����������ƽ̨�Ĺ��Ϸ���
J.����Ȱ�¹��V.�������¹��F.J.����˹¹��B��������˹¹��J. C.����˹²��D.������¹��M.������³
¹������������ѧ���Ϲ���ϵ��E.P.S��ά������У����ַ��Avda Requejo33��49022��Ī����������
²������������ѧ���������ѧԺ��E.P.S��ά������У����ַ��Avda Requejo33��49022��Ī����������
³������������ѧ����е���̣�E.T.S����ҵ���̣���ַ��Avda C���š��Ѷ��϶ࡤ����˹����˹��37700 BEJAR����������������
���ԣ����Ľ����˲���������ƽ̨��ʹ�õĹ��̹��ϵķ����������ò�ͬ�Ķ�����ѧ��������ʾ������ϵ�ԭ��������Ͽڣ���е���ṹ���������ϺͶ�����ѧ���ԡ�ȷ��Ӧ��ǿ�ȵ��ٽ�ֵ���أ�������ƣ�ͱ����ж����ٽ�������չ����������ó����ۣ���ƽ̨����ԭ���Ǻ��ӹؽڵ����ٽ�������չ�����к����������ģ��Ӷ�����Ӧ�����е�Ч�����Ƶ����ơ�
�ؼ��ʣ����Ϸ��� ����ƽ̨ ����
1.����
���Ľ�����ʹ������ƽ̨�Բ������м�֦�ķ���ʱ�Ĺ��Ϸ����������ϣ���еϵͳ�Ĺ�����ƽ̨�����ߴ�Լ10�ĸ߶�ȥ���˹��˺����������ߵ�ʹ�á�������ͼ1�������������ɶ��������¶������ݶ����˶����ṩ�����ӣ����й��˱�����������û����۵��˶�������I��II��ͼ1���γ��������ӵĽ½ӵ��ı����γɸ��Ե�������İ������нϵ͵�һ���ı���I��������ƽ�еĽ½ӵ��ı���Ia��IB�����ǵ��ƶ���ʽ��ͬ��
�ڲ���������ƽ̨��������ʱ���û������ֱ۱������ڹ����߶ȣ�10�ף������ֱ۵Ĺ��۵��¹�����������������˺�����������ʾ֮һ�Ķ����ı���1a�����������ı���Ia��Ib�����Ĺ��������紦�����������ı���II����ͼ1��ʾ��
����ʹ���������ڵ�����̨�������µ��������������Ա���Ϊ�����������Ӽ���ѭ��������Щ�����£����ӽ�ͷ���ر����ԵĹ��ϣ���Ϊ �ں��ӹ����л�Ӱ��ֵ�����֯���Ӷ����¼��������ں�������е���� [1-4]��
Ȼ�����Ƶ����������������̾ͻ���ǰ�ڽϵ͵ĸ���ˮƽ[5,6]������ʵ������������ԵĴ����¹�[7]���������ԭ�����õı��涨���ڽṹ��ͷʱ����Ҫ��dz��ϸ�[8]��
���������ʹ�ø��ֶ�����ѧ����������ʧЧ����[9,10]�����ȣ������ж������꾡�ķ������ر�Ҫע�⺸��ĸ�������۹������Ͷ�����ĵ�������ɨ�裨SEM������ϸ�����ļ��ó��˳�����Ĺ��̡�Ȼ�����㷺��ʵ���о�����ȷ���۽ṹ�ò��ϵĻ�е���ܡ�����ж�����ѧ���ԣ��õ��ٽ�Ӧ��
ǿ�����ӣ�SIF��KC��ƣ���غ��µ�������չ������
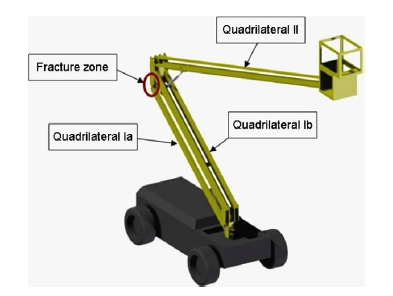
ͼ1.����ƽ̨���ѵĵط�
2.���ϱ���
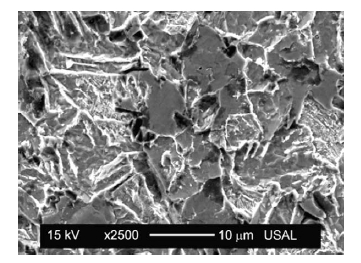
��һ����ȷ�����ϵ��۽ṹ��һ��ͨ�����Ҵ�����4��������ƾ���Һͨ���ܽ��һ�����������������ָ����ʼ�����ȫ��������֣�ͼ2��
���ţ����иò��ϵĻ�е���Է�����Ӳ�Ⱥ�Ӳ�ȷֱ�Ϊ81 HRB��164 HV����Щ��ֵ���ڵ��͵ĵ�̼�֡�Ȼ���������ٶ�Ϊ2����/����ʱ�����������Ƶ��������飬�����������������ƽ̨���֣���ʹ���Ǿ��г�300mm,21-28������4���ĺ�ȣ����߱�ʩ���ź�ȡ�
�ɴ˶�����Ӧ�� - Ӧ������Ϊ4����Ƭ��ʾ��ͼ3�������ṩ��������ģ��E =214 GPaʱ����������ǿ�Ȧ�Y=388������������ǿ�Ȧ�R =493����������Ӧ�����Ӧ��ɛR =13������ģʽ������ѧ�����У��������ĸ��걾��������״��״�뵥�����ơ� SIF�Ƕ�������չ�ٽ�ֵKC= 81����M1 /2��á�������Щ���������4mmʱ������ƽ̨�����ĺ�ȣ��Dz����ģ���ȷ��ƽ��Ӧ��������£�����ؼ���SIF�Dz��Dz��ϵ���Ч�������ԡ����ƣ�����������ڸ����¿��ƴ����������С����Ϊѭ��������չ����da/ dN����SIFϵ��DK����װ������ʽdA / dN = C����K��m�������C =1.25*10��10 ym=4.24ʹ�ú���/���ں�����m1/ 2��Ԫ���ֱ�Ϊÿ�����ں�SIF��������չ���ʡ�
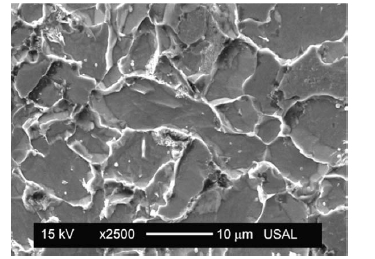
ͼ2.ԭʼ���ϵ��۽ṹ(Զ�뺸�ӽ�ͷ)
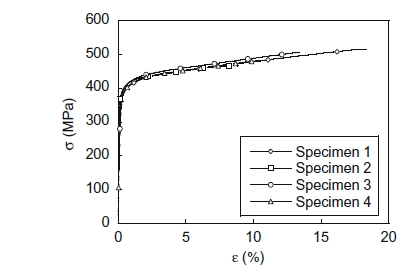
ͼ3.���ϵ�������������:ʵ��Ӧ��-Ӧ������
3.��������
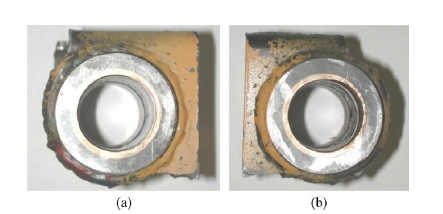
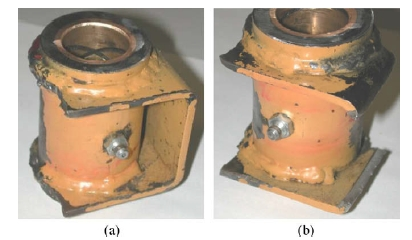
�ѷ���ƽ̨���Ӿ������ʾ�����ĸˣ�ͼ1�е��ı��ε�IA��IB�������ĵط���Һѹ�ܺ͵��£��ṩ�˶��������¶����Ϳ��ƻ��ƣ���ͼ��ʾ��ͼ4A����������������������š����ԣ��š����±������ڼƼ۽�����ͼ4B������λ��Һѹ�ܱ�����Ϊ���գ�ͼ4c����i�ŵ��ı�����ƽ̨�е�����ù�ϵ���ڲ����ࡣΪ��ȷ����Щ�ڲ����ⲿ���ŵ����࣬ʹ�ö���ı�ʶ������i�����ڲࣨACI��HPI���͡�O������ࣨACO��HPO�����ֱ𡣴��⣬�����뱻���ǣ������пյģ��������ı�ʶ����Ʋ�ţ�0�����������ֿ��ĸ˵��ڱ��棨hpo0��hpi0��aco0��aci0�����ⲿ�ģ�HPO��HPI��ACO��ACI������ͼ5��
�ݹ۲죬�ö��Ѵ��������ų��ֵĹ�ͬ���������Ƕ��������ۣ�ͬ����Ҳ����������д���ͼ6������Щ��������װ���̿��ܻ��ṩʧ�ܵĸ��ý��͡��������ͨ�����������衣���ȣ�ͨ�������������н��ᱻ���ã������е�ֱ������б������Դ�Ҳ����������DZ��и�ġ�Ȼ�����IJ����У�ͨ�������������У����ú��ӵ�װ�ð����̶����ˡ�
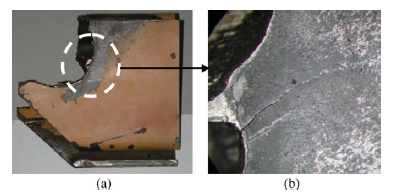
�Ӻ�ܣ�HPO��HPI��ACO��ACI����������Ŀ�Ӽ�鿴���ú����������ϼ��Ϊ'�顰����ȫ�����ظ˺���е������ͷ���෴��һ�ߵ��ţ�HPo0��HPi0��ACo0��ACi0�����ڱ����Ŀ�Ӽ�鷢�֣��鲻��ȫ�ؽӺϰ���е�Բ�����죬��Ϊ��������ͼ�п���������빤������ǰ�ij�ʼ״̬��Ŀ�Ӽ��Ľ���ڶ����Ŷ����ճ����ˡ��ر��ǣ�����ָ�������ŵ��ڲ�����йؽ�������ԼһԲ������ 90�b��ʹ������������270�bû���κ��������ź����֮�䡣��AC�������� �����Ϊ�ã���Ȼ������һ���ϴ��Բ��Լ180�b ��
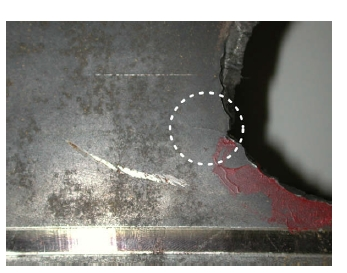
������Ŀ��ӻ�����֤ʵ������������飨�����Ϸ��𣩡�Ȼ����������������ֱ�����ﵽ��ʹ�������ѵ��ٽ糤�ȡ���������ƣ����ͼ10���ú�ɫ����ͻ����ʾ�������������ߺ��������ϻ���ķ�����Ȼ�����ɡ���ͬ�Ĺ����ڻ�����²�Ҳ��������ͼ��ʾ10A��
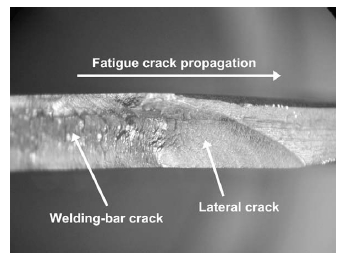
Ӧָ����һ����ʵ���ھ������ϵĺ���������������ڸ���еĴ����ᣨͼ11�������ֺ���ֱ�ѷ�һ��Ӳ�������Ҫ��״�ѷ쿪ʼ������й���ƣ�͡����⣬����ǰ�������ѷ�����������ǵ���������ڹ�ͨ�ĺ����ʽ�����������Թ۲쵽��������������ܱ����ڲ���Ǹ���ġ�
���Լ�����Щ�μ����ѷ�����ƣ�Ͳ����ġ����⣬���ǵ����ǵ����������ƺͺ�������ͼ12�������հ���֮�������£����ƺ��Ƕ����Ǻ�������Ϊ��˹ؽڵij�ʼ�������ƣ���ƫת������Ӧ�����е�����ȡ�õ�ԭʼ���������ϣ�ͼ11b��12���������۲쵽��ƣ�������ƵĴ���������ǰ�������ϵķ�֧���������������ȱ�ڲ��ϴӸ�����������б����ã������ɻ�״�и����ȡ�����С�

ͼ4.��������ƽ̨:(a)һ����ͼ;(b)������������ͼ��;(c)���յ�������ͼ����
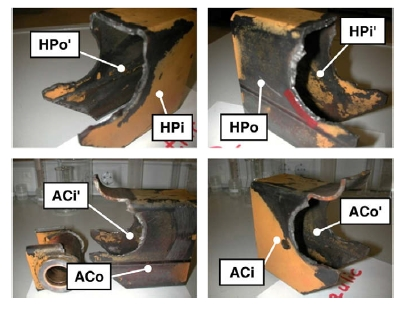
ͼ5.�Ͽ����ϸ�ںͲ��÷���

ͼ6.������
ͼ7.�鿴�����ĺ�������bar-bearing��ͷ�����:(һ)HPo��ͼ;(b)�㷨
ͼ8.�ڱ����ȱ�ݺ�������bar-bearing����

ͼ9.ȱ��ǰ�ӽ�ͷ����(���Ŵ�)����

ͼ10.ƣ������������
ͼ11.����ƣ������
ͼ12.ƣ�������ھ���HPo
ͼ13.�ı���ϵ��۽ṹ���ӵ���Ӱ����
4.����
����������ƽ̨���۵Ŀ�ʼ��ƣ�����Ƶ�������ǰ�����ѷ죩���������ŵ��ڲ����һ���������ĺ��ӣ���Ϊ�ŵĹؽڵȵص�ֻ���⺸�챻��ȫ��ɣ����ں����Dz������ģ�ֻ��Լ50��ú������ɣ�������ζ��ȱ����֧�йؽڵ������̣����Ҳ���������ۣ���Ϊ��ʼ���ơ���ˣ���֧�й���������������Ϊͨ���۵IJ��걸�Եĺ�������������ʧ�����������⣬����ȱ��ЧӦ�����ѷ�״Ч����Ӧ���������������
���⣬�ֵ��Ƚ����й۲쵽����Ӱ������HAZ�������ĺ��졣ͼ 13 ʾ����������۽ṹ�ڴ������У��Ӹû������Ӱ���ṹ�dz���ͬ�� ���ϣ��μ�ͼ2���������徧������HAZ����Ӳ�Ȳⶨ���ṩ��һ��ֵ 175 HV����Ӳ����Զ��λ���൱�ߣ�������������Ƴɵġ���ˣ��۽ṹ�ı�����Ӱ������ʹ���������н�Ӳ����ˣ������Σ�ձ������ص����ಿ��ƽ̨��
��Ȼ����ʼ������������������������Ҫ����̥Ȧ�˵�Բ��·����
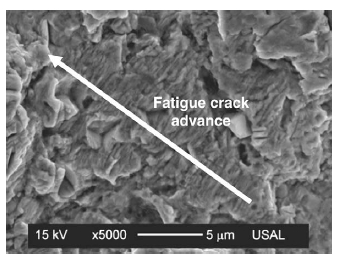
�ؽ�;�ھ������ϵĺ����ѷ죨����ͼ12���ģ������ķ�֧����Щ�����ѷ죨ͼ14����������ʱͨ��ɨ��羵���������ֵ��͵�ƣ�����Ƶķ���ֱ������ǰ��ǰ����ͼ15������֤ʵ��������ѽ⣨���������Ե�ʧ�ܣ���������ѭ�����ء�
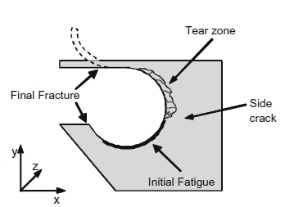
