目 录
摘 要 …...…..1
第1章 绪论 2
1.1课题来源及现实意义 2
1.1.1课题来源 2
1.1.2 现实意义 2
1.2设计任务与总体方案的确定 2
1.2.1设计任务 2
1.2.2总体设计方案的确定 2
第2章 PLC概述 3
2.1 PLC的发展历史 3
2.2 PLC的硬件和软件 3
2.2.1 PLC的硬件构成 3
2.2.2 PLC的软件构成 4
2.3 PLC系统的其他设备 5
2.4 PLC的通讯联网 5
2.5 PLC的注意事由 6
第3章 自动化软件的发展现状 7
3.1发展历史及定义………………………………………………………7
3.2发展趋势……………………………………………………….…….8
3.3监控组态软件WINCC简介和应用……………………………………...9
3.3.1 WINCC简介………………………………………………….….....10
3.3.2 WINCC的特点 ………………………………………………….… 11
第4章 配料系统………………………………………………………….12
4.1自动配料系统的特点 ………………………………………….......…..12
4.2自动配料系统的优点 …………………….…………………...……….13
4.3自动配料系统的组成 ……………………………………...………..…13
4.4 配料技术的最新进展 ……………………………………………....…14
第5章 自动配料系…………………………………….………...……..14
5.1配料系统的设计..………………………………………………...…...14
5.1.1 称重方式选择……………………………………………………14
5.1.2 给料方式选择……………………………………………………15
5.1.3 生产线结构……………………….……………………….….…16
5.2配料系统的组成………………………………………...……………16
5.2.1 输送装置的设计……………………………………..……...……17
5.3 计量系统的设计………………………………….…...…………...…17
5.3.1 称重元件设计……………………………………………………18
5.3.2 测速元件的设计…………………………………..……...………19
第6章 控制系统的硬件……………………………………..……...……20
6.1 PLC的选配..…………………………………………....……………...20
6.1.1 S7-200的特征………………………………………………….…20
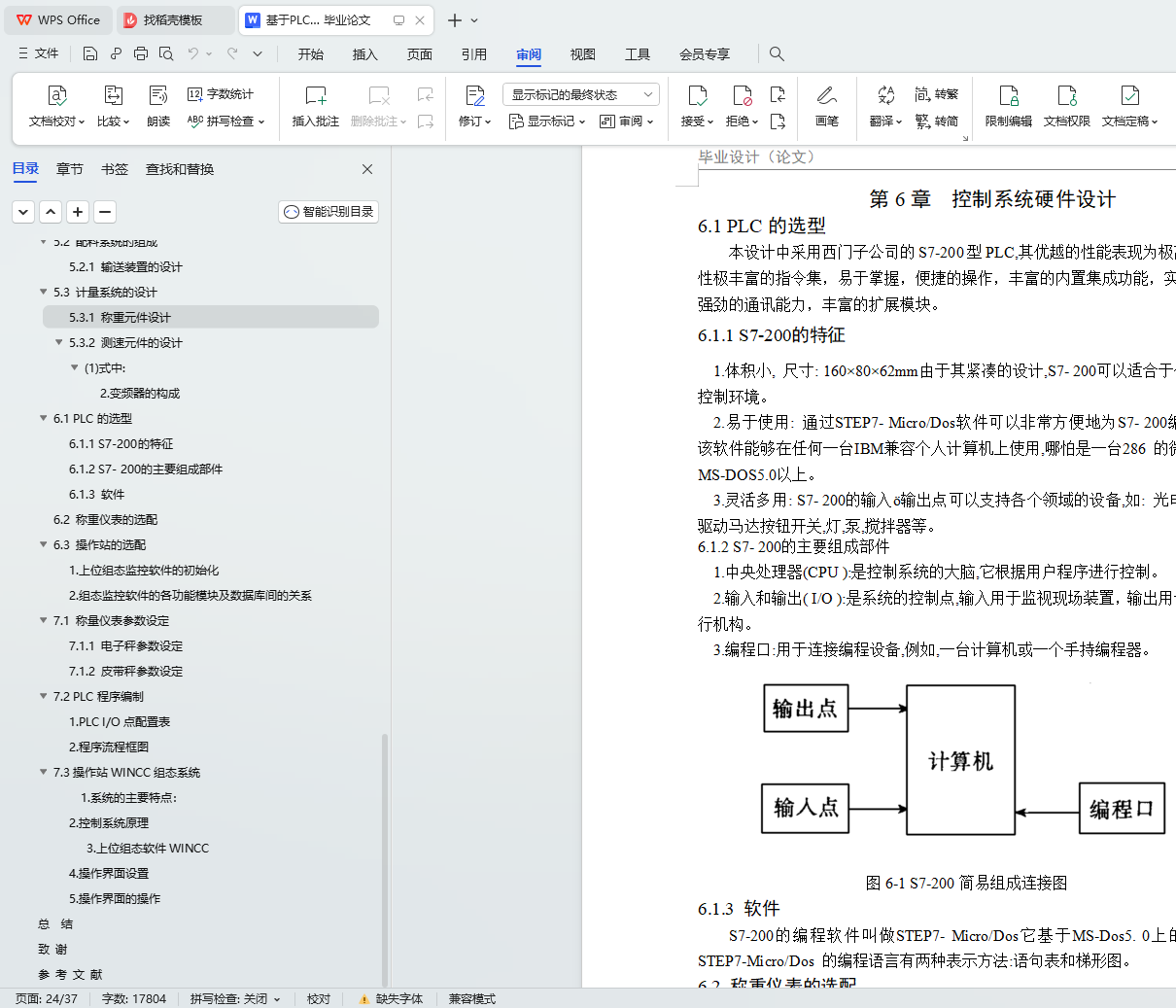
6.1.2 S7- 200的主要组成部件…………………………………..……...….…..21
6.1.3 软件……………………………………………………….….…21
