摘 要
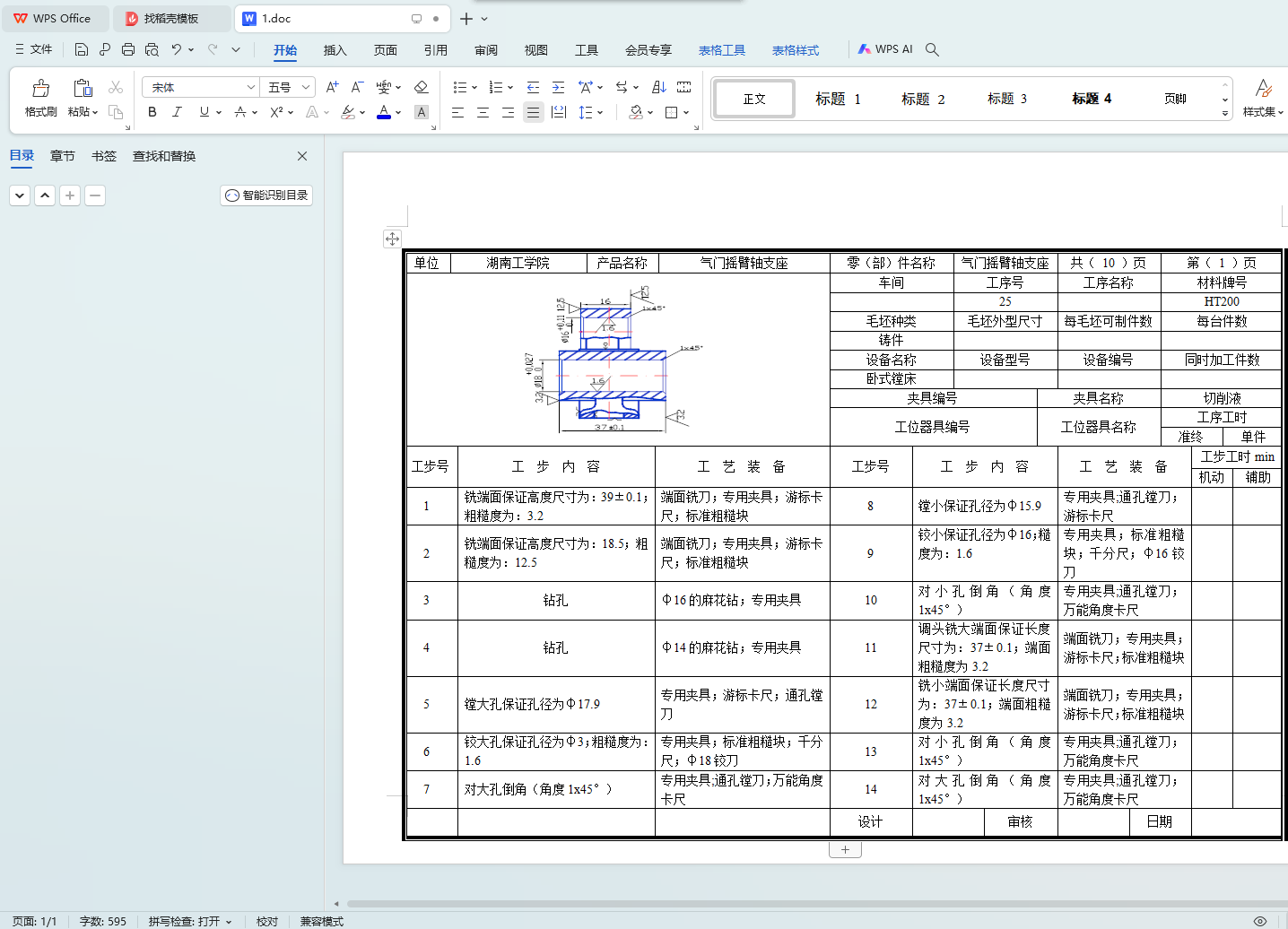
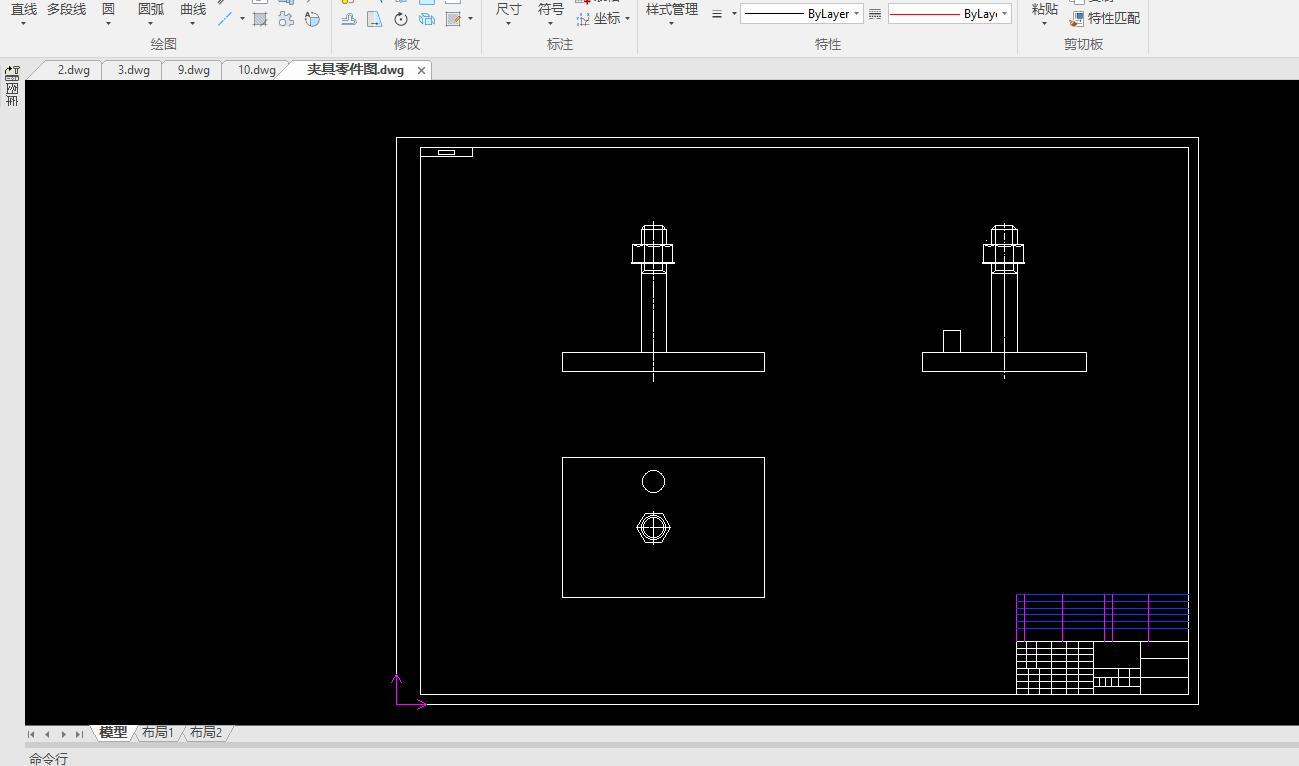
6105柴油机中摇臂座结合部的气门摇臂轴支座孔装摇臂轴,轴上两端各装一进、排气门摇臂。孔内装一减压轴,用于降低气缸内压力,便于启动柴油机。两孔间距为56mm可保证减压轴在摇臂上打开气门,实现减压。由此我们首先对气门摇臂轴支座的结构和工艺进行了仔细的分析,然后确定了一套合理的加工方案对其进行加工。加工方案要求简单,操作方便,并能保证零件的加工质量。最后,依照确定好的方案,按照正确的加工工序将它加工出来,并使之满足零件的设计要求。此外,为了提劳动生产率,降低劳动强度,保证加工质量,需设计专用夹具,为此选择了第4道工序――粗铣3进行铣夹具设计,以满足加工过程的需要。
关键词:气门摇臂;工艺规程;夹具
Abstract
6105 diesel engine blocks in the rocker arm valve rocker with the Department of bearing hole with rocker shaft, the shaft at both ends with a Progressive, the exhaust valve rocker. Hole contents of a decompression shaft, used to reduce the pressure within the cylinder, diesel engine for launch. Two holes for the 56 mm spacing can guarantee that decompression on the open shaft in the rocker arm valve, and decompression. From this we first valve rocker bearing on the structure and process was carefully analyzed, and then determine a reasonable processing of its programme for processing. Processing programme requires simple, easy to operate, and to ensure that parts of the processing quality. Finally, in accordance with established a good programme, in accordance with the correct processing will be processed by it, and make it meet the design requirements for spare parts. In addition, to mention labor productivity, reduce labor intensity, the quality assurance process, designed to be dedicated fixture, for the first four selection process - rough milling, 3, 4 for milling fixture design to meet the needs of processing。
Key words: rocker arm valve; process of order; Fixture。
目 录
1 零件的分析
1.1 零件的作用
1.2 零件的工艺分析
1.2.1 孔的尺寸精度及几何形状精度
1.2.2 孔距公差
1.2.3 平行孔的孔中心线平行度
1.2.4 同轴线孔间及轴孔与端面的位置精度
1.2.5 平面间的位置精度
1.2.6 孔及平面的表面粗糙度
1.3 本章小结
2 工艺规程的设计
2.1 毛坯种类的选择
2.2 确定毛坯的制造形式
2.3 摇臂轴机械加工时的主要问题
2.4 基准的选择
2.4.1 粗基准的选择
2.4.2 精基准的选择
2.5 工艺路线的拟定
2.5.1 机械加工加工顺序的安排原则
2.5.2 工序的合理组合原则
2.6 本章小结
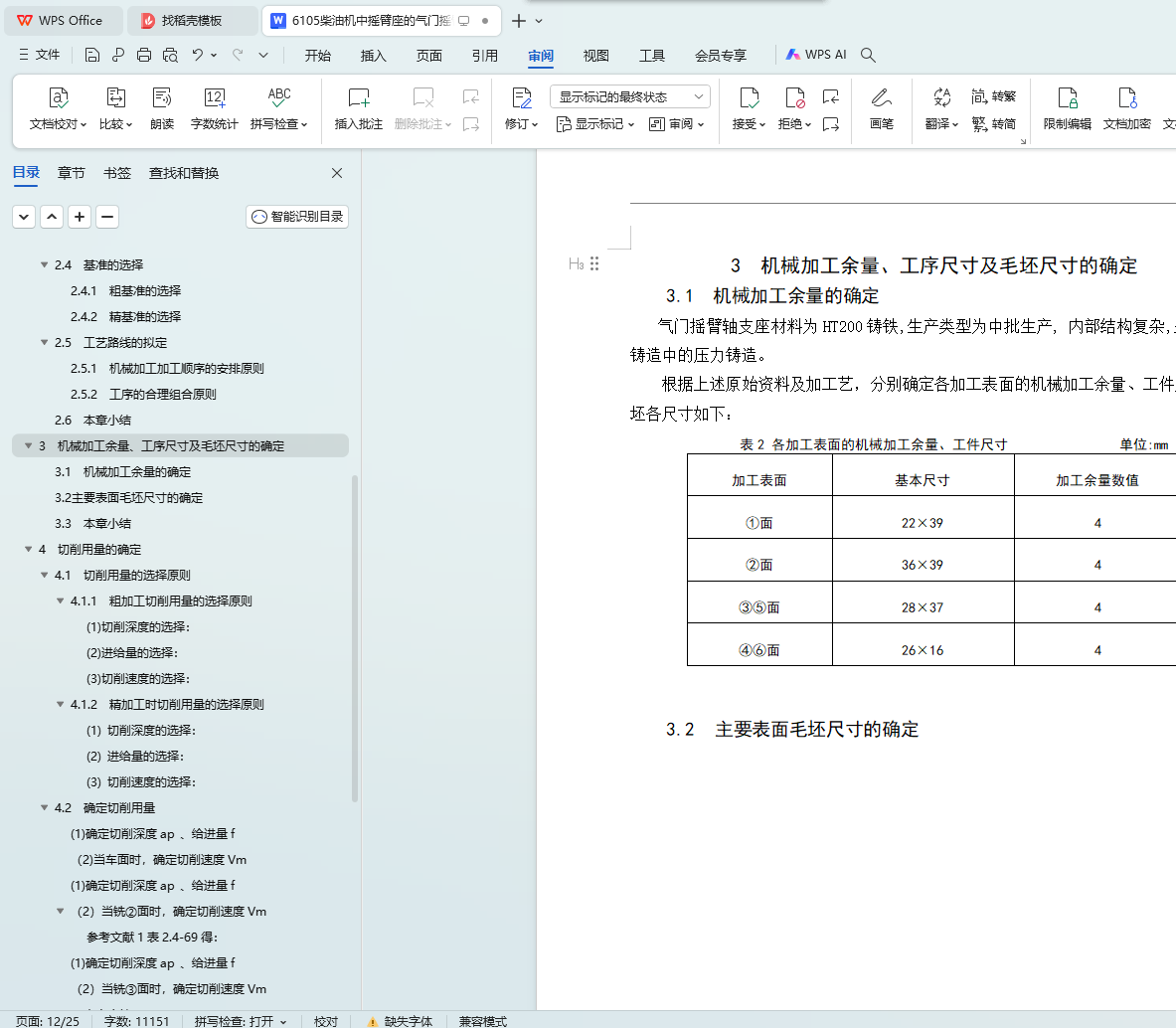
3 机械加工余量、工序尺寸及毛坯尺寸的确定
3.1 机械加工余量的确定
3.2 主要表面毛坯尺寸的确定
3.3 本章小结
4 切削用量的确定
4.1 切削用量的选择原则
4.1.1 粗加工切削用量的选择原则
4.1.2 精加工时切削用量的选择原则
4.2 确定切削用量
4.3 本章小结
5 专用夹具设计
5.2 切削力及夹紧力计算:
5.3.定位误差的分析:
5.4.夹具设计及操作的简要说明
5.5.小结
结 束 语
参考文献
致 谢