摘 要
汽车汽车车门外板覆盖件的多工位冲压模具,包括模具固定梁,刀架固定梁,刀架,上模组和下模组,上,下模组上分别设置有上压槽和下压槽,上,下压槽之间形成与汽车汽车车门外板覆盖件相吻合的空腔,上模组上安装有液压缸,液压缸端部安装固定在模具固定梁上,上模组上安装有第二导柱,上模组的上方设置有刀架,刀架上设置有裁切刀组和冲孔刀组,刀组的分布与汽车汽车车门外板覆盖件需要裁切的部位相对应,刀架上安装有气缸,气缸端部安装在刀架固定梁上,刀架固定梁和模具固定梁分别固定在冲压工位的上方合适的高度处。
本次设计通过在同一工位设置多个工位所用的装置,完成汽车汽车车门外板覆盖件的冲压,裁切,冲孔等工序,生产质量高,工作效率高,还节省了加工场地。
关键词:汽车;汽车车门外板覆盖件;多工位;模具;设计
Abstract
Multiplex stamping mold for vehicle covers, Include mold fixing beams, Tool holder fixed beam, blade adapter, Upper and lower modules, The upper and lower grooves, The top, between the lower grooves form a cavity consistent with the car cover, The hydraulic cylinder is installed on the upper module, The hydraulic cylinder end is mounted to the mold fixing beam, The second guide column is mounted on the upper module, A knife holder is set above the upper module, Cupping knife group and punch knife group are provided on the knife rack, The distribution of knife groups corresponds to the parts where the car cover needs to be cut, A cylinder is installed on the knife holder, The cylinder end is mounted on the knife holder fixing beam, The blade frame and die fixing beams are fixed at an appropriate height above the stamping station.
This design through the device used in the same station, complete the car cover parts stamping, cutting, stamping and other processes, high production quality, high working efficiency, but also save the processing site.
Key words: car; cover parts; multiplex station; mold; design
目 录
摘 要 I
Abstract II
1 绪论 1
1.1选题背景及意义 1
1.1.1 课题背景 1
1.1.2 选题意义 1
1.2 研究现状和发展趋势 1
1.4 研究主要内容 2
2 模具设计 3
2.1 冲压工艺性分析 3
2.2 工艺方案的确定 4
2.3 排样的设计 4
2.3.1 搭边值和料宽的确定 5
2.3.2 多工位级进模工序的安排 6
2.3.3 排样图 7
2.4 冲压工艺计算 8
2.4.1第一站工序:冲定位工艺孔 8
2.4.2第二、三站工序:冲孔和切边 9
2.4.3第四站工序:成型工序和打字码 10
2.4.4第五站工序:弯曲工序 10
2.4.5第七站工序:冲侧孔工序 11
2.4.6第九站工序:切断工序 11
2.5 级进模的工艺零件设计 12
2.5.1 凸模和凹模的设计 12
2.5.2 导料装置的设计 13
2.5.3 定距和定位零件的设计 14
2.5.4 卸料装置的设计 15
2.6 结构零件的设计 16
2.6.1 模架和导向零件的设计 16
2.6.2 支撑零件的设计 17
2.6.3 弹性元件的选择 18
2.6.4 限位装置 19
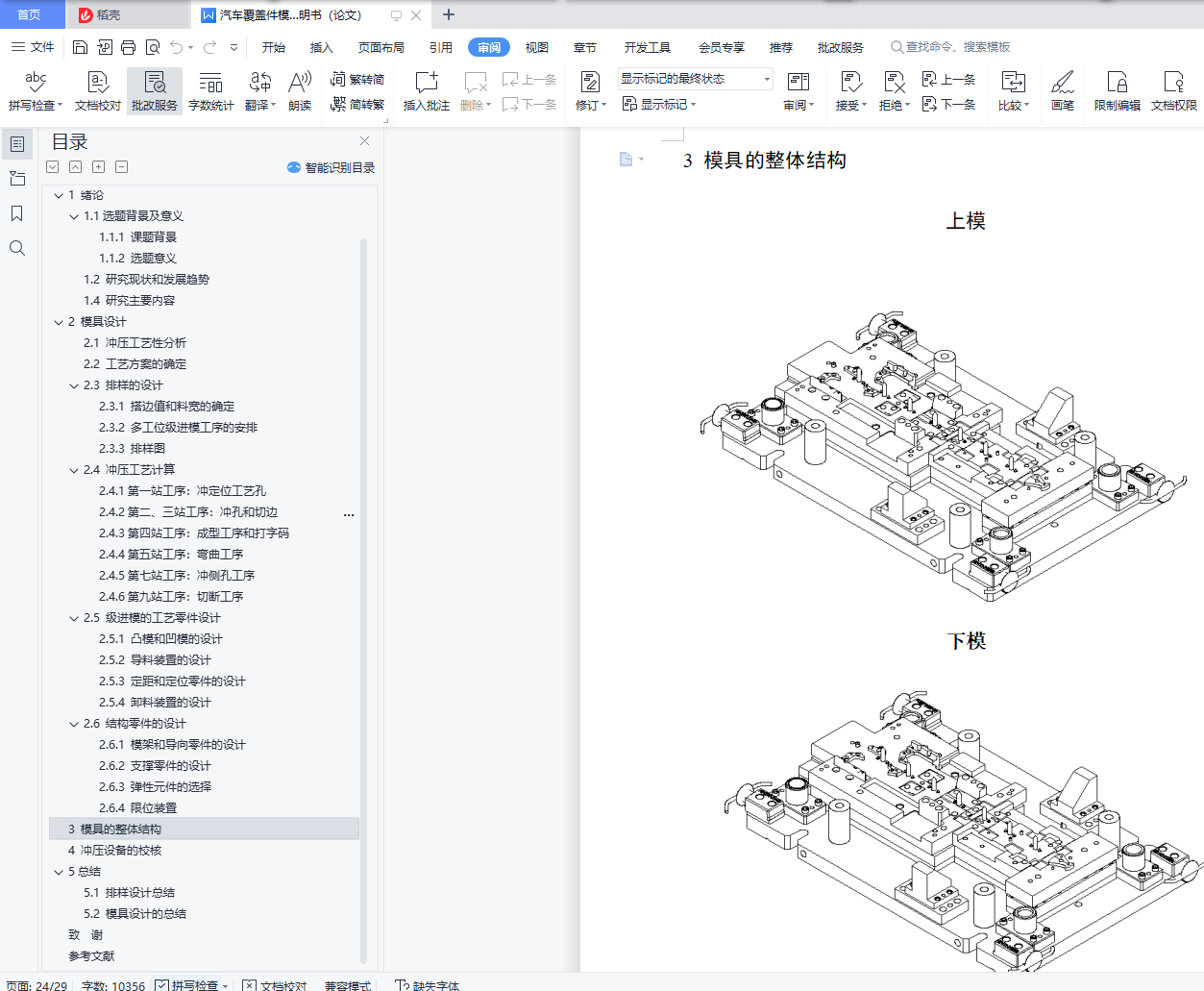
3 模具的整体结构 20
4 冲压设备的校核 21
5总结 22
5.1 排样设计总结 22
5.2 模具设计的总结 22
致 谢 23
参考文献 24