花生去壳机设计
摘 要
花生脱壳机可以替代手工剥壳,极大地提高花生的脱壳效率。为此,针对目前花生脱壳机存在的机器性能不稳定、适应性差、通用性差和利用率低等问题,设计了刮板式花生脱壳机,计算了脱壳机转轴部件的转速和脱壳机的功率,采用皮带传动,选用了电磁调速电动机,设计了转轴、凹板筛、料斗和箱体等零部件; 通过采用电磁调速电动机和不同尺寸间隔的凹板筛提高了花生脱壳机的通用性,同时也提高了脱壳机的适应性和利用率; 由于电磁调速电动机的控制器具有速度负反馈系统,可以使电动机的输出转速基本上保持不变,从而提高了脱壳机运行过程中性能的稳定性; 刮板式脱壳机运行中具有冲击性,因此对转轴部件的临界转速进行了校核,结果表明,设计的转轴部件结构合理,其运行转速低于转轴部件的最小临界转速值。
关键词: 花生脱壳机; 脱壳原理; 脱壳机械化; 剥壳
1总体方案的确定
1.1 脱壳原理
目前,花生的主要脱壳方法有撞击法、碾搓法、剪切法、挤压法、搓撕法、压力膨胀法和真空法等[4]。本文设计的刮板式花生脱壳机具备撞击法、碾搓法、剪切法和挤压法的特点,所以脱壳效率很高,效果好。
1.2 工作原理
刮板式花生脱壳机主要由进料斗、脱壳转轴部件(包括刮板架和刮板) 、凹板筛、风机、电动机、机架、花生壳出口和花生仁出口等组成,如图1 所示。
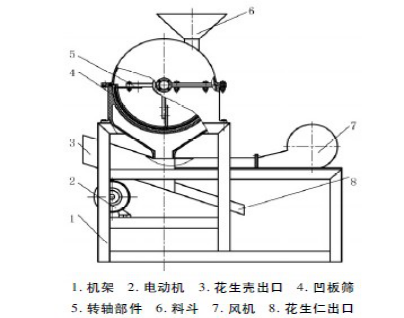
图 1 刮板式花生脱壳机
设备工作时,花生果由进料斗进入脱壳室,在高速旋转的转轴部件―刮板的反复打击与碰撞,以及刮板与凹板筛共同作用产生的摩擦、碾搓、剪切、挤压的作用下,花生壳不断破裂; 花生壳和花生仁在刮板的旋转风压和打击下穿过凹板筛,花生壳在下落时受到风机的吹力作用,从花生壳出口被吹出,花生仁则从花生仁出口排出。
2花生脱壳机的设计
2.1 转轴部件的半径和转速
转轴部件中刮板的旋转速度必须确保能将花生壳通过打击作用撞碎。文献[6]的实验结果表明,当花生与钢板的相对速度在4~5m/ s 时,可以达到较好的破碎花生壳效果。根据此数据来设计转轴部件的旋转半径和旋转转速,如图2 所示。花生下落的位置在转轴部件R /2 到R之间,设计时采用最小打击半径R /2 为设计基准。
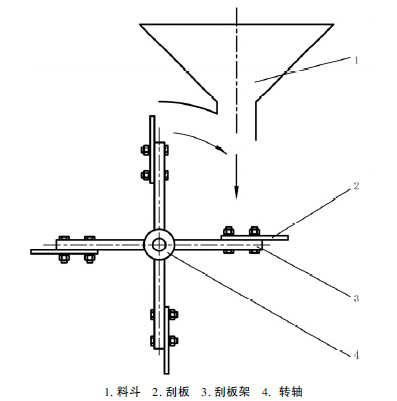
图 2 转轴部件花生下落简图
为了有较高的生产率,此处设计的转轴部件半径R = 250mm,v = 4 ~ 5m/s。
 (1)
(1)
由此得出n = 305.7 ~ 382.2r /min。为了使所设计的设备具有更广泛的适用性,应根据花生品种的不同调整转轴部件的转速。
由于刮板式脱壳机采用的主要脱壳原理是打击和挤压两种方法,因此对刮板的强度有一定要求,且刮板由于受到间断式的持续冲击,属于易损件。根据文献[6]的实验结果显示,破碎板使用橡胶和木板的脱壳效果较差,脱净率在70% 左右,而钢板的脱净率基本能够保持在95% 左右。刮板零件采用高锰钢制造,并用螺栓和刮板架联接,使其易于调整和更换,其结构见图3 所示。
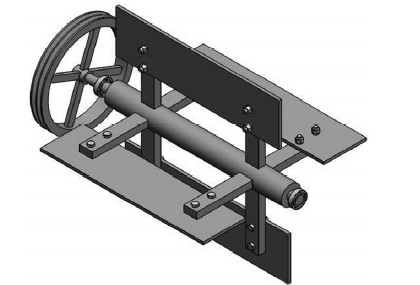
图 3 转轴部件三维图
2.2 脱壳功率
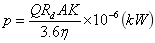
由于脱壳是在高速旋转的转轴部件―刮板的反复打击与碰撞以及刮板与凹板筛共同作用产生的摩擦、碾搓、剪切和挤压的作用下进行的,因此脱壳功率不能够简单地以刮板对花生产生的动能来计算,空气阻力和摩擦对脱壳功率的消耗非常显著,进行功率计算时不能够忽略,因此应按以下公式进行计算,即
 ( 2)
( 2)
式中 Q ―脱壳机的加工量( kg /h) ;
Rd―每脱1kg 物料所需的功( N・m/kg) ;
A ―高速运转空气阻力所消耗的功率系数;
η―机械效率;
K ―花生与打板间摩擦消耗的功率系数。
此处,根据设计要求取Q = 1 000kg /h;Rd根据文献资料对比,取Rd = 300N・m/kg;取A=1.4; 取η =0.7; 取K = 2。代入式( 2) 计算得,P = 1.2kW。因此,刮板式脱壳正常工作需要的最小功率为1.2kW。
2.3 驱动电机
由于电磁调速电动机具有在规定的调速范围内实现均匀地、连续地无级调速,并能输出额定转矩,在运行中当负载转矩变动时可通过控制器的速度负反馈系统使输出转速基本上保持不变的特点,所以选用电磁调速电动机,能够提高设备的工作的稳定性和通用性。选用YCT132-4B 型号的电磁调速电机来驱动转轴部件进行脱壳工作,其功率为1.55kW,额定转矩为9.5 N・m,调速范围为125~1400r /min。
2.4 传动方式
有两种传动方案可供脱壳机选用: 一是皮带传动; 二是减速器传动。两者都可以实现低电动机的转速和增加转矩的作用。第2 种传动方案可以使设备设计的更为紧凑,传递效率高,但是其价格相对较高,在设备的实际运行中,还应该考虑设备的过载保护,因为刮板式脱壳机具有惯性冲击作用,应考虑通过料斗进入小石块等其它异物时的情况。综合考虑各种情况,选用第一种皮带传动的方案更为合理,可以有效保护运行中的设备安全。
2.5 仁壳分离装置
仁壳分离装置的工作原理主要是利用花生仁和花生壳的重力,以及受风吹时的受力面积不同,用气流对其进行分离,质量大且受力面积小的花生仁不会被风机吹来的气流吹走,落到下面的花生仁收集板上,并从花生仁出口自动流出; 质量小且受力面积大的花生壳被气流吹出花生壳出口( 其具体结构见图1所示),从而完成分离任务。
2.6转轴部件临界转速的校核
由于转轴部件是刮板式脱壳机的关键核心部件,其运行的可靠性和平稳性严重影响着脱壳机的性能,因此需要对转轴部件的临界转速进行校核。由于转轴部件比较复杂,所以采用有限元方法计算能够更真实地反映出转轴部件的临界转速,转轴部件的临界转速计算采用一维有限元模型,其结构简图如图4 所示。
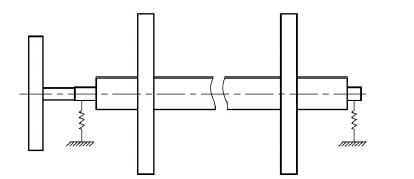
图 4 转轴部件转子系统结构简图
该有限元模型综合考虑了皮带轮和刮板部件对转子系统的影响,临界转速值的计算结果为: 转轴部件的一阶正进动临界转速为6479r/min 左右,其一阶反进动临界转速值最低,为1205r/min,由于设计的转轴部件的工作转速最高为382.2r /min,低于转转轴部件的最低临界转速,不会导致振动现象的产生。
参考文献
[1]中华人民共和国商业部.2009,年出口花生质量安全预警分析报告[R].北京:商务部对外贸易司,2010.
[2]高学梅,胡志超,谢焕雄.打击揉搓式花生脱壳机脱壳性能影响因素探析[J].花生学报,2011,40( 3) :30-34.
[3]喻杰,包秀辉.常用花生脱壳机的分析研究[J].农业科技与装备,2009(1):114-118.
[4]刘明国,杜鑫,程献丽等.花生脱壳机械化对辽宁省花生产业的影响[J].农机化研究,2010,32( 10):222-225.
[5]李建东,尚书旗,李西振等.我国花生脱壳机械研究应用现状及进展[J].花生学报,2006, 35( 4):23-27.