����ͨ��ƣ�ͳ�ʼ���ƣ����ѱ��������˺�ѵ���ۣ�����������ҵ��൱���ٷ�������ţ����ģ��ġ�������һ�����õ���ۣ�����ƣ���ѽ�Σ����������ڱ�¶�ڸ�����Ļ����ĸ��̵�ʱ���������̥Ȧ�������ƣ�����ƴﵽһ���ٽ�ֵʱ�����ȶ����ƴ��������������ƽ̨��ȫ���Թ��ϣ��������ٽ���������Լalong180���ĺ����ܳ���������ʼƣ���ѷ��˺����������ͼ��ʾ16�������������˺�����������ڵͺ�ȱ걾��صĵ��͵����Զ��ѣ�������ƽ̨�����˵�����¡�
ͼ14.ƣ�����Ƴ���
ͼ15.Microfractography��ƣ����������
ͼ16.���������ͷ�չ,ֱ�����ն���
5.����
���Ϸ����Ľ��������������������½��ۡ�
1.���Ϸ���֤�������������ԵĹ������ɺ���ȱ�ݷ�������Բ�ܰ���н�ͷ���� ��һ���ؼ���λ���ڲ࣬�ܿ�������Ӧ��������ɵļ��α仯�У��ף��߽ǵȣ�����ij���п�ЧӦ�����������ƣ�����ƺͺ���ϴ�����
2.���ڹ��庸��IJ������ԣ��Ӷ��������ӵ�Ӧ���ѷ죬�ۻ�Ũ�Ⱥ��ƹ㣨�������ࣩ��ƣ�����ƣ����յ�������֮��İ�������ź��ӽ�ͷ�ĺ�����ȱ�ݡ�
3.ƣ�Ͷ��ѹ����еĺ��������ܱߵ����õ���ǿ�����ڻ�е�����ɺ��ӹ����еĺ��ӽӷ죬��������Ӱ������HAZ�����������ԡ������˻�ͨ��Ӳ�Ȳ����ͽ������������ĸ���Ӱ�죩���м�⡣
4 .�ٽ�Լ���������Ͽ��ѵ���һ�������ǣ����ں���ȱ�������Ե����ܹؽڣ����¹ؽڹ������������ʵ�ʲ�ϣ��ת����Ӧ��ǿ�����������ѻ���������ĸ���Ӱ�죩��
5.����3��4�ƺ�������ì�ܵġ�һ���棬�����Եĺ��죨����ĸ���Ӱ������Ӱ������ ��������˺�����ʾΪ������IJ��������ǣ���һ���棬���ڵ�����û�к��죨�������Ʋ�����Լ�������Ϻ�����ʧ���������ĸ���Ӱ�졣
��������ƺ������ã�����һ���棬��������ô�ã��������Ƿ��������ر�Ĺ������������������ĵط������㿴��һ������¥�ݣ�����Զ����֪���������ϻ���������������һ���£�������������£����Ӳ��������������������ùؽں��㹻��Լ�����������ҵ����������IJ��ɱ���Ķ���ЧӦ������������HAZ�� ������һ��֤�ݲ���������������ɵ�����ƽ̨��ʧ�ܺ�һ���������¹ʡ�
