目录
1绪论 2
1.1 研究背景 2
1.2 研究意义 3
1.3 国内外研究历程 4
1.3.1 国内研究历程 4
1.3.2 国外研究历程 5
1.4 研究内容 6
1.5 本章小结 8
2 手机组装线生产现状分析 9
2.1 企业背景介绍 9
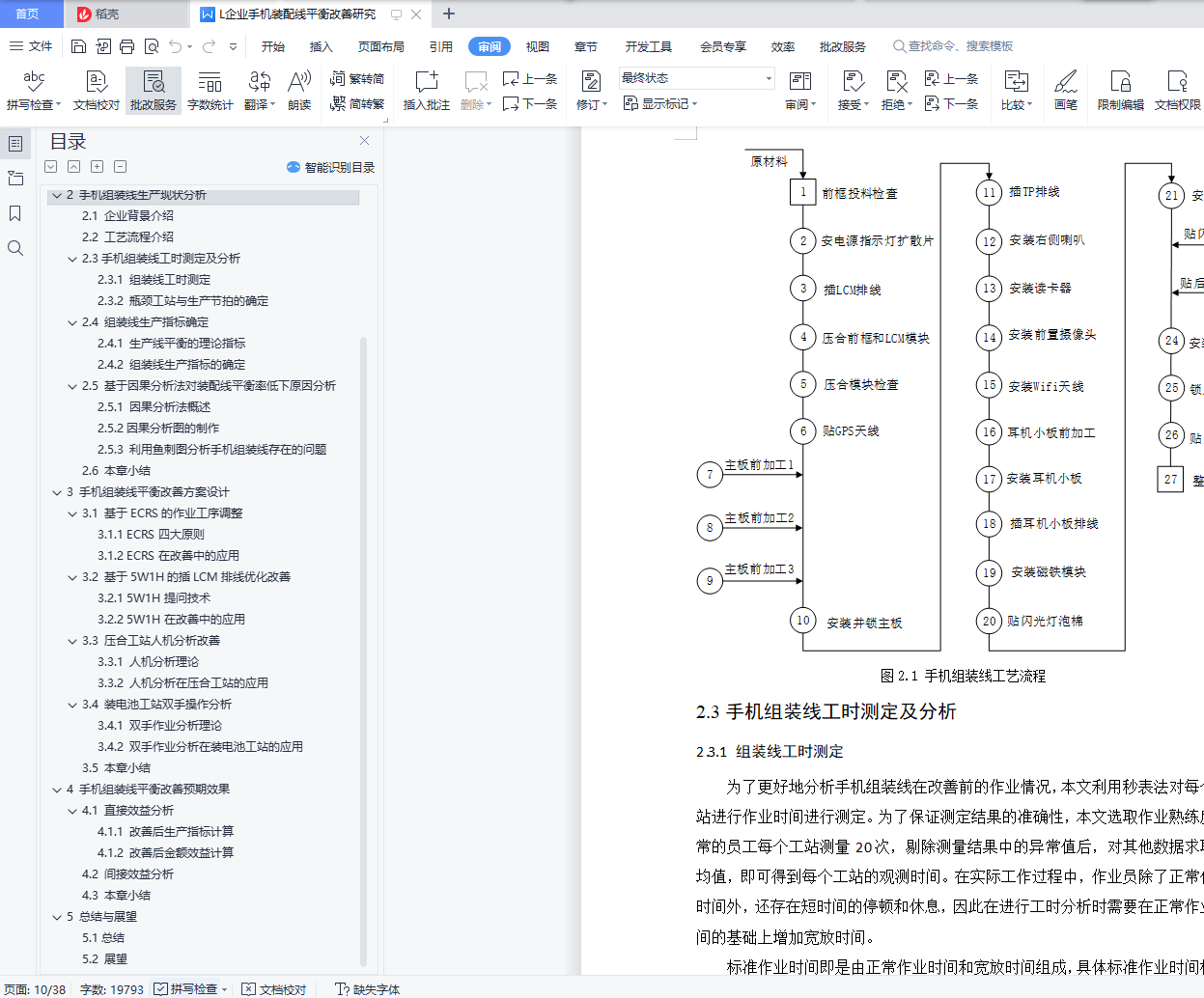
2.2 工艺流程介绍 9
2.3手机组装线工时测定及分析 10
2.3.1 组装线工时测定 10
2.3.2 瓶颈工站与生产节拍的确定 12
2.4 组装线生产指标确定 13
2.4.1 生产线平衡的理论指标 13
