��ѹģ�߱�ҵ������ݼ�˼·
ע���ӱ�ҵ���ϵͳ�ύ��ע��ʱ��ڵ㡣
һ��������ݣ�
1�������������
У��רҵ��Ƶ���������ָ����ʦ������У���רҵ����ɱ���ѡ�⣬ָ����ʦȷ��ͬ���ѧ��ѡ��
2����ɣ�
��1�� �μӱ�ҵʵϰʵ�������ѧԺ������ѵ
��2�� ���ķ��루������5000�ֻ�10000�ַ���-----���и�ʽҪ��
��3�� ���ⱨ��1��-----���и�ʽҪ��
��4�� ������ҵ���(����)�ֲᣨ����ϵͳ�����أ�
��5�� ��ҵ�������1�������ϣ�30ҳ���ϣ�
��6�� ���ͼֽ�ۺ�A1ͼ5-7�ţ������ͼ��ģ��װ��ͼ������ͼ��
�������ʱ�估���ţ�
��1�� ��һ�ܡ������ܣ�������������飬���������Ӣ�����ף�Ӣ�������룬д���ⱨ�棻
��2�� �����ܣ�������幤�շ����ķ�����ȷ����
��3�� �����ܡ������ܣ���ɹ��ռ����ģ�߹ؼ��ṹ������ƣ�
��4�� �ڰˡ��ھ��ܣ����ģ������ṹ��ƣ�ѡ����ʵij����豸��
��5�� ��ʮ����ʮһ�ܣ����ģ���������ϸ��ƣ�
��6�� ��ʮ������ʮ���ܣ�����ģ��������칤�շ�����д��ҵ���˵���飻
��7�� ��ʮ�ġ���ʮ���ܣ������������ĵ������ϵ�������β��������硣
��Լ��6��10�����Ҵ�磬�����в��ϱ�����5�µ�ǰ���
��ҵ��������飨������
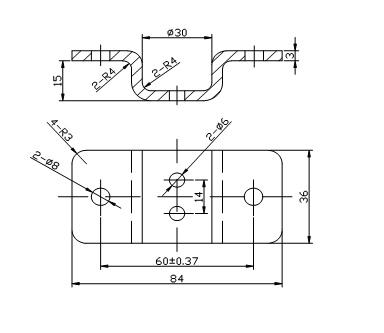
�����Ŀ���мܵij�ѹ���ռ�ģ�����
֧���м��������ͼ��ʾ������Ϊ08�֣����t=3mm��������������Ҫ��������ۣ��ײ��������ر��Ρ�
ͼ
��Ʋ��輰˼·
1�� ������ѹ����Ĺ����ԣ��ƶ���ѹ���շ���
1�� ���������ĿҪ������ѹ������εĽṹ�����ԣ�����ѹ�������״�ص㡢�ߴ��С������Ҫ�����ò����Ƿ���ϳ�ѹ����Ҫ��
�磺��ü��ܷ������ù���Ҫ���γ���ƺ���ؽ̲ģ�
�������ܷ�������������Ҫ��������ܷ����������Ҫ��
����
2�� ��ѹ���շ����ƶ���
��1�� ���ݳ�ѹ����ص㣬ȷ������Ļ�����ѹ�������ס����ϡ������������
��2�� ȷ���������Ϸ�ʽ��������ģ������ģ������ģ
��3�� ȷ��������Ⱥ�˳����Щ�����ȣ���Щ�����
�г����ֲ�ͬ�ij�ѹ���շ������Ӳ�Ʒ����������Ч�ʡ��豸ʹ�á�ģ���������׳̶Ⱥ�ģ�������ߵ͡����ճɱ���ʹ������Ƚ����ۺϷ����Ƚϣ�ȷ�����ʺϾ���������������ú����Ĺ��շ�����


2�� ������ƨD�Dȷ��ë����״���ߴ�����Ϸ�ʽ
��������������ϡ����ϻ�����ϵIJ��÷������֣��з������������з�������������������
����ǰӦ�Ȼ�����ѹ�����չ��ͼ
��������ʱ���ǣ�����ԭ���ֵ�����������ʵ�
�Լ���ģ������ͼ��Ӧ�������λ��
�ɲ���AutoCAD��������������������
3�� ȷ����ѹģ�����ͼ��ṹ��ʽ(�ҵ��͵Ľṹ����������ͼ)
����ǰ��ѡ���ij�ѹ���շ���ѡ����ѹģ�����ͣ�
������ģ������ģ��ģ�����ģ�ߡ�����ģ��������ģ�ߣ�
1����ģ����ģ����ģ������ģ���Ľṹ��
2��ж�ϼ��Ƽ�װ�ýṹ���絯��ѹж�ϡ������Ƽ����ȵ�
3��֧�Ź̶�������ģ����ģ�̶��壻�ϡ���ģ����
4���������������������
5����λ��������ϰ塢������������װ�õ�
���˼·��1�����������ģ����ģ�ṹ
2������������ν���ģ�ߣ�����λ����֤���ࣩ�������γ��Σ���������ϼ���������ų������ҵ��͵Ľṹ��ʵ��
3���б����ľ������ñ�
4�� ���й��ռ���
1�� ����ë���ߴ磬����ʹ�ò���
2�� ������Ƽ���
3�� �����ѹ���������������������������������ж�������Ƽ����ȣ�
4�� ����ģ��ѹ������
5�� ��������ģ�пڳߴ���������ֳߴ�
ע��
��1�� �ȹ淶��ѹ����ijߴ��ע����ȫ���
�����Գ�ü�-----�������塱ԭ�����ϼ��� �����
����� �� ��ĥ����ޱ仯�ijߴ磬һ���ע˫��ƫ��
�� ��ĥ����ޱ仯�ijߴ磬һ���ע˫��ƫ��
������--------������ѹģ����Ƽ�ʵ�����⡷P98
�����--------������ѹģ����Ƽ�ʵ�����⡷P131
��2���ٽ�������ģ�пڳߴ����
6�� ����ģ�߸���Ҫ�����ģ����ģ�̶��塢��塢ģ�ܵȣ������γߴ磬��ж�ϵ��ɻ������ɸ߶ȵ�
7�� ������ģ��������Ƿ����ѹ��Ȧ��������������Ʒ�ߴ���м乤��ģ�ߵijߴ����ȡ�
5�� ��ѹ�豸ѡ��
���ݳ�ѹ����ģ�߱պϸ߶ȡ�ģ�ܴ�С��ѡ��ѹ�������͡��ͺź��
6�� ����ģ����װ��ͼ��ģ�����ͼ
7�� ��д������ģ�����ҵ������ĸ�ʽҪ���д��
8�� ����ܽἰ���
����˵����
1�� �ο���Ŀ����ѧ��У��ͼ����ڽ裺ģ�����80����ģ������鼮
2�� ��ƽΣ�ָ����ʦ���ڼ���ͬѧ����ƹ����ͽ��ȣ���Ϊƽʱ�ɼ����ˣ�ѧ��������Ƴ�칤����
