直列四缸发动机曲轴设计
摘 要
此次毕业设计的任务是对直列四拐发动机曲轴零件的机械加工工艺、夹具的设计。在零件的加工过程中,工艺规程的合理性和夹具的使用方便性直接关系到了产品的质量和生产效率。所以在进行工艺规程设计时,应在保证加工质量情况下着重考虑如何减少加工时间,而在夹具设计过程中,在保证定位正确的情况下保证夹具的方便性和机动性。
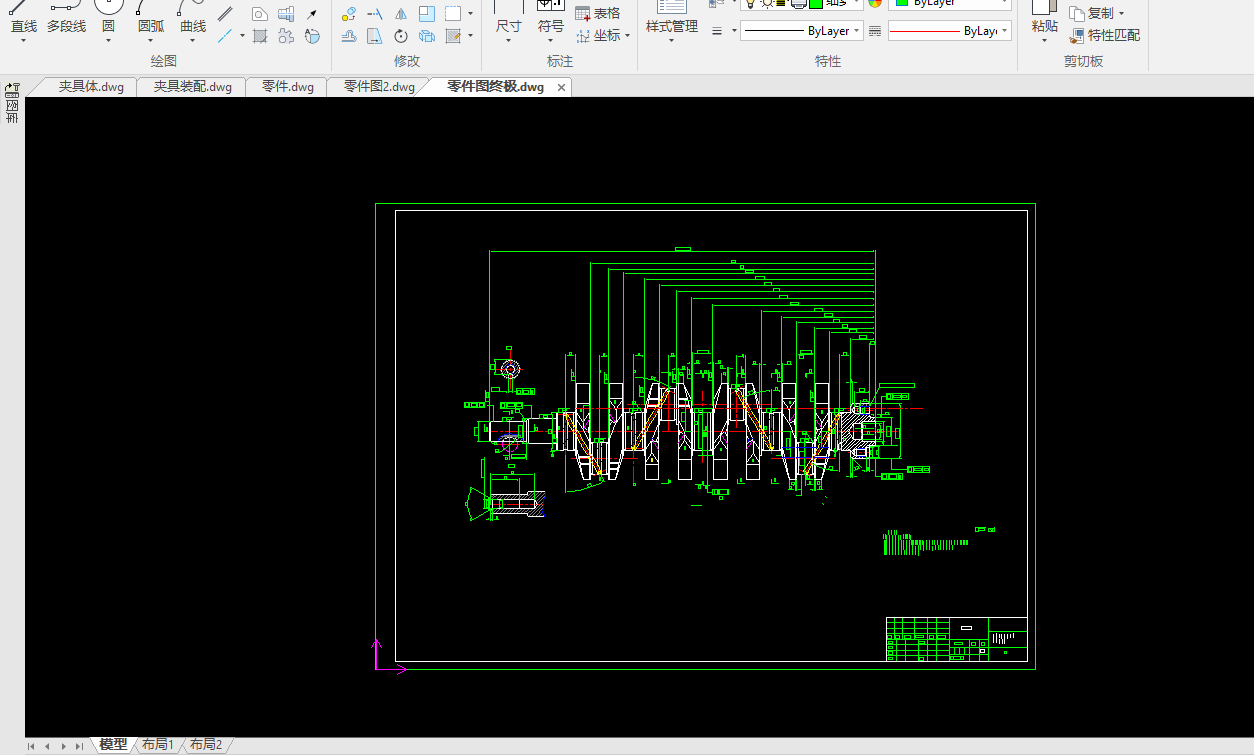
曲轴的工艺规程设计主要要考虑到的是各轴颈的尺寸精度和位置精度有较高要求。如各轴颈的表面粗糙度为Ra0.8、表面圆度为0.015和圆柱度为0.02/100等。这就使得加工步骤得细分为粗车、半精车、粗磨和精磨四个工序才可以加工出合格的表面。又如中间三个主轴颈有相对应两端轴颈为0.03mm的圆跳动要求,这就使得加工这三个主轴颈时必须以加工两端主轴颈的定位基准进行定位。对于轴向尺寸加工,则应该先加工出主要定位基准,再以此为基准加工其他尺寸。如先加工出第五主轴颈,再以第五轴颈的左端面为基准进行加工左边的轴向尺寸。由于曲轴的动平衡性能直接影响了发动机装配运行时的噪声性能和整体平稳性能,且对一个轿车的舒适性有很大的影响,所以在所有加工都完成后还得加上一步动平衡试验,并标记和去除影响不平衡的重量。只有一步步的精确合格的加工,才能产出最后的优秀产品。
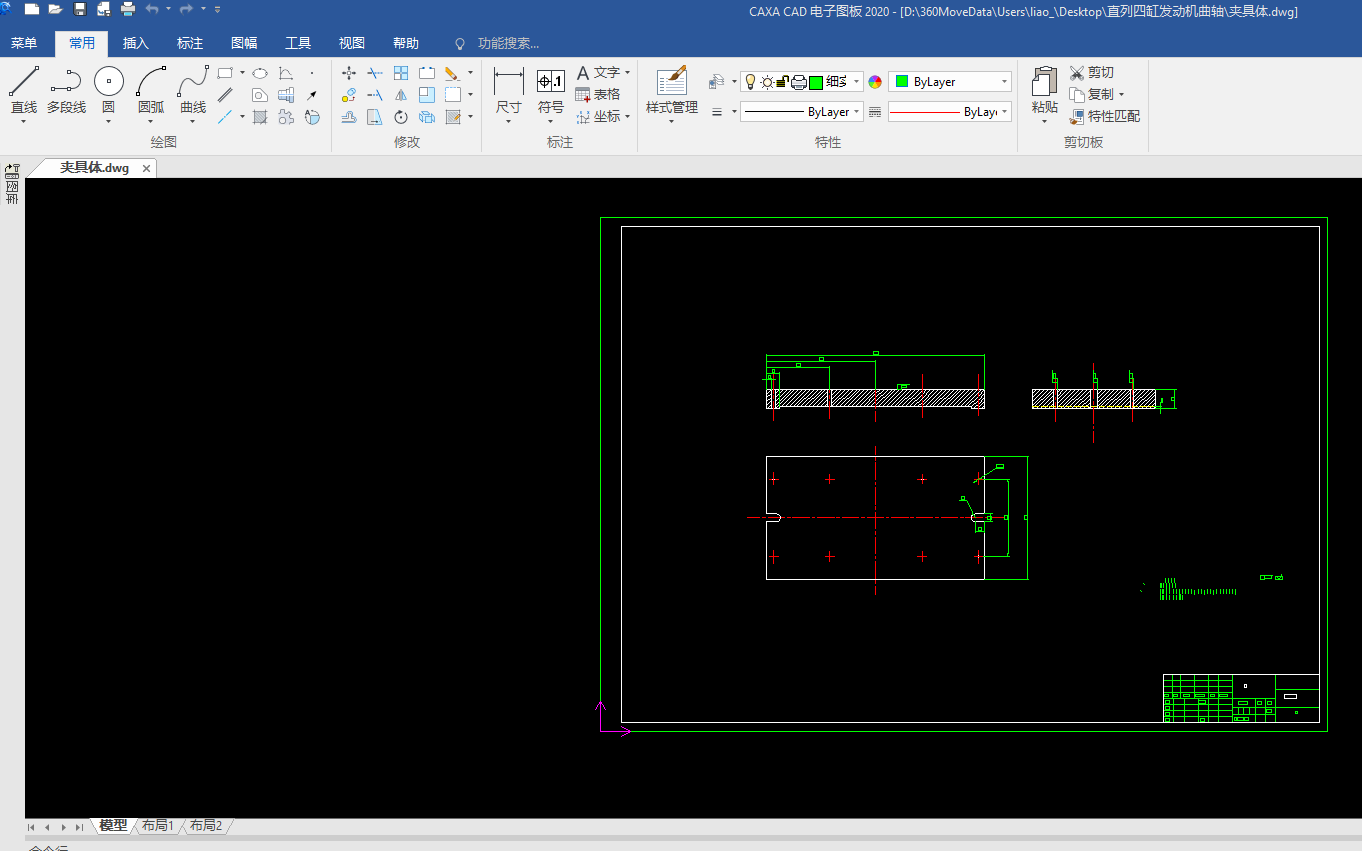
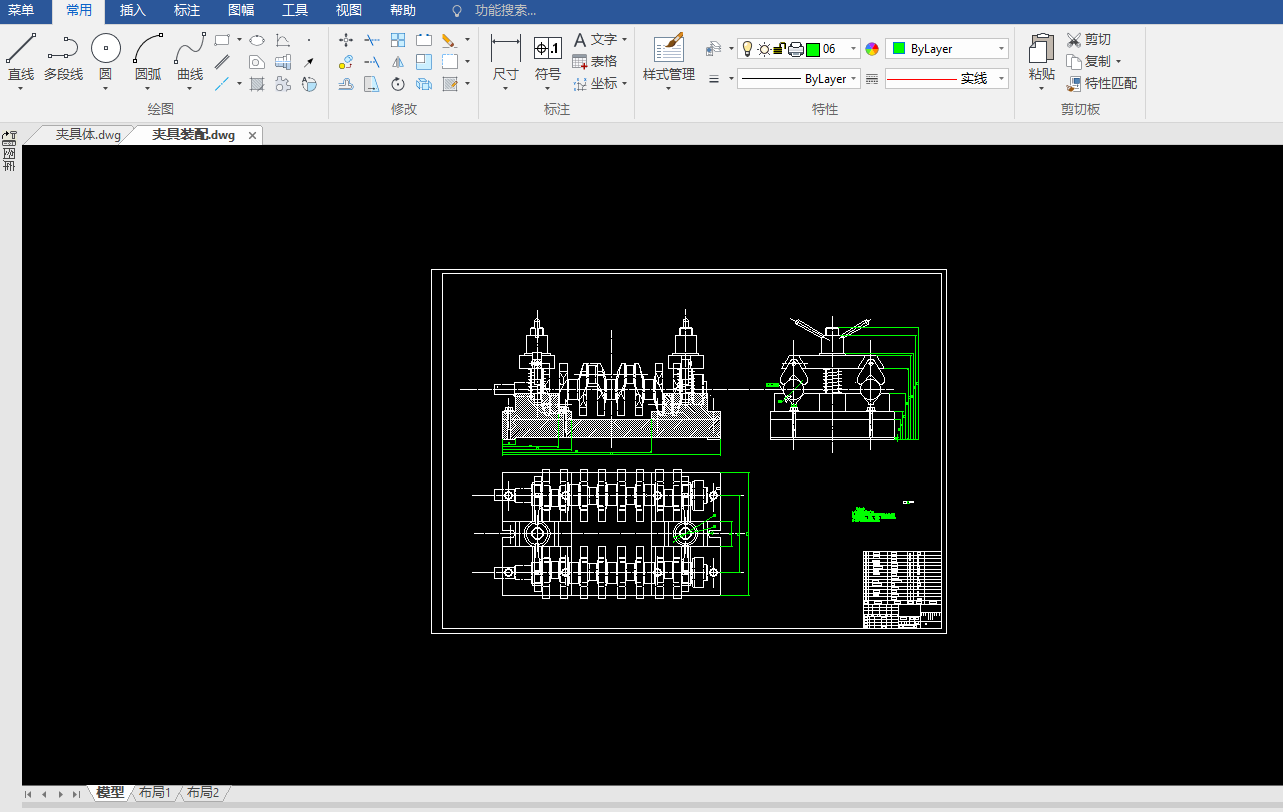
在进行曲轴的夹具设计过程中,我选择的是半精铣键槽的夹具,加工时的径向定位主要以V形块和支承板进行定位,而轴向则用六角圆柱销来定位,最后通过一块整体的压板进行夹紧。在确定刀具的正确位置时,是以对刀块和塞尺进行对刀的。整个夹具对定位元件的安排紧凑合理,夹紧装置有效、安全、装卸快速。
关键词:定位基准;工序尺寸;切削用量
ABSTRACT