2.4.2 组装线生产指标的确定 14
2.5 基于因果分析法对装配线平衡率低下原因分析 15
2.5.1 因果分析法概述 15
2.5.2因果分析图的制作 15
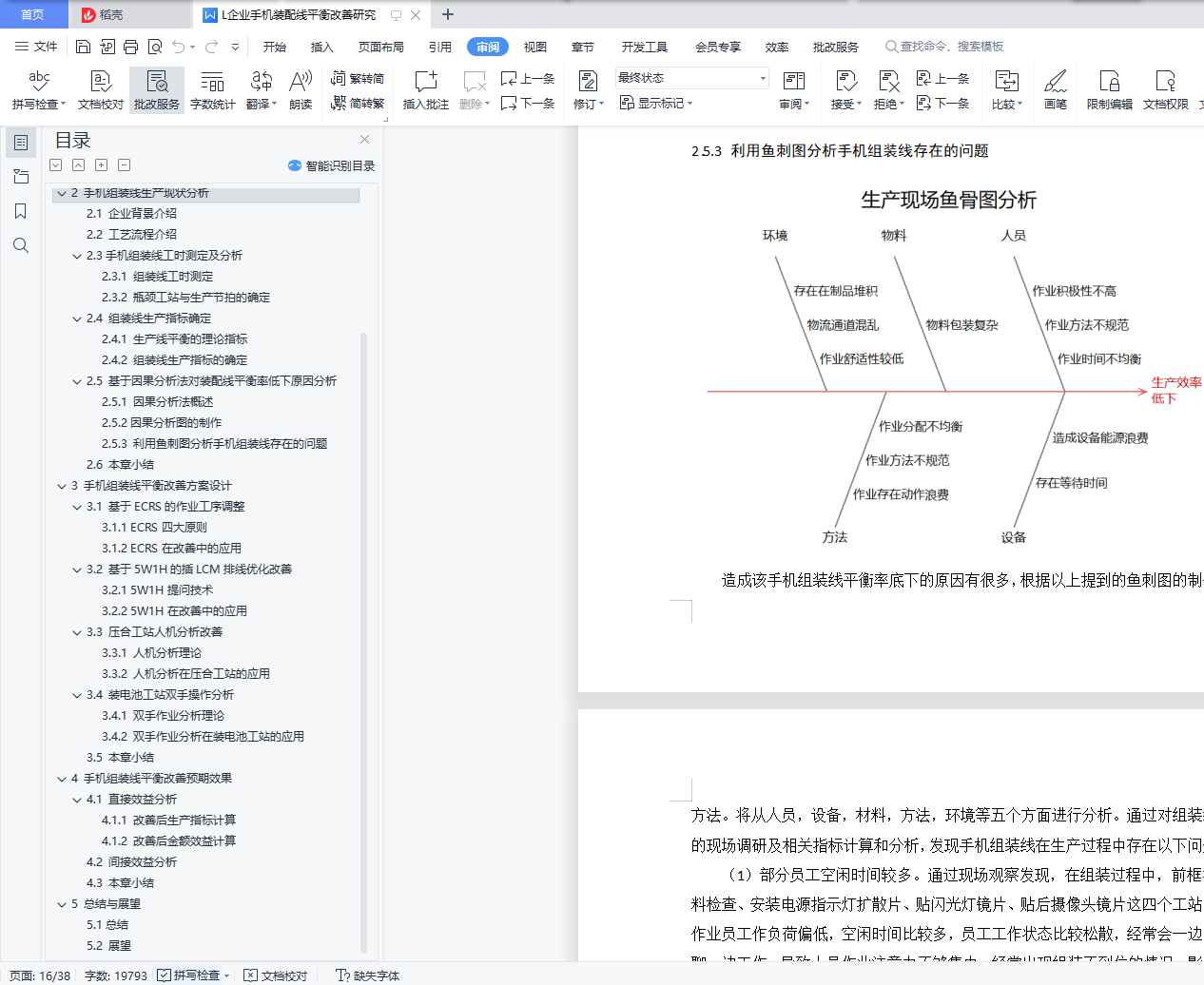
2.5.3 利用鱼刺图分析手机组装线存在的问题 16
2.6 本章小结 18
3 手机组装线平衡改善方案设计 19
3.1 基于ECRS的作业工序调整 19
3.1.1 ECRS四大原则 19
3.1.2 ECRS在改善中的应用 19
3.2 基于5W1H的插LCM排线优化改善 22
3.2.1 5W1H提问技术 22
3.2.2 5W1H在改善中的应用 22
3.3 压合工站人机分析改善 24
3.3.1 人机分析理论 24
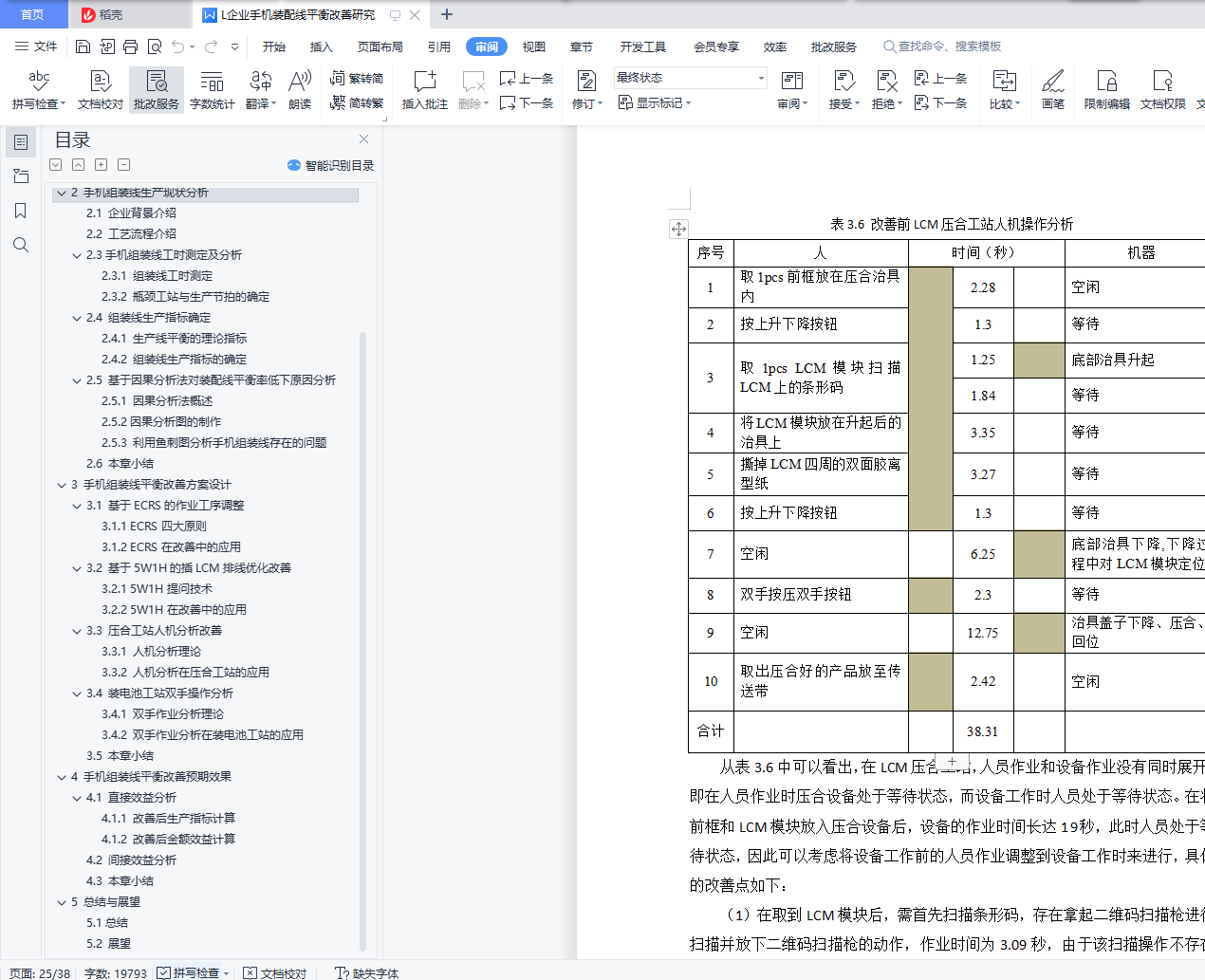
3.3.2 人机分析在压合工站的应用 24
3.4 装电池工站双手操作分析 27
3.4.1 双手作业分析理论 27
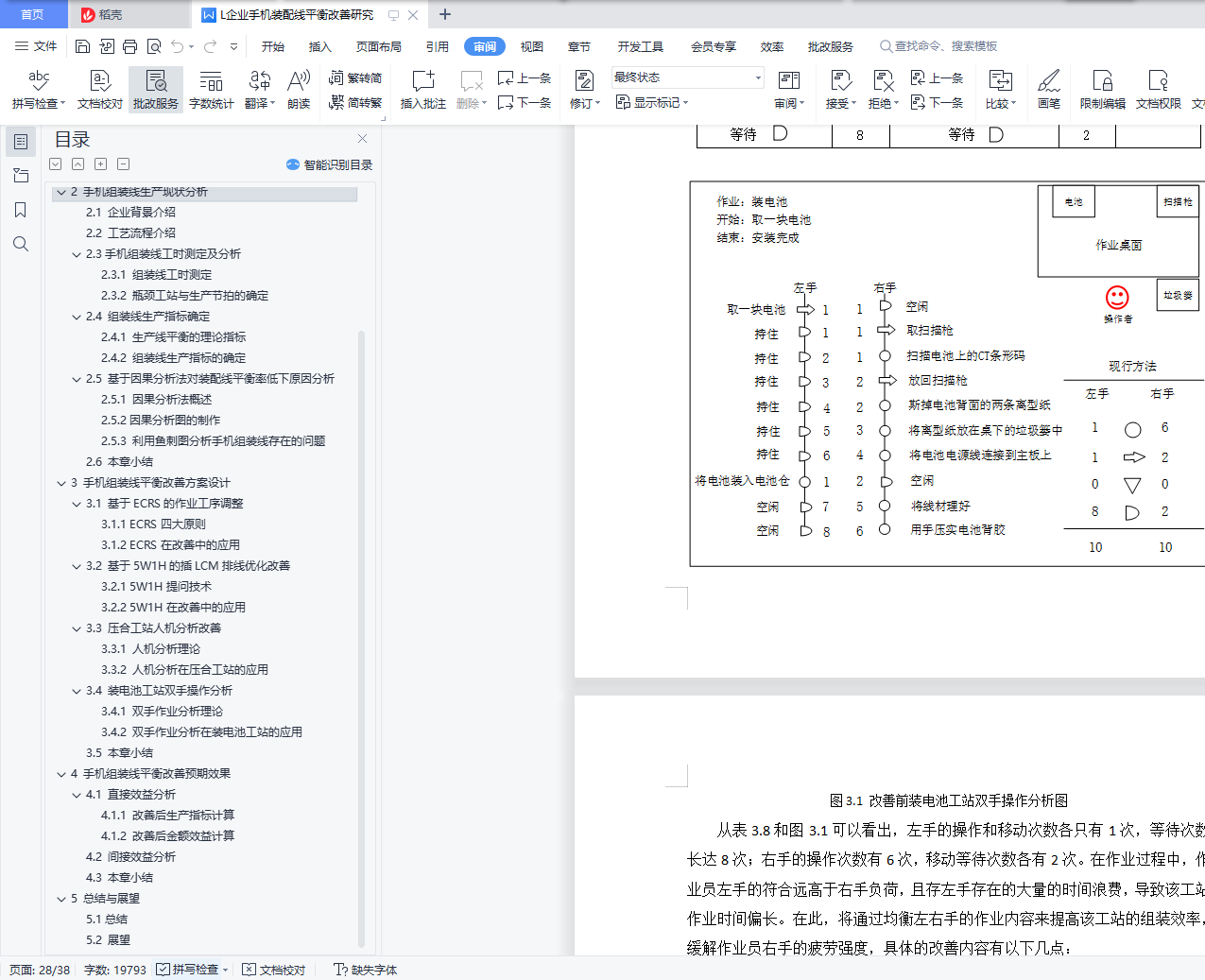
3.4.2 双手作业分析在装电池工站的应用 27
3.5 本章小结 31
4 手机组装线平衡改善预期效果 32
4.1 直接效益分析 33
