Ŀ ¼
��һ�� ���ԡ������������������������������������������������������� 1
1.1���ⱳ�������������������������������������������������������� 1
1.2���Ŀ�ġ������������������������������������������������������� 1
1.3����������������������������������������������������������� 1
1.3.1����Ҫ������������������������������������������������ 1
1.3.2����������������������������������������������������������� 1
�ڶ��� ���ӹ���ˮ��������ϵͳ��Ʒ���ѡ�������������������������������� 3
2.1������������������ѡ���������������������������������������� 3
2.2����ˮ���������ķ����ͱȽϡ������������������������������������� 4
2.3������ȷ�������������������������������������������������������� 4
2.4�������ľ���ʵʩ������������������������������������������������ 5
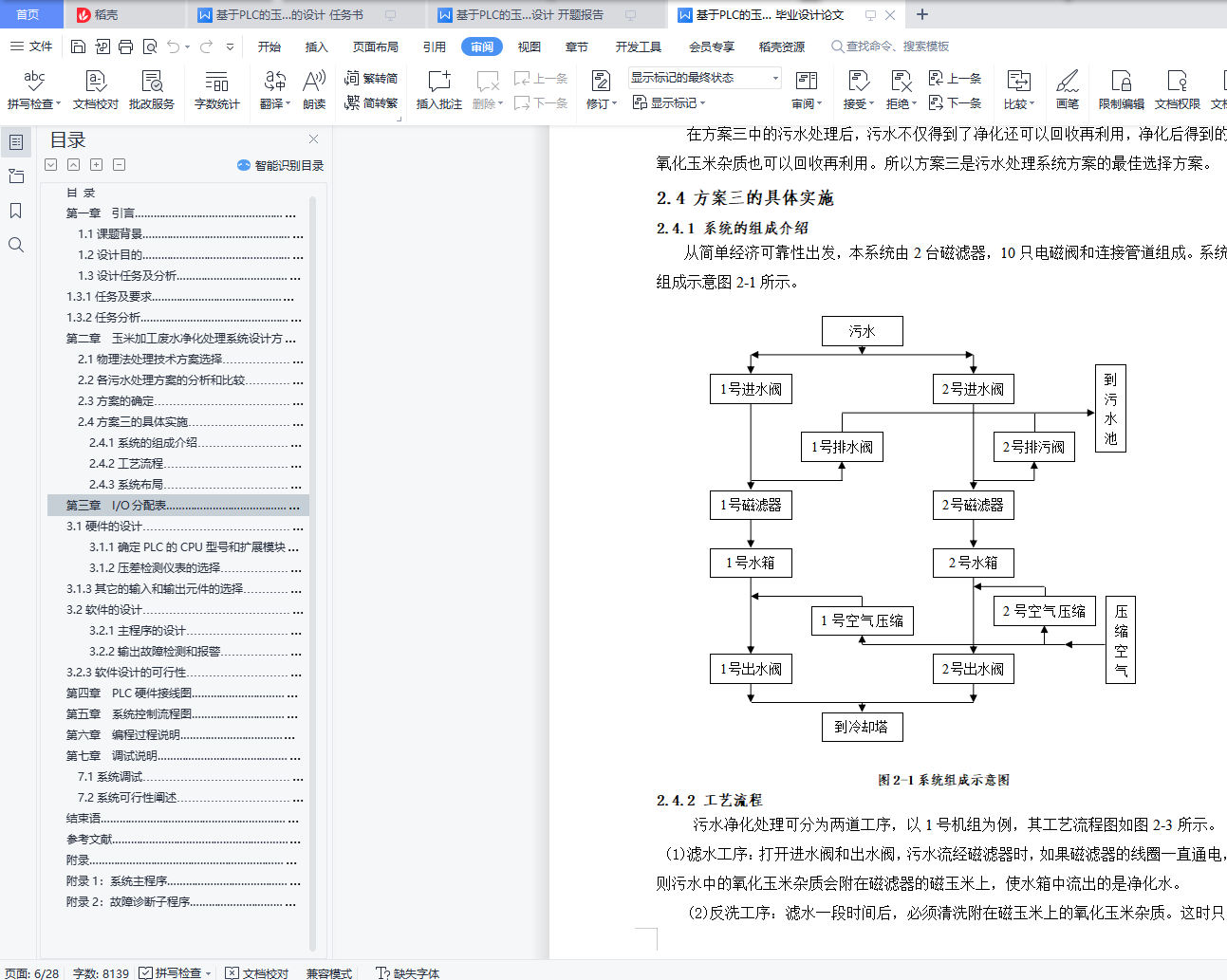
2.4.1ϵͳ����ɽ��ܡ��������������������������������������������� 5
2.4.2�������̡��������������������������������������������������� 5
2.4.3ϵͳ���֡��������������������������������������������������� 6
������ I/O��������������������������������������������������������� 7
3.1Ӳ������ơ����������������������������������������������������� 7