This tack of the graduated design is to design the machining process and the fixture of inline four-cylinder engine crankshaft During the process of part,, the technological procedure rationality and fixtures ease of using is directly related to product quality and production efficiency. So during process planning, we have to consider how to reduce processing time when the quality is under controlling. When the fixture is in correct posit- ion, must ensure the convenience and the fiexibility of the fixture in the fixture design process.
During the process planning of Crankshaft, we take into account the requirements of a higher dimensional accuracy and positional accuracy of the journal, such as the surface roughness of each journal for Ra0.8mm, surface roundness 0.015mm and cylindricity 0.02/100, etc. For processed surface of qualified, the processing steps have to be broken down for roughing, semi-finish turning, rough grinding and fine grinding four process- es. Another example is the middle the three main journals corresponding to both ends of the journals requirements for 0.03mm of round beating. Which makes the processing of the three main journals, must be processsed at both ends of the spindles neck locating datum for positioning. For the axial dimension processed, should be processed mainly localized basis, and then as a benchmark process other dimensions. For example,we process the fifth spindle neck fist, then process the left of the axial dimension as a benchmark with the left side of the fifth journal. As the crankshaft balancing performance directly affects the noise performance of the engine assembly operation and the overall smooth performance, and has a great influence to the comfort of a sedan. So must be a balancing test after all processing is completed and remove the weight of the impact of the imbalance. Only a step-by-step processing of the exact qualified can output the final outstanding products.
