tify; font-family: Wingdings; font-size: 10.5pt; -ms-text-justify: inter-ideograph;">
(3)当在回流段时,在达到210℃时稳定一定时间,此时功率由
解得,W=5.5480w,持续时间t3=0.368s
(4)当回流段结束,铺展基本完成,可以设置功率为0.
工艺验证实验设计
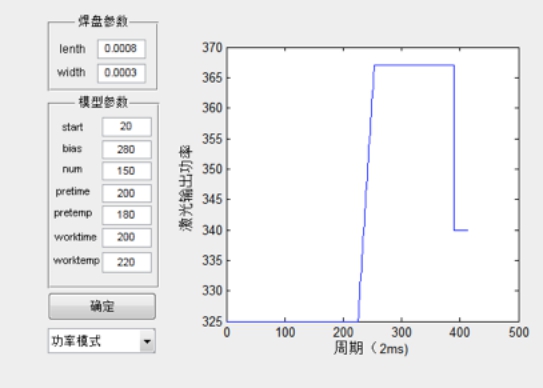
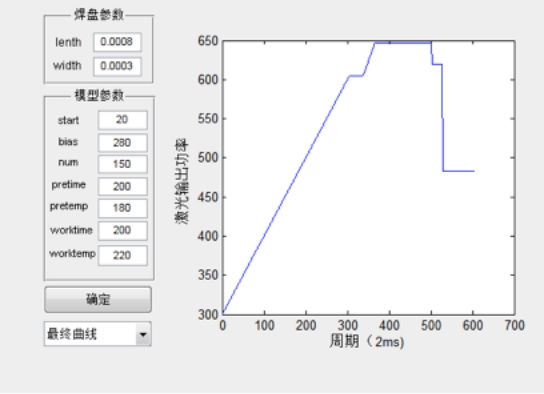
预设实验功率设定:
W1=5.18w,t1=324ms
W2=4.62w,t2=486ms
W3=5.55W,t3=368ms
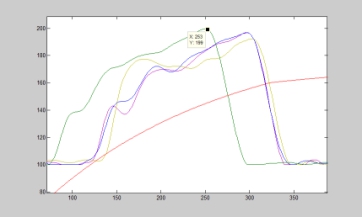
仿真结果
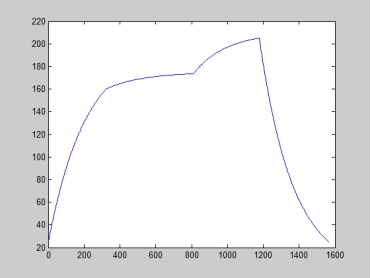
现实实验结果为:
采用当前功率和照射时间,得到焊点效果良好,焊接30个点良好,有2个点轻微起球,良品率为93.3%,实验温度曲线汇总为

实验结论:实验焊接效果良好,温度曲线趋势一致,最大稳态值一致,可以认为模型具有较大程度的有效性,优化工艺参数算法有效
激光焊接优化参数方法改进
l 由于当前设定方法起始功率较高,因此需要对初始阶段进行划分,将预热段时间分为两部分:
1. 第一部分简化为一个每个控制周期+1的过程,时间长度大于或等于原始预热段时间长度,产生两个控制量start_CURRENT(减小该量即增加起始阶段功率上升时间)和bias_CURRENT(该量是由于为了消除周边工作环境扰动造成的散热过快时激光功率不足对初始阶段功率进行整体性上抬,也可以调节由于激光机衰减的功率不足)
2. 第二部分还是优化参数设计的功率,时间长度为原来的一半
l 在优化参数工艺结束同时,嫁接上温度反馈控制部分,温度反馈部分分两段,预热段和工作段,第一段完成有功率控制向温度反馈控制的过渡,第二段作为提升焊点焊接效果控制,可以增加焊点爬升高度和焊点光滑度。
对比工艺曲线
优化参数工艺曲线
改进后的工艺曲线
, 激光焊接过程详细文档
激光焊接过程模型
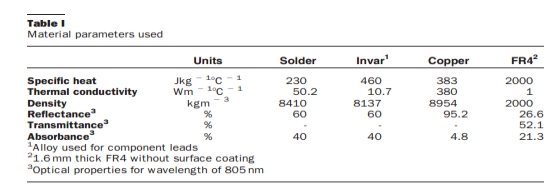
采用Sn64Bi35Ag1焊膏
|
C1=230J/kg.℃
|
焊膏未熔化前比热容
|
|
C2=200J/kg.℃
|
熔化合金比热容
|
|
C3=190J/kg.℃(估计值)
|
凝固合金比热容
|
|
C4=230J/kg.℃
|
焊盘比热容
|
|
m=8.4e-6(密度8410kg/m^3)
|
焊膏质量
|
|
TB=25℃
|
环境温度(25℃)
|
|
S=2e-6(变化范围)m^2
|
焊膏面积
|
|
klaser
|
激光功率损耗率
|
|
Kshape=23暂定,变化范围20~25)
|
焊膏传导热几何系数
|
|
Knn=401w/m^2℃
|
焊膏热传导系数
|
|
hf=10w/m^2
|
对流热系数
|
|
W w(瓦特)
|
工作段激光照射功率
|
|
w w(瓦特)
|
保温段激光照射功率
|
|
Tmelt=180℃
|
焊膏熔点温度
|
|
Ttop℃
|
焊接过程中达到的最高温度
|
|
Tsold℃
|
保温段稳定温度
|
|
T s
|
焊接处温度
|
|
t1 s
|
焊膏熔化所需时间
|
|
t2 s
|
焊膏合金熔化保持时间
|
|
Kmelt1=1wm^2/kg
|
熔化时间系数
|
|
Kmelt2
|
凝固时间系数
|
|
p1、p2、p3、p4、p5
|
公式计算代替式
|
|
q1、q2、q3、q4、q5
|
公式计算代替式
|
|
Qmelt J
|
焊膏熔化所需热量
|
公式推导:
① 当焊膏未熔化时(T<Tmelt),此时激光照射使得焊膏与引脚温度上升

