|
ng">
 4.169KW 4.169KW
终卷时的功率P:
 
=0.636KW
1.3 电机功率
根据前面的传动卷筒的功率可知,始卷时的传动功率大,应按始卷时选择电动机的额定功率 。因卷取机交替工作,所以 。因卷取机交替工作,所以
 =0.7×4.169=2.918 =0.7×4.169=2.918
据此选择 =90 =90
因此查资料(4)选择Y系列三相异步电机Y132M1-6
1.4 传动比和额定转速
卷筒电机的额定转速必须与卷取计算转速相适应,计算转速 由 由
 ( ( ,式12-10)决定 ,式12-10)决定
式中  ――最大卷取速度,0.5 ――最大卷取速度,0.5  ; ;
 ――最大带卷半径,0.616 ――最大带卷半径,0.616  。 。
∴ 7.755 7.755  。 。
所选电动机的额定转矩 =76.395+1161+0.85=1238.25 =76.395+1161+0.85=1238.25  ・ ・
额定转速由公式 得 得
nεr=30.86 , ,
因此需要减速机,其转速比 ( ( ,式12-11) ,式12-11)
 =3.98 =3.98
2 传动计算
2.1 确定计算功率Pca
工作情况系数KA=1.6,故
Pca=KAP=1.6*4kw=6.4kw
2.2 选择V带的带型
根据Pca,n1由图8-10选用A型
2.3 确定带轮的基准直径dd并验算带速v
1) 初选小带轮的基准直径dd1.由表8-6和表8-8,取小带轮的基准直径dd1=140mm
2) 验算带速v。按式(8-13)验算带的速度
=7.3m/s
因为5m/s<v<30m/s,故带速合适。
3) 计算大带轮的基准直径。根据式(8-15a),计算大带轮的基准直径dd2
d�d2=idd1140×4mm=560mm
根据表8-8,圆整为dd2=560mm
2.4 确定V带的中心距a和基准长度Ld
1) 根据式(8-20),初定中心距a0=500mm
2) 由式(8-22)计算带所需的基准长度
=2187.2mm
选带的基准长度Ld=2240mm。
3)按式(8-23)计算实际中心距a。
=526.4mm
2.5 验算小带轮上的包角α1
2.6 计算带的根数z
1) 计算单根V带的额定功率Pr。
由dd1=140mm和n1=960r/min,查表8-4a得
P0=1.62kw。
根据n1=960r/min,i=4和A型带,查表8-4b得
ΔP0=0.11kw
查表8-5得
Kα=0.88,
表8-2得
KL=1.06,于是
Pr=(P0+ΔP0)KαKL
=(1.62+0.11)×0.88×1.06
=1.6137kw
2) 计算V带的根数z。

=6.4/1.6137=3.965
因此,取4根。
2.7 计算单根V带的初拉力的最小值(F0)min
由表8-3得A型带的单位长度质量q=0.1kg/m,所以

=215.28N
2.8 计算压轴力Fp
压轴力的最小值为
=2×4×215.28×sin(134.28/2)
=1587N
3 卷筒计算
3.3 卷筒直径的确定
对于冷轧带材卷取机,卷筒直径的选择一般一般以卷取过程中内层带材不产生塑性变形为设计原则。按照弹性弯曲理论,卷筒直径与被卷带材的厚度及机械性能之间应满足以下关系:
式中  ――卷取温度下带材的屈服极限, ――卷取温度下带材的屈服极限, ; ;
 ――带材的弹性模量, ――带材的弹性模量, ; ;
 ――带材的最大厚度, ――带材的最大厚度, ; ;
另外,由于受到卷筒强度和作业线工序互相衔接的限制,卷筒直径不宜取得过大或过小。由经验公式
得

故取
3.4 受力分析
武钢连续退火机组生产的带材和卷取机卷筒材料的弹性模量、泊松比系数相当,将连续饶在卷筒上的带材和卷筒看成一个厚壁圆筒,采用John Grase计算公式(2.1)来进行带卷对卷筒的径向压力计算
   (2.1) (2.1)
式中, 为带卷对卷筒的径向压力,单位 为带卷对卷筒的径向压力,单位 ; ;
 为单位张力,单位 为单位张力,单位 ; ;
 为带卷外半径,单位 为带卷外半径,单位 ; ;
 为卷筒当量内半径,单位 为卷筒当量内半径,单位 ; ;
 为卷筒外半径,单位 为卷筒外半径,单位 。 。
假设:卷筒工作时处于自锁状态;带层间的摩擦力影响卷筒的径向压力;忽略带钢弯曲的影响;卷筒长度上的径向压力均匀分布,并是带层间压力的总和(考虑压力修正系数K)。对公式(4.1)进行推导、简化,最终得到比较简单而又符合实际的径向压力计算公式(2.2)
 (2.2) (2.2)
其中,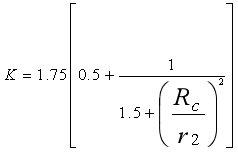 (2.3) (2.3)
式中 为摩擦因数。 为摩擦因数。
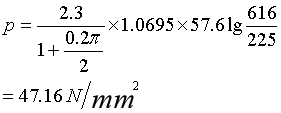
计算:对于连续退火机组,取 =0.15;带卷外半径 =0.15;带卷外半径 =616 =616 ;卷筒外半径取卷筒工作半径 ;卷筒外半径取卷筒工作半径 =225 =225 ;带钢厚度(取最大) ;带钢厚度(取最大) =2.5 =2.5 ;带钢宽度 ;带钢宽度 =1250 =1250 。 。

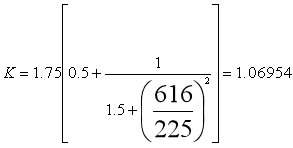
代入(2.2)可得
, 1电动机运动参数
1.1 卷取张力的选择
卷取机在卷绕带钢时,必须具有一定的卷曲张力。卷曲张力值大小取决于卷曲机工作状态和产品规格。不合适的张力数值会直接影响产品质量。过大的卷取张力数值会影响产品内部金相组织,以及使设备电机容量增大;反之,过小的卷取张力数值亦会影响产品质量以及出现带钢跑偏。可见,卷曲张力数值过大或过小,均会直接影响到卷取机正常工作。因此,张力数值应该慎重。
卷曲张力T由公式 , ,
其中 ――单位张力, ――单位张力, ; ;
 ――带钢厚度,2.5 ――带钢厚度,2.5 ; ;
 ――带钢宽度,1300 ――带钢宽度,1300 ; ;
(1) 对于连续机组, 可按下表选取( 可按下表选取( ,表2-3) ,表2-3)
表中 为带钢屈服极限, 为带钢屈服极限,
表3-1 连续机组采用的单位张力 值 值
|
机组名称
|
 , ,
|
|
酸洗机组
|
0.03~0.05
|
|
退火机组
|
0.03~0.06
|
|
准备机组
|
0.03~0.05
|
|
张力矫直机组
|
0.06~10.5
|
(2)对于连续机组的单位张力值 还可按下列经验公式计算: 还可按下列经验公式计算:
 ( ( ,公式2-2) ,公式2-2)
式中 ――带钢厚度, ――带钢厚度, ; ;
 ――带钢的屈服极限, ――带钢的屈服极限, ; ;
 ――系数,由卷取机工作情况来决定,即不同机组有不同数值,按下表选取。表2-4) ――系数,由卷取机工作情况来决定,即不同机组有不同数值,按下表选取。表2-4)
表3-2 由卷取机工作情况决定的系数 值 值
|
机组名称
|
 值 值
|
|
机组名称
|
 值 值
|
|
重卷机组
|
0.5
|
电解清洗机组
|
0.2
|
|
电镀机组
|
0.5
|
纵切机组
|
0.6
|
|
连续退火机组
|
0.5
|
张力矫直机组
|
0.8
|
由(1)选取的单位张力 =0.06 =0.06 , , =235 =235
∴  =0.06×600=36 =0.06×600=36 
由(2)选取的单位张力 =0.5×(0.14×2.5+0.02×2.52)×600 =0.5×(0.14×2.5+0.02×2.52)×600
∴  =142.5 =142.5 
或者  =0.5×(0.33×2.5+0.02×2.52)×600 =0.5×(0.33×2.5+0.02×2.52)×600
∴  =285 =285 
故选择 =142.5 =142.5 
∴卷取张力 =142.5×1.3×2.5=463 =142.5×1.3×2.5=463 
1.2 传动功率计算
按卷筒上静力矩来决定电动机功率
卷筒上静力矩为
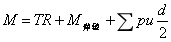 ( ( ,2-145) ,2-145)
其中
(1) ――形成带钢张力所需的力矩,设为 ――形成带钢张力所需的力矩,设为
式中: ――带钢卷取张力,18800 ――带钢卷取张力,18800 
" >
 ――钢卷半径(在始卷时等于卷筒半径,终卷时等于钢卷半径); ――钢卷半径(在始卷时等于卷筒半径,终卷时等于钢卷半径);
始卷时: =0.165 m, =0.165 m,  =463000 =463000  , ,
∴ = = =0.165×463000=76.395 =0.165×463000=76.395  ・ ・
终卷时: =0.616 m, =0.616 m,  =463000 =463000  , ,
∴ = = =0.616×463000=285.208 =0.616×463000=285.208  ・ ・
(2) ――弯曲被卷取带钢所需的弹塑性力矩,设为 ――弯曲被卷取带钢所需的弹塑性力矩,设为 。 。
其值可按公式