6.2 称重仪表的选配………………………………………...………....…22
6.3 操作站的选配……………………………………...…………...……22
第7章 控制系统的软件………………………………………...……..…23
7.1 称量仪表参数设定……………………………………....………...…23
7.1.1 电子秤参数设定…………………………………………………23
7.1.2 皮带秤参数设定…………………………………………………23
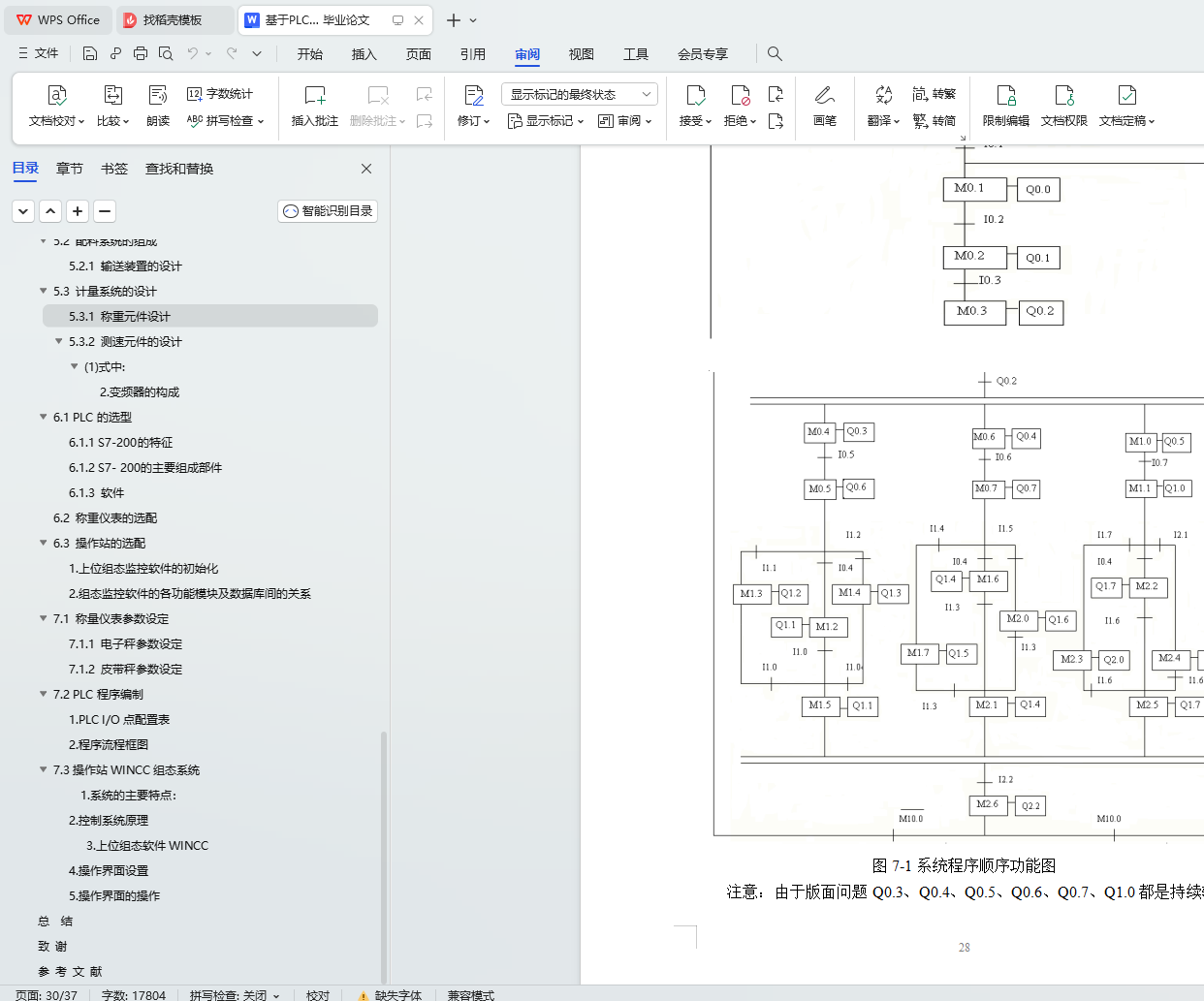
7.2 PLC程序编制……………………………………...……..………..…23
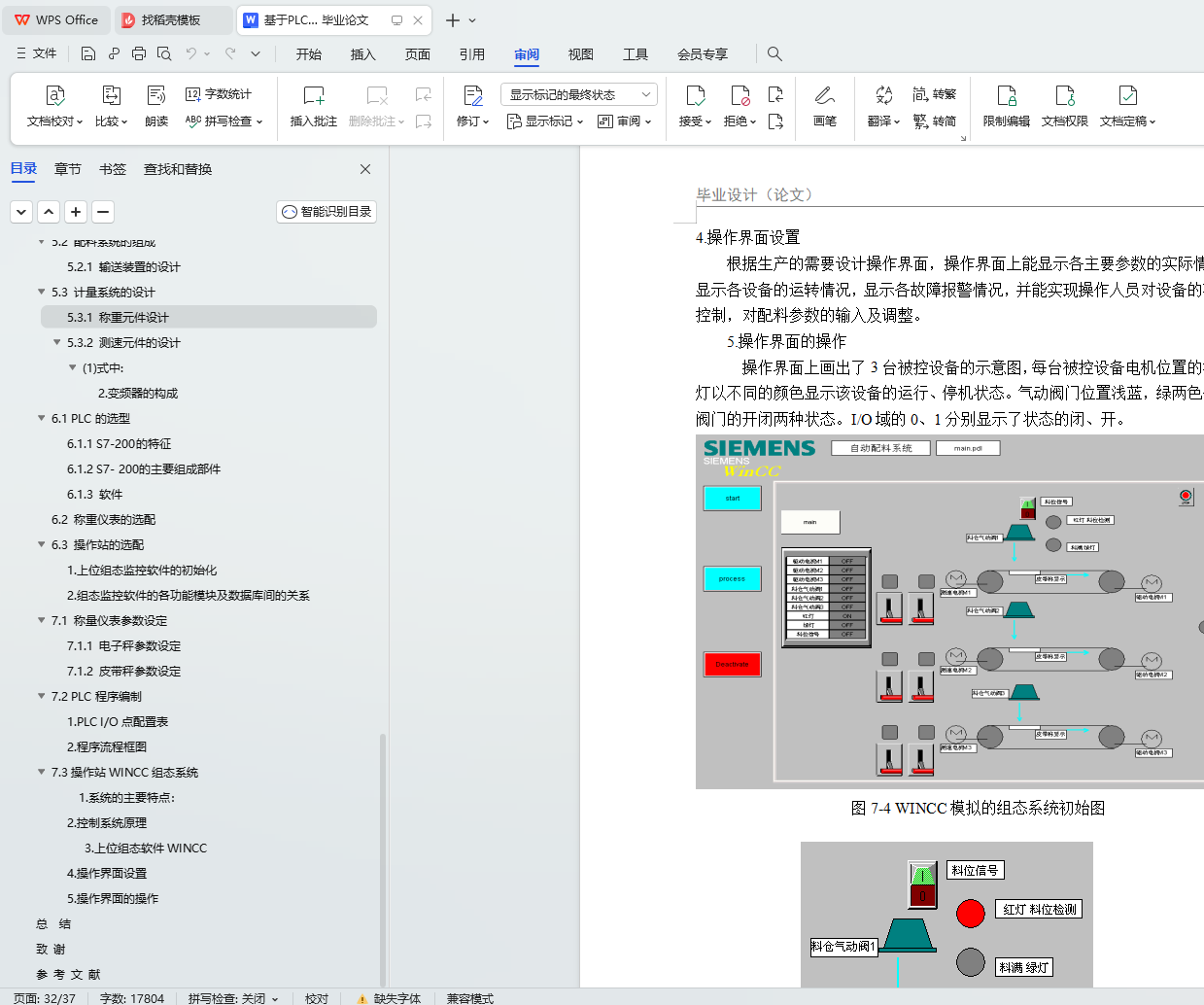
7.3操作站wincc组态……………………………………...……..……...27
总 结 …...…..31
致 谢 …...…..32
参考文献 ...33
自动配料系统是一种在线测量动态计量系统,集输送、计量、配料、定量等功能于一体,在冶金、建材、化工、饲料加工等行业中得到广泛应用。设计开发自动配料优化控制系统,对于改善劳动条件、提高产品质量和生产效率具有十分重要的现实意义。本文首先对自动配料系统的应用背景、发展趋势进行了综述,针对当前配料生产企业工艺水平相对落后、自动化水平低、生产效率低等不足,设计了一个自动配料优化控制系统,系统能够工作在全自动、远程手动以及本地手动三种模式下。