| 设计 任务书 文档 开题 答辩 说明书 格式 模板 外文 翻译 范文 资料 作品 文献 课程 实习 指导 调研 下载 网络教育 计算机 网站 网页 小程序 商城 购物 订餐 电影 安卓 Android Html Html5 SSM SSH Python 爬虫 大数据 管理系统 图书 校园网 考试 选题 网络安全 推荐系统 机械 模具 夹具 自动化 数控 车床 汽车 故障 诊断 电机 建模 机械手 去壳机 千斤顶 变速器 减速器 图纸 电气 变电站 电子 Stm32 单片机 物联网 监控 密码锁 Plc 组态 控制 智能 Matlab 土木 建筑 结构 框架 教学楼 住宅楼 造价 施工 办公楼 给水 排水 桥梁 刚构桥 水利 重力坝 水库 采矿 环境 化工 固废 工厂 视觉传达 室内设计 产品设计 电子商务 物流 盈利 案例 分析 评估 报告 营销 报销 会计 |
|
|
|
| 首 页 | 机械毕业设计 | 电子电气毕业设计 | 计算机毕业设计 | 土木工程毕业设计 | 视觉传达毕业设计 | 理工论文 | 文科论文 | 毕设资料 | 帮助中心 | 设计流程 |
您现在所在的位置:首页 >>毕设资料 >> 文章内容 |
5、按规定格式分析零件加工工艺过程及进行程序程序编制 (三)、主要要求及应达到的技术指标 完成下列卡片及编程菜单的填写。
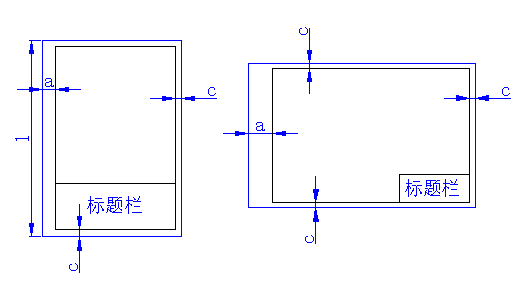
(四)、数控车削加工工艺过程及编程分析参考资料 (1)《机械制造工艺与装备课程设计指导书》,机械工业出版社 (2)《数控车床编程与操作实训》,陈华,重庆大学出版社 (3)《数控设备与编程》,杨仲冈,高等教育出版社 (4)《数控机床加工程序编制》,顾京,机械工业出版社 (五)、设计说明书的编写(A4纸,不低于30页) 说明书内容如下: (1)目录 (2)设计任务书。 (3)总论或前言 (4)分析零件图纸(零件的作用结构特点、结构工艺性、关键表面的技术要求分析等)。 (5)零件的工艺分析 ①确定切削用量、刀具走刀路线。 ②选择刀具,设置刀补。 ③工艺路线的确定(粗、精基准加工的安排,刀具路线分析,选择的加工设备及安装,工件的装夹等,列出不同工艺方案,进行分析比较)。 (6)数值计算:分析加工中各节点坐标的分析与计算,建立工件坐标系。 (7)编写程序:首先选定数控系统(以FANUC为例),分析该系统的主要数控指令,进行程序编制,对各段程序进行分析与说明。 ⑦设计小结。 ⑧参考文献。 (六)、格式要求 1、图 纸 按机械制图国家标准绘制,零件图用A2图纸,标题栏及基本幅面尺寸和图框格式按图2、图3及表7所示。
表7 基本幅面尺寸
图3 图框格式 2、数控加工工序卡片、数控刀具卡片、数控刀具明细表、数控机床调整表、工件安装和零点设定卡片、数控加工程序单(表1~表6) 3、计 算 书 计算书采用A4打印纸 60页以上的论文采用双面打印,60页及其60页以下论文采用单面打印 上边距:2.5cm;下边距:2.5cm;左边距:3.0cm;右边据:2.5cm; 行距:1.5倍 正文字体使用小四号字,宋体,一级标题使用四号字体,黑体,加粗;二级标题使用小四号字体,黑体,加粗;三级标题使用小四号字体,宋体,加粗。 序号:毕业设计(论文)各章节序号采用阿拉伯数字编码,格式为: 1… 1.1… 1.1.1…(最多不超过3层) 页码:阿拉伯数字进行编号,位于每页页底中部。 3、公 式 用word中“公式编辑器”或“MathType 5.0 Equation”软件完成,大小为12pt(可以进行适当调整),位置居中
指导教师 江桂云 下发日期 2008.9.10 附录:机械设计及自动化(数控方向)毕业论文各阶段完成内容明细表
附件:毕业设计题目 如图示轴类零件,零件材料为45钢,毛坯为
轴零件图 ,重庆大学网络教育学院 学生毕业设计任务书 批次、层次、专业0802、本科、机械设计制造及自动化校外学习中心 重庆学习中心 学生姓名__ _________学号_ _________ 一、 毕业设计(论文)题目 轴类零件数控车削加工工艺过程及编程分析 二、毕业论文工作自20XX年9月3日起至20XX 年10月15日止 三、毕业论文内容要求: (一)、选题要求 见附件中的零件,试对该零件进行数控车削加工工艺过程及编程分析 (二)、数控类设计的主要内容 1、分析零件图样 根据图样,画出零件图,对工件的形状、尺寸、精度等级、表面粗糙度、材料和热处理等技术要求进行分析。 2、确定加工工艺方案 针对上述对零件的分析,选择加工方案确定加工顺序、加工路线、装夹方式、刀具及切削用量参数等。要求有详细的设计过程,合理的参数选择。 3、数值计算 根据零件图的尺寸、确定的工艺路线及设定的工件坐标系,计算零件粗、精加工各运动轨迹,得到刀位数据。要求有刀位点坐标值计算过程和画出刀具轨迹图。 4、编写零件加工程序 加工路线、工艺参数及刀位数据确定后,可以根据数控系统规定的功能指令代码及程序格式,逐段编写加工程序单。此外,还要填写有关的工艺文件,如数控加工工序卡片、数控刀具卡片、数控刀具明细表、工件安装和零点设定卡片、数控加工程序单(表1~表6)等。
本类最新文章
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
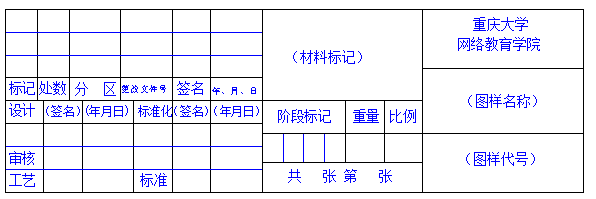 图2 标题栏格式
图2 标题栏格式