During the fixture design process of the crankshaft, I chose a semi-fine milling key way fixture. The radial positioning locates with a V-shaped block and bearing plates when processing. The axial locates with a cylinderical. Finally, clamp with a whole plate. Determining the correct position of the tool is based on the knife block and feeler. The entire fixture is compact and reasonable arrangement of the positioning elements, clamping device is effective, safe, fast loading and unloading.
Keywords:The Locating Datum, Process Dimension, Cutting Amuout
目 录
第一章 绪 论
第二章 零件分析
2.1 零件的作用
2.2 零件的工艺分析
第三章 工艺规程设计
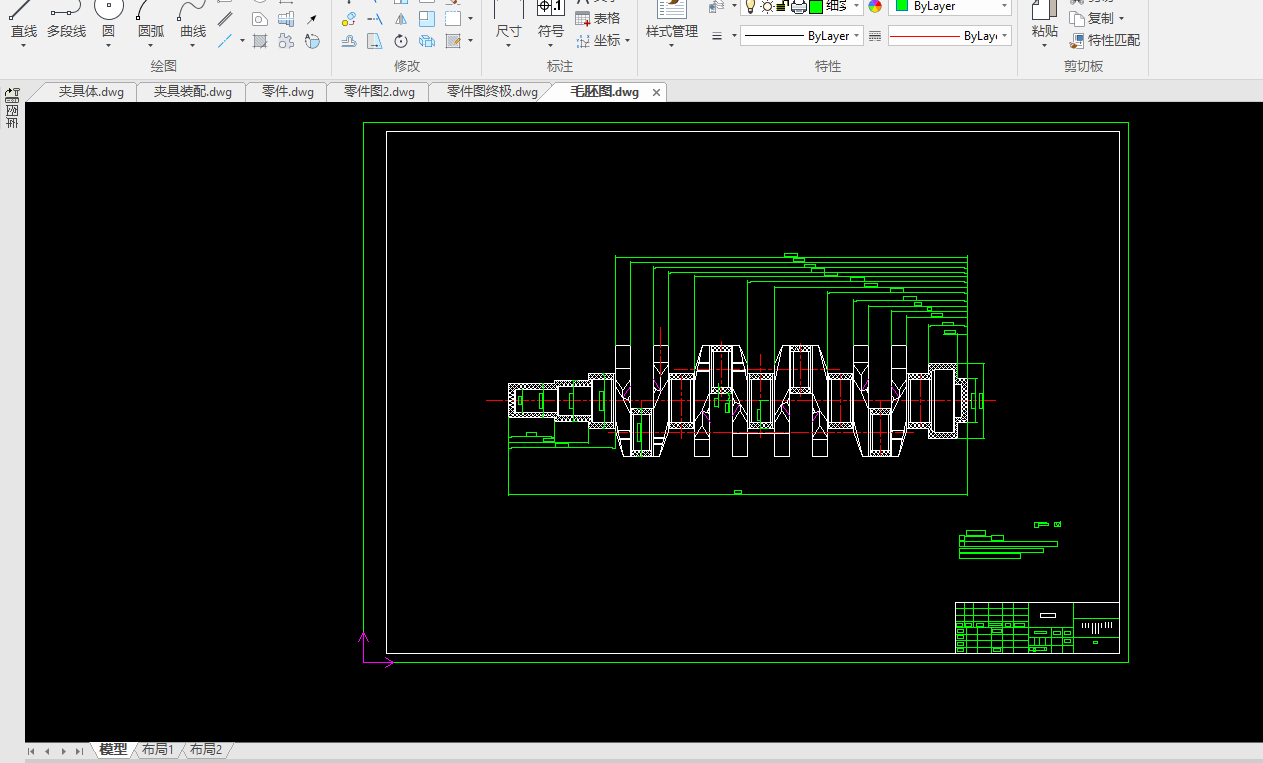
3.1 确定毛坯的制造形式
3.2 基准面的选择
3.3 工艺路线的拟定
3.4 机械加工余量、工序尺寸及毛坯尺寸的确定
3.5 确定主要工序的切削用量及基本工时
3.6 确定切削用量
第四章 专用夹具设计
4.1 设计主旨
4.2 需要解决的主要问题
4.2.1 形状复杂
4.2.2 刚性差
4.2.3 技术要求高
4.3 确定夹具设计方案
4.4夹紧力的计算
4.5 夹具的定位精度分析
第五章 结束语
参 考 文 献
致 谢