=
= ( ( 式1-26) 式1-26)
决定。
其中, , , 为带钢弹性模量; 为带钢弹性模量;
式中: =600 =600  , , =210 =210  。 。
∴始卷时: =0.942 =0.942  , ,
 = = = = =1161 =1161  ・ ・ , ,
终卷时: =3.52 =3.52 , ,
 = = = = =413.374 =413.374  ・ ・
(3) ――卷筒轴承中的摩擦力矩,设为 ――卷筒轴承中的摩擦力矩,设为
式中 ――包括卷筒自重,带卷重及卷取张力在卷筒轴承处所引起的反力, ――包括卷筒自重,带卷重及卷取张力在卷筒轴承处所引起的反力, , ,
 ――卷筒轴承的摩擦系数,0.0025; ――卷筒轴承的摩擦系数,0.0025;
 ――卷筒轴承直径,210 ――卷筒轴承直径,210 ; ;
卷筒自重 =2000 =2000  ,带卷重 ,带卷重 =10000 =10000  ,卷筒受力如下图: ,卷筒受力如下图:

图3-1 卷筒受力图
始卷时:因 则 则
 = = = = =2000 =2000 
终卷时: = = + +
由图3-1,得
∴
=
=15930
∴始卷时: =2000×0.0025× =2000×0.0025× =0.85 =0.85  ・ ・
终卷时: =15930×0.0025× =15930×0.0025× =6.77 =6.77  ・ ・
(4)驱动卷取机卷筒的功率P由 ( ( ,式2-146) ,式2-146)
决定
式中  ――卷取机带材的线速度,0.5 ――卷取机带材的线速度,0.5  ; ;
∴始卷时的功率P:
  全套毕业设计论文现成成品资料请咨询微信号:biyezuopinvvp QQ:1015083682
返回首页
如转载请注明来源于www.biyezuopin.vip 全套毕业设计论文现成成品资料请咨询微信号:biyezuopinvvp QQ:1015083682
返回首页
如转载请注明来源于www.biyezuopin.vip
|
