Section scan mode only applies to the CAD model of the work piece surface. It allows the work piece to a cross-section scanning can cross section along the X, Y and Z-axis direction, also coordinates with a certain angle axis. Step-by definition is conducting a number of cross-section scanning. In the dialog box can be installed in scanning section of the border points. By "cutting CAD" switch button, the CAD surface model to look for any holes. Deploy with the opening line scanning mode similar definition of its borders, PC DMIS procedures will automatically scan path CAD surface model to avoid the hole. According to user-defined surface cutting CAD methods: Entering the "border point" option; Enter "CAD elements choice" box; selective surface; not eliminate the "choice of CAD elements" of the box, select "cutting CAD" option. PC DMIS procedures at this time will find a cutting surface of the selected hole. CAD surface model if there is no definition of the hole, it is not necessary for the election of "cutting CAD" option. At this point PC DMIS definition will be the starting and end point boundary scan. For a number of complex surfaces CAD graphics, to different cutting surfaces, cutting limited to the local CAD surface model.
5. Boundary-scan (Scan Perimeter)
Boundary-scan modes only apply to the CAD model of the work piece surface. The scanning method used CAD mathematical model scan path, the path with the Boundary Contour bias or outside a certain distance (selected by the user). Create boundary-scan, the first selected "boundary-scan" option; if as the internal boundary scan, in the dialog box, select "within the boundary-scan"; choice of work surfaces, launched the "Choice" check box. Every election is a surface-plus a selected surface all the expectations, withdraw from the check box; Click on the surface scan to determine the threshold; In the same Click OK on the surface scanning direction; Click on the surface scan to determine the termination point, if given the termination point, the threshold shall be terminated; "scanning structure" edit box to the corresponding input value (including the "value", "Tolerance CAD"); Select "calculated border" option calculated scanning border; confirmed deviation correct, according to "have a measuring point" button, PC DMIS procedures will automatically calculate the implementation of scanning the theoretical value; Click on the "creation."
6. Application points
(1) Should be measured according to the specific characteristics of the work piece and modeling requirements reasonable selection of appropriate scanning, to achieve greater precision data acquisition and measurement efficiency.
(2) To facilitate the operation and measurement probe movement, reasonable planning measured work piece clamping position; To ensure the accuracy of modeling, the work piece fixture should make the probe can be completed once all the object scanning.
(3) Scanning point of the work piece profile should include the key geometric information; Curvature of the more visible changes in the location should be increased as appropriate measurement points.
