|
方案论证:
1.3设计任务
本次设计任务是设计一台单片机(89C51主控芯片)控制激光切割机床,主要设计对象是XY工作台部件及89C51单片机控制原理图。而对激光切割机其他部件如冷水机、激光器等不作为设计内容要求,只作一般了解。单片机对XY工作台的纵、横向进给脉冲当量0.001mm/ pluse。工作台部件主要构件为滚珠丝杠副、滚动直线导轨副、步进电机、工作台等。设计时应兼顾两方向的安装尺寸和装配工艺。
1.4总体设计方案分析
参考数控激光切割机的有关技术资料,确定总体方案如下:
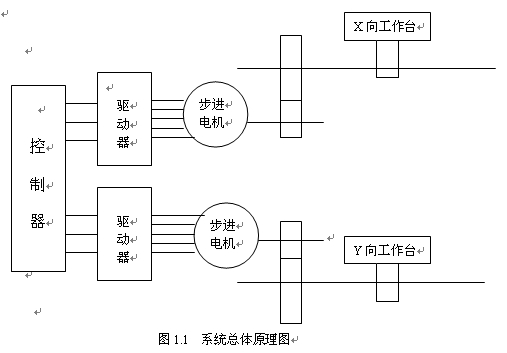
采用89C51主控芯片对数据进行计算处理,由I/O接口输出控制信号给驱动器,来驱动步进电机,经齿轮机构减速后,带动滚珠丝杠转动,实现进给。其原理示意图1.1。
微机控制线路图参考MCS-51系列单片机控制XY工作台线路图。
步进电机参照RORZE株式会社的产品样本选取,以保证质量和运行精度,同时驱动器也选用RORZE的配套驱动器产品。
滚珠丝杠的生产厂家很多,本设计参照了汉江机床厂、南京工艺装备制造厂的样本资料,力求从技术性能、价格状况、通用互换性等各方面因素考虑,最后选用南京工艺装备厂的FFZD系列滚珠丝杠,即内循环垫片预紧螺母式滚珠丝杠副。
本设计弃用Z80,而选用单片机。单片机体积小、抗干扰能力强,对环境要求不高,可靠性高,灵活性好,性价比大大超过了Z80。比较后选用89C51为主芯片。在使用过程中89C51虽有4K的FLASH(E2PROM),但考虑实际情况需配备EPROM和RAM,并要求时序配备。选晶体频率为6MHz,89C51读取时间约为3t,则t=480ns ,常用EPROM读取时间约为200~450ns。89C51的读取时间应大于ROM要求的读取时间。89C51的读写时间约为4T,则TR=660ns,TW=800ns,常用RAM读写时间为200ns左右,均满足要求。根据需要,扩展I/O接口8155,因显示数据主要为数字及部分功能字,为简化电路采用LED显示器。键盘采用非编码式矩阵电路。为防止强电干扰,采用光电隔离电路。
|