在硬件设计上,采用工控机与PLC相结合的总体控制结构,由工控制机实现系统的管理和远程监控,PLC完成设备级的动作控制及相关信号的处理,通过以太网及RS-485总线实现系统的联接与通信;改进了配料车定位系统,利用设计的定位盒实现位置编码方案,提高了定位精度。在软件设计上,设计开发了画面实时监控和数据库管理(SCADA)等上位机应用软件,能够保存产品配方、料仓数据、实时数据等,并能够实现历史数据查询、报表打印、实时数据及状态显示、远程控制等功能,两台上位机数掘库能够有效地保持同步。设计了下位机PLC主控程序以及通信、配料精度控制和配料车行走子程序。针对配料系统普遍存在的配料落差控制问题,采用了一种基于模糊自适应结合PID的复合型预测控制算法,算法将模糊自适应控制宽范围快速调节和PID精确调节的特点有机结合起来,当系统的偏差大于某一设定值时,采用结合了人的经验的模糊自适应规则控制,当系统偏差小于设定值时采用PID控制,模糊控制器的两个输入分别为系统期望值和偏差,通过不同的期望值,预测不同的空中落差,并通过仿真实验证明了该方法的有效性;针对批量生产时的工作效率问题,通过对两台配料车工作时序的认真分析,建立了系统的数学模型,并利用遗传算法进行寻优,精心设计了遗传算子,求解出了最大工作效率所需的两台配料车的最佳行走路径,解决了配料车行走路径的优化问题。该课题研究开发成果,已投入不定形耐火材料实际生产,运行结果表明,系统运行稳定可靠、控制精度和生产效率高。