|
: "Times New Roman"; font-size: 12pt;'>accumulations of frost build up on the air line between the magnetic valve and the rope brake cylinder. Therefore, the formation of ice inside the compressed air lines was possible; however, no adverse affects were observed. Rope Brake Control Failure Analysis
In addition to the previously discussed mechanical analysis, testing and evaluation of the rope brake electrical control system was conducted. Brake control system studies were performed at the mine site and in the laboratory. The safety evaluation was conducted to ensure that a single undetected failure would not defeat the protection provided by the rope brake.
Component failure should be detected by the brake control system and cause the elevator to stop safely and remain at rest until the failure is corrected. If automatic detection was not feasible, the periodic inspection and maintenance procedures were required to specify detailed testing of the possible failed component.
The rope brake control system, which is shown in figure 6, monitors the following four inputs: NI contactor, speed relay, pressure switch, and the rope pulse tachometer. Based on this input information, the brake logic decides to set the machine brake or both the machine brake and the rope brake. A test board was designed and built to simulate the brake control inputs with toggle switches and to provide relay coil loads for the brake logic output. A separate power source supplied 24 Vdo to the simulator board and brake control box. Evaluation of this simulation board provided the following information on the function of each input. , ���ķ���
ELEVATOR SAFETY: GIVE THE MINER A BRAKE
ABSTRACT
Over a five-year period, there were at least 18 documented cases of ascending elevators striking the overhead. In some cases, theaccidents resulted in serious injuries or fatalities. These accidents occurred on counter weighted elevators as a result of electrical,mechanical, and structural failures. Elevator cars are fitted withsafeties that grip the guide rails and stop a falling car; however,these devices do not provide protection in the upward direction.
Rules and regulations applying to elevator safety have come under review in response to these accidents. Some governing authoritieshave already revised their regulations to require ascending caroverspeed protection. This paper will discuss basic elevator design, hazards, regulations, and emergency braking systems designed toprovide ascending car overspeed protection. In addition, a case-studyreport on a pneumatic rope brake system installed and tested on a mineelevator will be discussed.
I NTRODUCT I ON
Elevators incorporate several safety features to prevent the carfrom crashing into the bottom of the shaft. Safeties installed on thecar can prevent this type of accident from occurring when the machine brake fails or the wire ropes suspending the car break. However, the inherent design of the safeties render them inoperative in the ascending direction.
In the upward direction, the machine brake is required to stop the cage Irvhen an emergency condition occurs. Under normal operation, the machine brake serves only as a parking braked to hold the cage at rest. However, when an emergency condition is detected, modern elevator control system designs rely solely on the machine brake to stop the car.
In the United States mining industry, the accident history has proven that this is not the best control strategy [2], [3]. These accidents occurred when the retarding effort of the drive motor was defeated when the mechanical brakes were inoperative. This allowed the counterweight to fall to the bottom of the shaft, causing the car to overspeed and strike the headframe. The high-speed elevator crashes into the overhead structure caused extensive mechanical damage and potentially fatal injuries.
ELEVATOR DES I GN
A basic understanding of elevator operation is required in order to assess the safety hazards present and determine the accident prevent methods available. Figure 1 shows a complete view of a mine elevator.
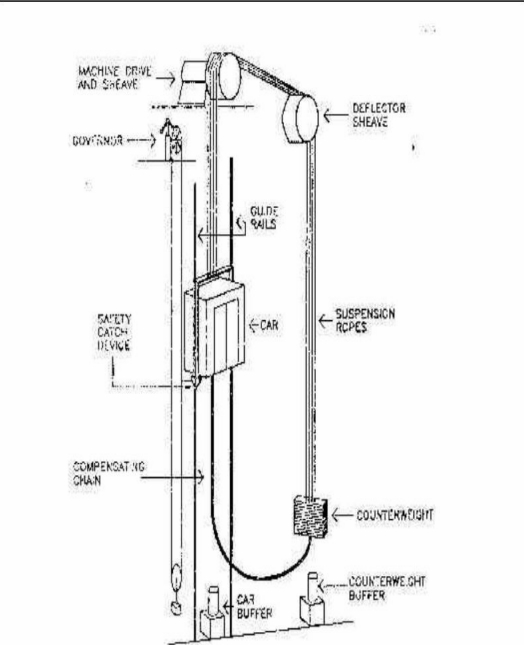
Fig.1 Mico Elevator
 In a typical elevator, the ear is raised and loered by six toeight motor�Cdriven wire ropes that are attached to the top of the car at one end, travel around a pair of sheaves, and are again attachedto a counterweight at the other end. In a typical elevator, the ear is raised and loered by six toeight motor�Cdriven wire ropes that are attached to the top of the car at one end, travel around a pair of sheaves, and are again attachedto a counterweight at the other end.