3.1.1ȷ��PLC��CPU�ͺź���չģ���ͺš��������������������������� 7
3.1.2ѹ�����DZ���ѡ���������������������������������������� 7
3.1.3��������������Ԫ����ѡ�������������������������������� 7
3.2��������ơ����������������������������������������������������� 8
3.2.1���������ơ����������������������������������������������� 8
3.2.2������ϼ��ͱ��������������������������������������������� 8
3.2.3������ƵĿ����ԡ������������������������������������������� 9
������ PLCӲ������ͼ������������������������������������������������ 10
������ ϵͳ��������ͼ������������������������������������������������ 11
������ ��̹���˵���������������������������������������������������� 12
������ ����˵�������������������������������������������������������� 13
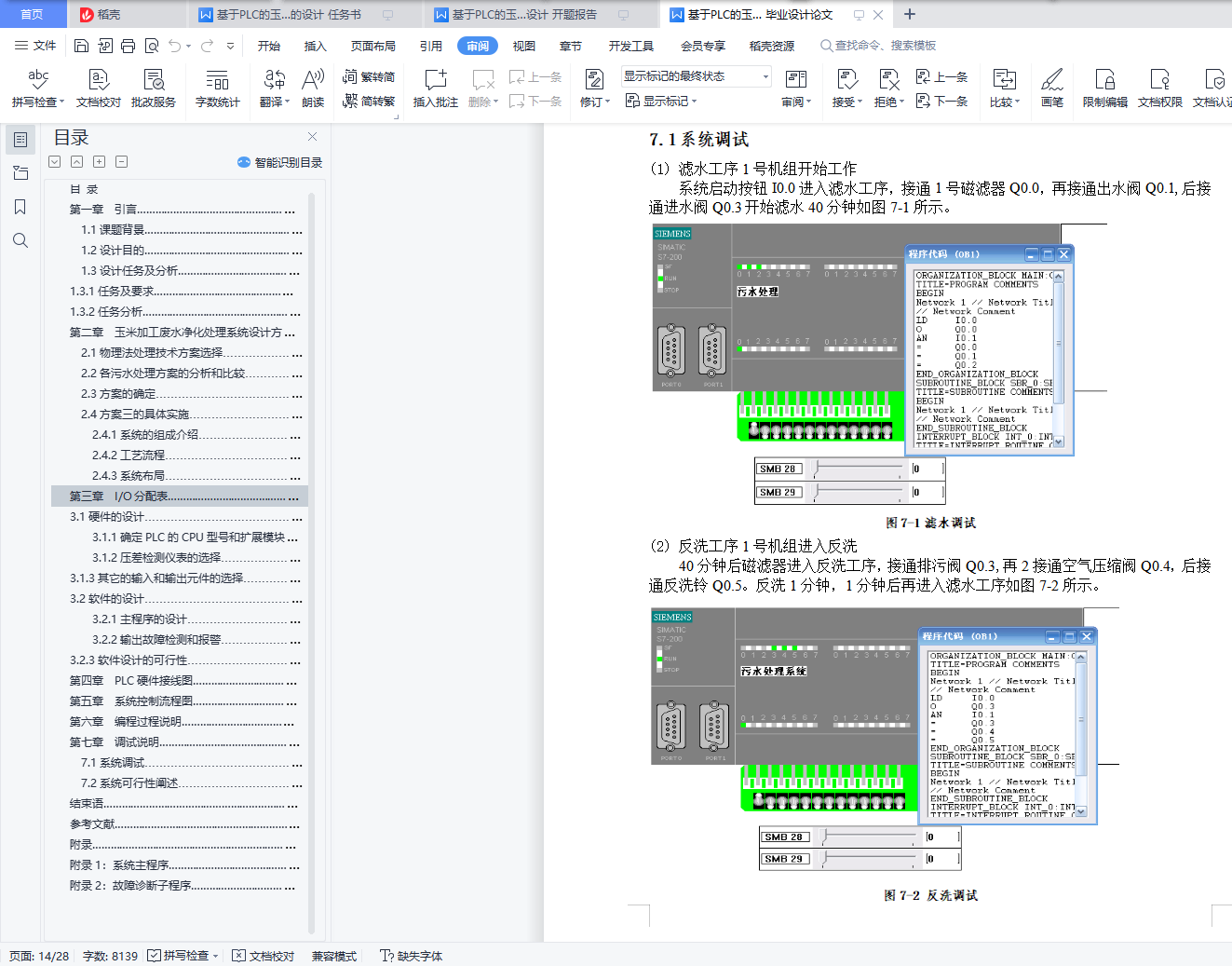
7.1ϵͳ���ԡ������������������������������������������������������� 14
7.2ϵͳ�����Բ����������������������������������������������������� 15
����������������������������������������������������������������� 16
�ο����ס������������������������������������������������������������� 17