对等式两边微分得:

T(0)=TB(焊盘初始温度为室温TB)

令该式为:

解方程得到:

② 当T=Tmelt时,即此时焊膏开始熔化,焊接温度保持不变
令焊膏熔化吸热Qmelt,是一个与焊膏成正比的常值,此时熔化过程时间可以近似为:

③ 当焊膏完成熔化过程,形成熔融态合金时,此时T(0)=Tmelt,满足公式为:
 将等式两边微分得到:
将等式两边微分得到:

T(0)=Tmelt(焊盘初始温度为熔化结束温度Tmelt)

同理令该式为:
解方程得到:
 ,令加热时间为达到最高温度Ttop
,令加热时间为达到最高温度Ttop
④ 当工作段加热结束后,开始保温段,此时功率为w,当Ttop>T>Tmelt时,同理依据以上公式推导得到:

等式两边同时微分的到:

T(0)=Ttop同理令该式为:

解方程得到:

得到保温段稳定温度Tsold
⑤ 当完成保温段时,开始散热,此时激光功率为0,当Tmelt<T<Tsold时

等式两边同时微分的到:
T(0)=Tsold同理令该式为:
解方程得到:

⑥ 当T=Tmelt时,此时合金有熔融态开始凝固,所需散热量与开始熔化系热量基本一致,所需热量为Qmelt,所需时间为t2,由于散热与散热面积有关,散热时间可以近似为:

⑦ 当凝固过程结束时,开始正常散热,此时焊膏热容近似为纯金属比热容,此时重复④过程,
同理可得


激光推导细化:
第一部分:激光热量来源
 ,这一部分决定了激光上升速度,
,这一部分决定了激光上升速度,
此处的W*klaser是指激光吸收率
第二部分:能量消耗部分
热传导消耗:

焊膏与空气对流传热:

热辐射损耗,本部分经近似运算,可以忽略不计
第三部分:使得材料温度上升部分

其中,m是材料质量,C是比热容
总的温度与时间关系为:
假设没阶段初始温度为Ts(i)
可以的到:

其中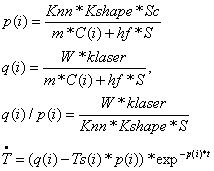
激光焊接工艺参数设计详细推导
(1)在预热段,使用适中上升速率
CURRENT=750,上升速率过慢,助焊剂未达到活性区
CURRENT=1500,上升速率过快,产生大量飞溅
CURRENT=1000,上升速度适合,大约为初始上升速度与160℃时上升速度的平均值为450~550℃/S(当采用PD控制时,可以使得直线上升速度为500℃/S),采用此时上升速率作为预热上升速率v,这里的v也是估算值。
当T(t)=Tmelt-10为预热终止温度时,满足


当采用1mmx2mm镀锡焊盘时,此时从模型上仿真可以看到上升速度过慢,因此设定W=5.18w时,上升时间可以依据仿真数据得到t1=324ms,满足适当的上升速率,因此,最佳功率为W=5.1863W,t1=0.324=324ms。
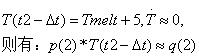
(2)当在活性段时,需要使得温度保持在熔点以上少许,保证焊膏熔化,并且铺展,此时使得温度保持在175℃,持续一定时间,时间大约为预热时间的1.5倍(通过标准焊接参数预估,可以为1~2倍之间,该时间与焊盘面积有关)
 ,此时,取t2=1.5*t1,保持在175摄氏度,即为Tmelt+5:此时上升速率0<=T’<<500℃/s.
,此时,取t2=1.5*t1,保持在175摄氏度,即为Tmelt+5:此时上升速率0<=T’<<500℃/s.
得到:
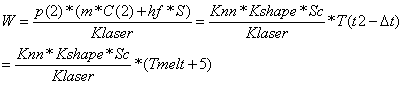
解得,W=4.6233w,持续时间t2=0.486s
全套毕业设计论文现成成品资料请咨询