The counterweight adds accelerating force when the elevator car is ascending and provides a retarding effort when the car is descending so that less motor horsepower is required. The counterweight is a collection of metal weights that is equal to the weight of the car containing about 45% of its rated load. A set of chains are looped from the bottom of the counterweight to the underside of the car to help maintain balance by offsetting the weight of the suspension ropes
Guide rails that run the length of the shaft keep the car andcounterweight from swaying or twisting during their travel. Rollersare attached to the car and the counterweight to provide smooth travel along the guide rails.
The traction to raise and lower the car comes from the friction of the wire ropes against the grooved sheaves. The main sheave is driven by an electric motor.
Motor-generator (M-G) sets typically pro-vide to dc power for the drive motor. Newer systems use a static drive control. The elevator controls vary the motor' s speed based on a set of feedback signals that indicate the car' s position in the shaftway. As the car approaches its destination, a switch near the landing signals the controls to stop the car at floor level. Additional shaftway limit switches are installed to monitor overtravel conditions.
The worst fear of 'litany passengers is that the elevator will go out of control and fall through space until it smashes into the bottom of the shaft. There are several safety features in modern elevators to prevent this from occurring. The first is the high-strength wire ropes themselves. Each 0. 625-in-diameter extra-high-strength wire rope can support 32, 000 lb, or about twice the average weight of a mine elevator filled with 20 passengers. For safety' s sake and to reduce wear, each car has six to eight of these cables. In addition, elevators have buffers installed at the shaft bottom that can stop the car without killing its passengers if they are struck at the normal speed of the elevator
As previously discussed, modern elevators have several speed control features. If they do not work, the controls will disconnect the motor and apply the machine brake. Finally, the elevator itself is equipped with safeties mounted underneath the car. If the car surpasses the rated speed by 15 to 25%, the governor will trip, and the safeties will grip the guide rails and stop the car. This was the invention that made elevator transportation acceptable for the general public.
SAFETY HAZARDS
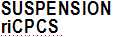
A historical perspective of elevator development can account for today' s problems with elevator safety rules and regulations [4]. In the beginning of modern elevator history, it was realized that although there were several factors of safety in the suspension rope design, the quality of construction and periodic inspection could not be assured. Therefore, the elevator car was equipped with reliable stand by 'safeties" that would stop the car safely if the suspension ropes failed. In 1853, Elisha. Otis, a New York mechanic, designed and demonstrated an instantaneous safety capable of safely stopping a free�C falling car. This addressed the hazard shown in figure 2.
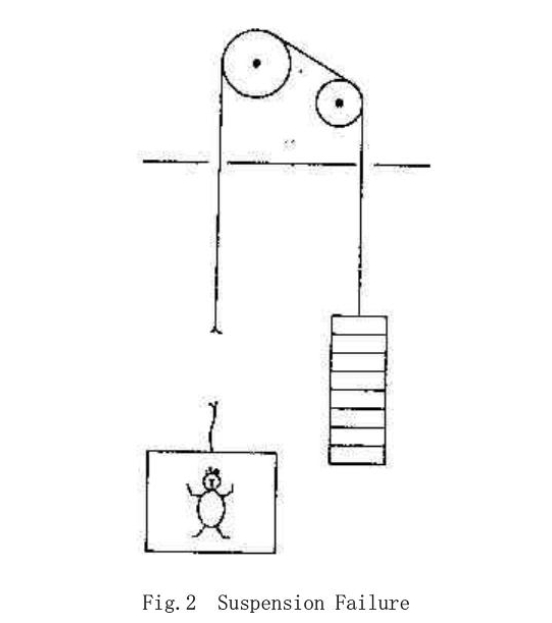
Later on, it was realized that passengers may be injured when the car overspeeds in the down direction with suspension ropes intact, as shown in figure 3. To prevent this hazard, an o-verspeed governor with gradually applied safeties was developed. It detected the over peeling condition and activated the safeties.