��¼������������������������������������������������������������������ 18
��¼1��ϵͳ���������������������������������������������������� 18
��¼2����������ӳ��������������������������������������������� 24
��һ�� ����
1.1���ⱳ��
�ɱ�̿�������PLC���ۺ��˼�����������Զ����Ƽ�����ͨ�ż�����һ�����͵ġ�ͨ�õ��Զ�����װ�á����ڿɱ�̿������Ѿ���Ϊ����Ҫ����ɿ���Ӧ�ó�����㷺�Ĺ�ҵ�����ͼ�����������й���ǿ���ɿ��Ըߡ�ʹ�����㡢���ڱ���Լ���Ӧ��ҵ������һϵ���ŵ㡣Ϊ�������ˮ�����������й���ˮƽ�� PLCҲ��Ϊ�˸�ϵͳ����Ҫ��ɵ�Ԫ֮һ���ڸ�ϵͳ�и���Ԫ��һ�����˽ṹ�������ӹ�����ˮ�������Ŀ���ϵͳ����
1.2���Ŀ��
�����ӹ���ҵ�У��д����Ĺ�ҵ��ˮ������ȴ��Ϊ��ÿ�����Ĵ�����ˮ��Դ�������ù�����ȴˮ���������������ʣ����˶��ѭ��ʹ�á�Ϊ������������Լ��ˮ����Ҫ�Ժ��������������ʵ���ˮ���о���������
1.3���������
1.3.1����Ҫ��
��1����̨�������ˮ����ɵ������У�Ҳ��ͬʱ���С�����ϴ����ֻ������̨������й�����һ̨���鷴ϴʱ����һ̨����ȴ�����̨����ͬʱҪ��ϴʱ��1�Ż������ȡ�
��2��Ϊ��֤��ˮ���յ��������У���ÿ̨����Ĺܵ��Ͼ���װ��ѹ�����DZ���ֻҪ�����ˡ���ѹ��ߡ��źţ���Ӧ����ֹͣ��ˮ�����Զ����뷴ϴ����
��3��Ϊ��ǿϵͳ�Ŀɿ��ԣ���ÿ̨����Ĵ�������������ŷ���Ȧ�Ľ�ͨ�źŷ�����PLC����ˣ�һ��ijһ����źŲ�������Ҫ����ֹͣϵͳ�����������ɱ��ⷢ���¹ʡ�
��4���Ӵ���������ϼ�ⱨ����