; font-size: 10.5pt; -ms-text-justify: inter-ideograph;'>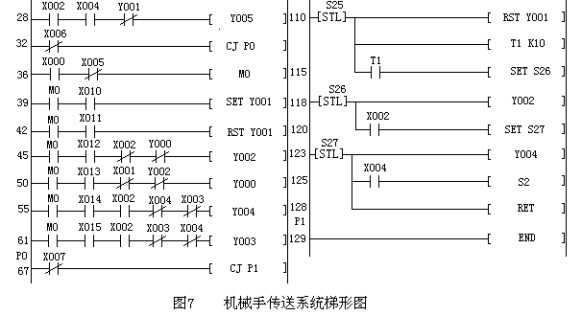
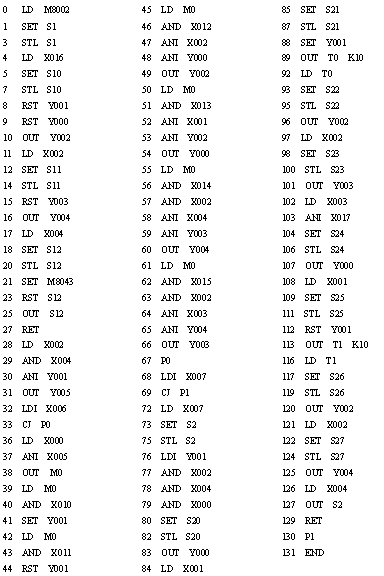
8、指令语句表
, PLC控制机械手设计
机械手电气控制系统,除了有多工步特点之外,还要求有连续控制和手动控制等操作方式。工作方式的选择可以很方便地在操作面板上表示出来。当旋钮打向回原点时,系统自动地回到左上角位置待命。当旋钮打向自动时,系统自动完成各工步操作,且循环动作。当旋钮打向手动时,每一工步都要按下该工步按钮才能实现。以下是设计该机械手控制程序的步骤和方法。
1、机械手传送工件系统示意图,如图1所示。
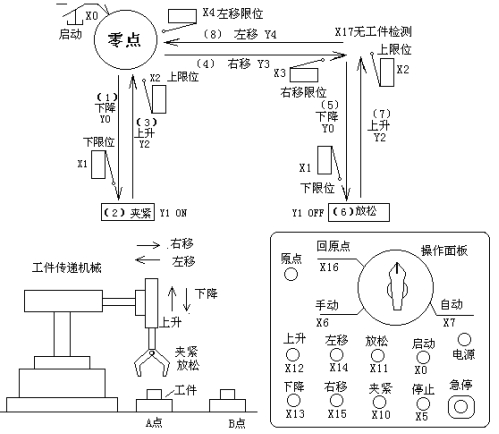
图1 机械手传送示意及操作面板图
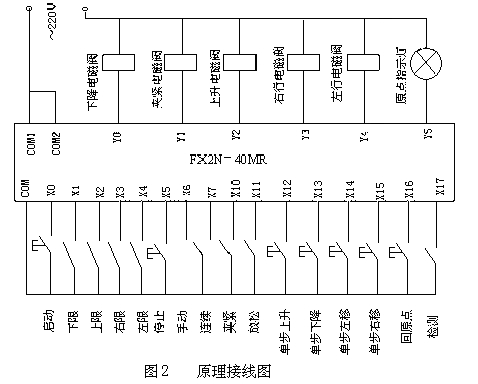
2、输入和输出点分配表及原理接线图
表1 机械手传送系统输入和输出点分配表
|
名 称
|
代号
|
输入
|
名 称
|
代号
|
输入
|
名 称
|
代号
|
输出
|
|
启动
|
SB1
|
X0
|
夹紧
|
SB5
|
X10
|
电磁阀下降
|
YV1
|
Y0
|
|
下限行程
|
SQ1
|
X1
|
放松
|
SB6
|
X11
|
电磁阀夹紧
|
YV2
|
Y1
|
|
上限行程
|
SQ2
|
X2
|
单步上升
|
SB7
|
X12
|
电磁阀上升
|
YV3
|
Y2
|
|
右限行程
|
SQ3
|
X3
|
单步下降
|
SB8
|
X13
|
电磁阀右行
|
YV4
|
Y3
|
|
左限行程
|
SQ4
|
X4
|
单步左移
|
SB9
|
X14
|
电磁阀左行
|
YV5
|
Y4
|
|
停止
|
SB2
|
X5
|
单步右移
|
SB10
|
X15
|
原点指示
|
EL
|
Y5
|
|
手动操作
|
SB3
|
X6
|
回原点
|
SB11
|
X16
|
|
|
|
|
连续操作
|
SB4
|
X7
|
工件检测
|
SQ5
|
X17
|
|
|
|
3、操作系统
操作系统包括回原点程序,手动单步操作程序和自动连续操作程序,如图3所示。
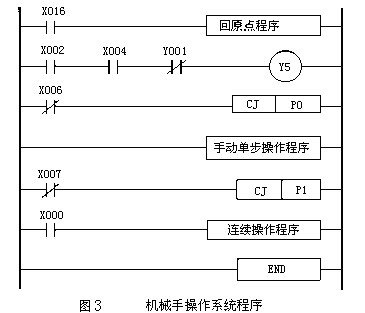
其原理是:
把旋钮置于回原点,X16接通,系统自动回原点,Y5驱动指示灯亮。再把旋钮置于手动,则X6接通,其常闭触头打开,程序不跳转(CJ为一跳转指令,如果CJ驱动,则跳到指针P所指P0处),执行手动程序。之后,由于X7常闭触点,当执行CJ指令时,跳转到P1所指的结束位置。如果旋钮置于自动位置,(既X6常闭闭合、X7常闭打开)则程序执行时跳过手动程序,直接执行自动程序。
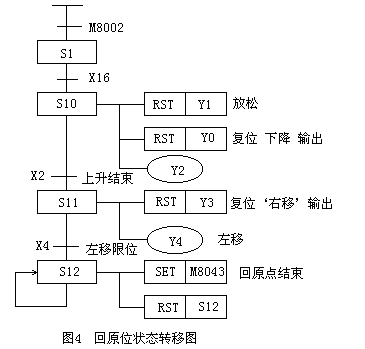
4、回原位程序
回原位程序如图4所示。用S10~S12作回零操作元件。应注意,当用S10~S19作回零操作时,在最后状态中在自我复位前应使特殊继电器M8043置1。
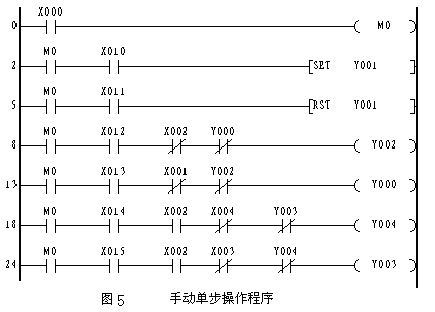
5、手动单步操作程序
如图5所示。图中上升/下降,左移/右移都有联锁和限位保护。
6、自动操作程序
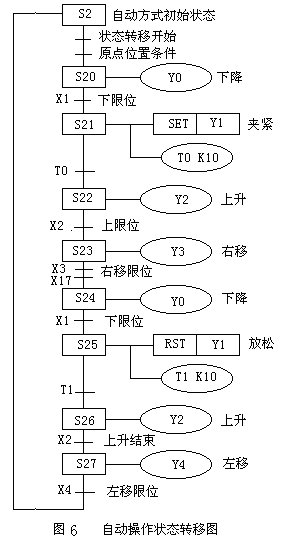 自动操作状态转移见图6所示。当机械手处于原位时,按启动X0接通,状态转移到S20,驱动下降Y0,当到达下限位使行程开关X1接通,状态转移到S21,而S20自动复位。S21驱动Y1置位,延时1秒,以使电磁力达到最大夹紧力。当T0接通,状态转移到S22,驱动Y2上升,当上升到达最高位,X2接通,状态转移到S23。S23驱动Y3右移。
自动操作状态转移见图6所示。当机械手处于原位时,按启动X0接通,状态转移到S20,驱动下降Y0,当到达下限位使行程开关X1接通,状态转移到S21,而S20自动复位。S21驱动Y1置位,延时1秒,以使电磁力达到最大夹紧力。当T0接通,状态转移到S22,驱动Y2上升,当上升到达最高位,X2接通,状态转移到S23。S23驱动Y3右移。
移到最右位,X3接通,状态转移到S24下降。下降到最低位,X1接通,电磁铁放松。为了使电磁力完全失掉,延时1秒。延时时间到,T1接通,状态转移到S26上升。上升到最高位,X2接通,状态转移到S27左移。左移到最左位,使X4接通,返回初始状态,再开始第二次循环动作。
在编写状态转移图时注意各状态元件只能使用一次,但它驱动的线圈,却可以使用多次,但两者不能出现在连续位置上。因此步进顺控的编程,比起用基本指令编程较为容易,可读性较强。
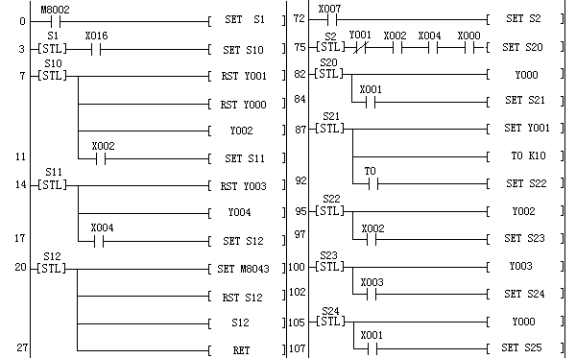
7、机械手传送系统梯形图
如图7所示。图中从第0行到第27行为回原位状态程序。从第28行到第66行,为手动单步操作程序。从第67行到第129行为自动操作程序。这三部分程序(又称为模块)是图3的操作系统运行的。
回原位程序和自动操作程序。是用步进顺控方式编程。在各步进顺控末行,都以RET结束本步进顺控程序块。但两者又有不同。回原位程序不能自动返回初始态S1。而自动操作程序能自动返回初态S2。