Furthermore, it was noticed that frequent application of safeties
caused mechanical stress on the elevator structure and safety system.Therefore, a governor overspeed switch was installed that would try to stop the car by machine brake before the safeties activated. The switch was a useful idea because it could also initiate stopping in the case of overspeeding in the up direction as well.
The problem started in the 1920's when the American Elevator Safety Code was developed. The writers most likely looked at the technology that was available at that time and subsequently required it on all elevators covered by the Code.
The writers were so concentrated on describing the design of the required devices that they forgot to acknowledge the hazards that the  devices are guarding against and the elevator components that may fail devices are guarding against and the elevator components that may fail
and cause the hazards. They did not consider the fact that for 90% of the elevator trips, the elevator is partially loaded (i. e. less than 45% of rated load) [5]. Therefore, if a brake failure occurs, the elevator will overspeed and crash in the up direction as shown in figure 4
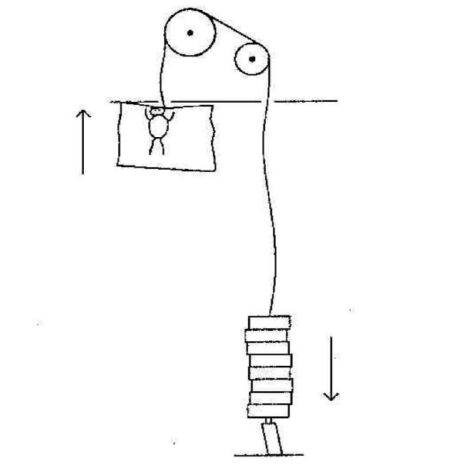 . .
Fig.4 Car overspeed UP
Until recently, elevator safety systems have not differed significantly from the early 1900' s designs. The problem arises because rulernaking committees and regulatory authorities are reluctant to require new safeguards when the technology has not been fully developed. Conversely, the elevator manufacturing industry cannot justify the product development expense for a new safety device with little marketability. This problem will be addressed in the following sections
RULES AND REGULATIONS
Several rulemaking committees and government safety authorities have addressed the deficiencies in the existing elevator regulations and have proposed revisions to the elevator safety codes.
The report from the American Society of Mechanical Engineers � A17 Mechanical Design Committee on "Cars ascending into the building overhead, "-dated September 1987, contained the types of failures that could result in elevators accelerating into overhead structure and an analysis of the possible solutions. In addition, a proposal to the A17. 1 Committee for a new code Rule 205. 6 was introduced as follows:
Rule 205. 6 ("Prevention of overspeeding car from striking the overhead structure') : All traction elevators shall be provided with a means to prevent an ascending car from striking the overhead structure. This rneans shall conform to the following requirements:
1.Prior to the time when the counterweight strikes its buffer, it shall reduce the speed of the car to the speed for which the counterweight buffer is designed.
2.It shall not develop an average retardation of the car in excess of 32.2 ft /s2 (9.81 m/s2) during the stopping phase.
3.1t shall be a mechanical means independent of the driving machine brake.
4.1t shall prevent overspeeding of the elevator system through the control of one or more of the following
a.counterweight
b.car
c.suspension or compensating rope system.
This proposed rule is currently under committee review, and consideration has been given to requiring protection to prevent the car from leaving the landing with the doors opened or unlocked.
Pennsylvania Bureau of Deep Mine Safety
An ascending elevator car accident occurred at a western Pennsylvania coal mine on February 4, 1987 and caused extensive structural damage and disabled the elevator for two months. Following this accident, the Pennsylvania. Bureau of Deep Mine Safety established an advisory committee to determine these devices that are available to provide ascending car overspeed protection for new and existing mine elevator installations.
The following four protective methods were determined to be feasible based on engineering principles or extensive mine testing.
1.Weight balancing (counterweight equals the empty car weight)
2.Counterweight safeties
3.Dynamic braking
4.Rope brake
The Pennsylvania Bureau of Deep Mine Safety has approved these four methods and has made ascending car overspeed protection mandatory on all existing counterweighted mine elevators.
Dynamic Braking
A second solution used in the United States mining industry is the application of passive dynamic braking to the elevator drive motor [6]. As mentioned earlier, most elevators use direct current drive motors that can perform as generators when lowering an overhauling load. Dynamic braking simply connects a resistive load across the motor armature to dissipate the electrical energy generated by the falling counterweight. The dynamic braking control can he designed to function when the main power is interrupted. Dynamic braking does not stop the elevator but limits the runaway speed in either direction; therefore, the buffers can safely stop the conveyance.
Rope Brake
A pneumatic rope brake that grips the suspension ropes and stops the elevator during emergency conditions has been developed by Bode Aufzugel [7]. This rope brake has been used in the Netherlands since August 12, 1957.
Case Study: Rope Brake Testing and Evaluatio
The first pneumatic rope brake was installed in the United States at a western Pennsylvania coal mine on September 8, 1989. The largest capacity Bode rope brake (model 580) was installed on this coal mine melevator. This rope brake installation was tested extensively by Mine Safety and Health Administration engineers from the Pittsburgh Safety and Health Technology Center. A summary of the findings will be presented in this study.
Function
The rope brake is a safety device to guard against overspeed in the upward and downward directions and to provide protection for uncontrolled elevator car movements
The rope brake is activated when the normal running speed is exceeded by 15%as a result of a mechanical drive, motor control system, or machine brake failure. The rope brake does not guard against free fall as a result of a break in the suspension ropes.
Standstill of the elevator car is also monitored by the rope brake system. If the elevator car moves more than 2 to 8 inches in either direction when the doors are open or not locked, the rope brake is activated and the control circuit interrupted. The rope brake control must be manually reset to restore normal operation.
The rope brake also provides jammed conveyance protection for elevators and friction driven hoists. If the elevator car does not move when the drive sheave is turning, the rope brake will set, and the elevator control circuit will be interrupted.
The rope brake control contains self-monitoring features. The rope brake is activated if a signal is not received from the pulse tachometer when the drive is running
The rope brake requires electrical power and air pressure to function properly. The rope brake sets if the control power is interrupted. When the power is restored, the rope brake will automatically release.
Typically, elevator braking systems are spring applied and electrically release. Therefore, no external energy source is needed to set the brake. The rope brake requires stored pressurized air to set the brake and stop the elevator. Therefore, monitoring of the air pressure is essential. If the working air pressure falls below a preset minimum, the motor armature current is interrupted, and the machine brake is set. When the air pressure is restored, the fault string is reset.
Pneumatic Design
The rope brake system is shown in figure 5. Starting from the air compressor tank, the pressurized air passes through a water separator and manual shut off valve to a check valve. The check valve was required to ensure the rope brake remains set even if an air leak develops in the compressed air supply. A pressure switch monitors for low air pressure at this point and will set the machine brake as mentioned earlier. The air supply is split after the check valve and goes to two independent magnetic two-way valves. The air supply is shut off (port A), while the magnetic valve coil is energized. When the magnetic valve coil is deenergized, the air supply is directed to the B port, which is open to the rope brake cylinder. The air pushes the piston inside the rope brake cylinder and forces a movable brake pad toward a stationary brake pad. The suspension ropes are clamped between the two brake pads. The rope brake is released by energizing the magnetic valve, which vents the pressurized rope brake cylinder to the atmosphere through a blowout silencer on port S.