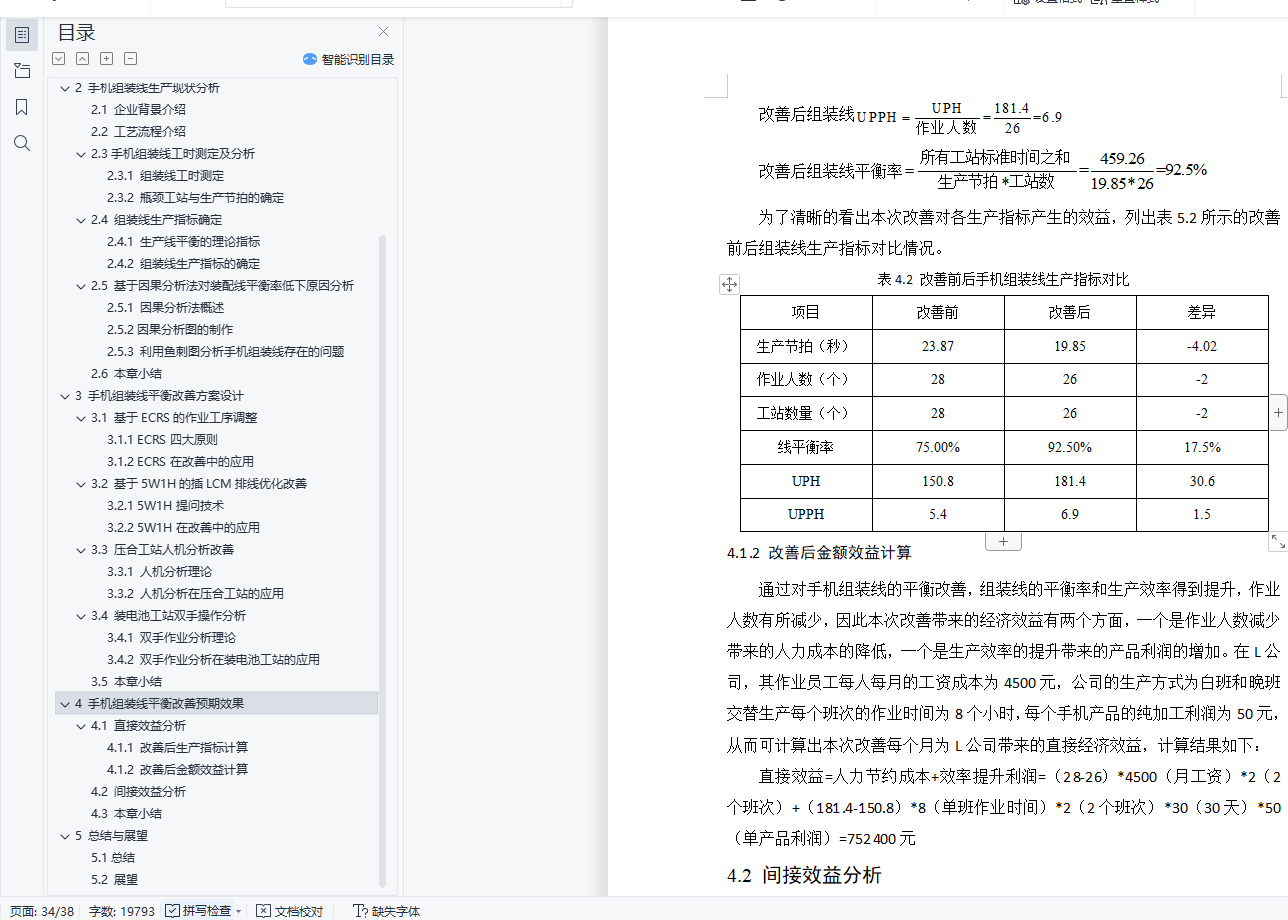
4.1.1 改善后生产指标计算 33
4.1.2 改善后金额效益计算 34
4.2 间接效益分析 34
4.3 本章小结 35
5 总结与展望 36
5.1总结 36
5.2 展望 36
1.4 研究内容
本文以L公司手机产品为研究对象,对其组装线进行分析改善,从而提高组装线的平衡率和生产效率,降低生产成本。本文的研究主要分为以下6个章节进行展开的:
第1章:绪论。介绍了本次课题研究的背景和意义,阐述了本文的主要研究内容。
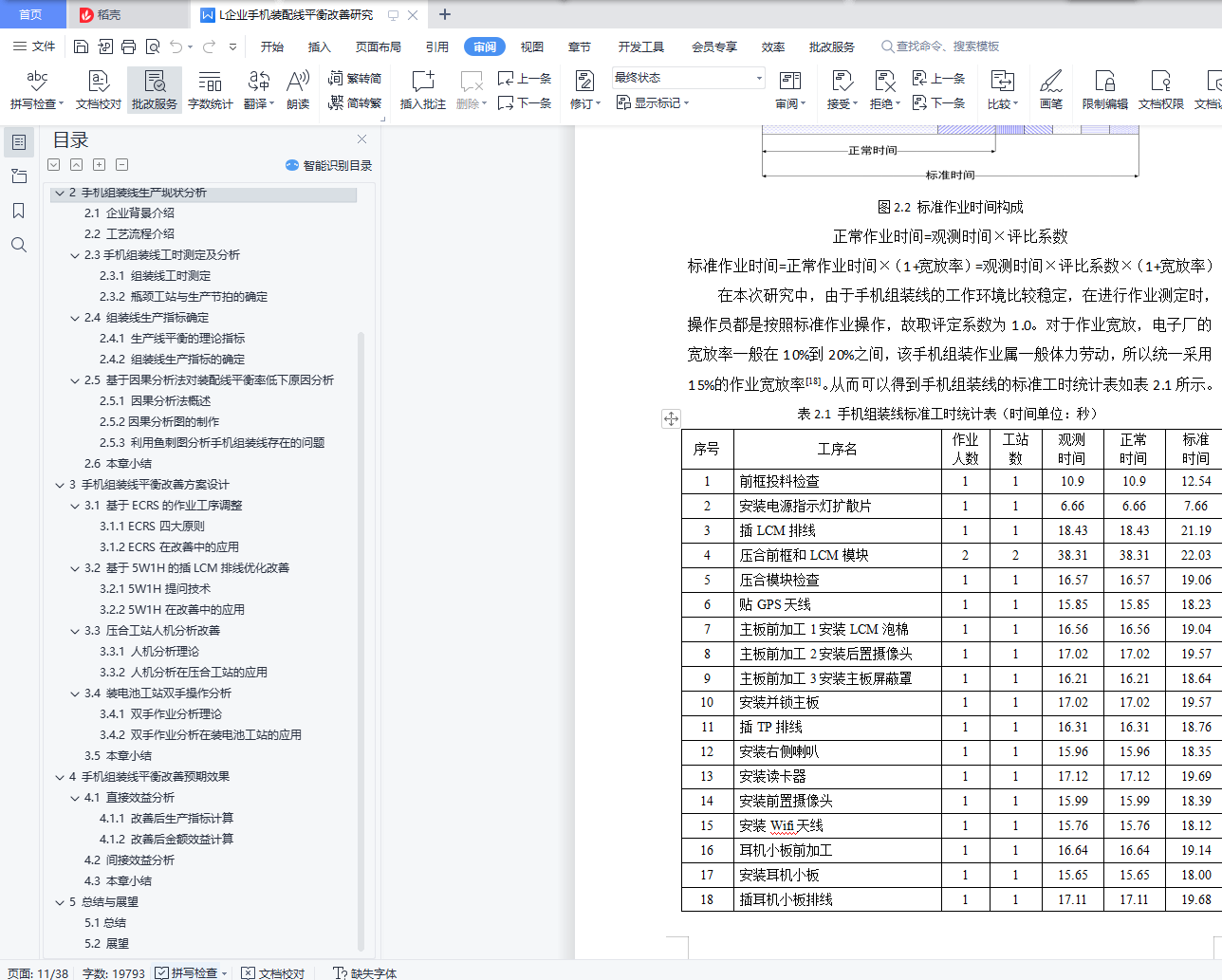