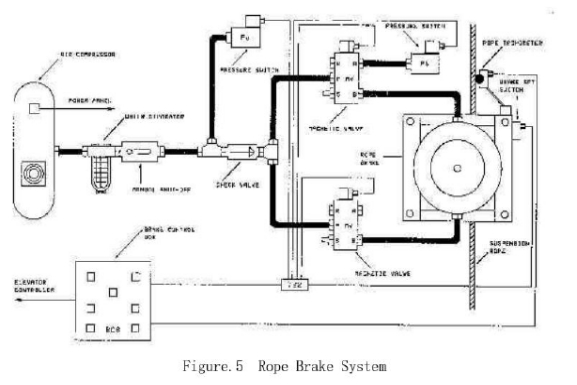
The force exerted on the suspension ropes equals the air pressure multiplied by the surface area of the piston. The rope brake model number 580 designates the diamoter of the brake cylinder in millimeters. This translates into 409. :36 in of surface area.. The working air pressure varies from 90 to 120 lbf/in2. The corresponding range of force applied to the suspension ropes is 36, 842 to 49, 123 lb. The force experienced by the ropes as they pass over the drive sheave under fully loaded conditions is about 34, 775 lb. Therefore, the ropes experience a 6 to 41% greater force during emergency conditions than normally encountered during full load operation.
Mechanical Modifications
Prior to testing, several mechanical modifications were required to protect the rope brake system from environmental and mechanical damage. The modifications also reduced the possibility and the undesirable effect of an air leak in the pneumatic system. The following modifications were included in the rope brake design:
1.The 200 lbf/in2 rated plastic air hose was replaced with 2, 000 lbflin2 rated metal braided hose with integral couplings.
2.The air hose compression fittings were replaced by stainless
steel threaded connectors.
3.All the electrical components were installed in protective
enclosures, and the wiring was installed in conduit.
4. A check valve was installed in the compressed air supply line to hold the rope in the applied position once it was set even if air pressure was lost in the air compressor tank.
5. The added check valve required an additional pressure switch to monitor the supply air pressure. The original pressure switch would not detect a. pressure loss in the air compressor tank when the check valve was installed. The contacts of the two pressure switches were installed in series.
Mechanical Testing
Tests were conducted to determine if the rope brake would operate reliably in the mining environment to provide ascending car overspeed protection.
First, accelerated mechanical testing was performed to determine if the braking system could withstand repeated operation without experiencing significant wear or failure. These tests were performed while the suspension ropes were stationary. This testing was conducted at both the mine site installation and in the laboratory.
Mine site testing was conducted every 4 hr. Mechanical counters were installed on both the machine brake and the rope brake to record the total number of operations for each brake. Every 4 hr, the number of times the machine brake had set during the previous 4 hr period was noted, and then, the rope brake was operated an equal number of times.
The mechanical testing concluded after 30 days of around the clock testing. The total number of rope brake operations was 3430. The temperature range varied from 25 to 83.
One of the rope brake components subjected to wear was the piston ring gasket. This gasket provides the air seal between the moving piston, which presses against the traveling brake pad, and the stationary cylinder. An overload test was conducted to determine the
integrity of this seal.
For the test, 8750 lb (125% of rated load) was loaded onto the car at the bottom of the shaft. Then, the rope brake was set, and the machine brake was disengaged. The air pressure was released from the air compressor tank, and the air pressure inside the rope brake cylinder was monitored. The load was successfully held stationary for 1 hr. The initial air pressure was 114 lbflin2, and after 1 hr, the pressure was 102 lbflin2. The pressured reduction may be attributed to an air leak through the check valve or past the piston ring gasket as a result of wear.
Laboratory mechanical tests were also performed on the rope brake in the Mine Electrical Systems Division laboratories located at. The Pittsburgh Safety and Health Technology Center. The testing was performed on the smaller Bode rope brake model 200. The rope brake system was positioned outside the laboratory building under an awning that allowed the brake system to be exposed to the outside air temperature and humidity but was protected from direct contact with the rain and snow. The rope brake was activated remotely by computer control. The computer was programmed to apply and then release the rope brake every 38 s and log the number of operations. The outside air temperature, relative humidity, and barometric pressure were also continuously recorded.
After 2 mo of testing and 146, 836 operations, the rope brake was disassembled and inspected for wear. The pneumatic. piston ring gasket exhibited minimal wear. Superficial rust was evident where the compressed air entered the rope brake and displaced the lubricant.
Over the 70 days of testing, the temperature ranged from 5 to 82, and the relative humidity varied from 25 to 100%. At times, thick
|