第2章:手机组装线生产现状分析。介绍了L公司的发展背景,以及手机组装的工艺流程,提出了当前组装线存在的问题。再利用秒表法进行作业测定得到组装线的标准工时统计表,通过对工时数据的分析找出组装线的瓶颈工站和生产节拍,并计算得到改善前组装线的相关生产指标。
第3章:手机组装线平衡改善方案设计。针对上一章的分析结果,利用ECRS、5W1H、人机分析、操作分析等工业工程方法对手机组装线中作业时间偏低和偏高的关键工站进行研究分析,提出改善方案。
第4章:手机组装线平衡改善预期效果。对本次改善为公司带来的效益进行分析,主要包括直接效益和间接效益两个部分。
第5章:结论。对本次的研究成果进行总结,提出了本文中存在的一些不足之处。
本次研究的主要技术框架如图1.1所示。

图1.1 研究框架
1.5 本章小结
本章首先介绍了课题的研究意义和研究背景,其次阐述了国内外研究历程,着重分析了了解了生产线平衡研究在国内外的发展历程,总结了国内外运用基础工业工程、优化方法、启发式方法,来解决生产线平衡的基本状况,并且介绍了孙建华,门田安弘,Jackson J.R,Ugur Ozcan等人对生产线平衡相关研究会做出的突出贡献。最后详尽地介绍和说明了课题的主要研究内容,基本路径和整体的结构框架。