摘 要
箱体零件是机器及其部件的基础零件,它决定了部件中各组件和零件的相互位置,并使其能协调发运动,因而箱体零件的精度对箱体部件装配后的精度有决定性影响。
对于后桥箱的复杂性和多样性,所以先要在平口钳的装夹下加工其基准面,加工完后二次装夹,以基准面为基准,进行打标控制在一定范围内进行装夹加工其对应面。
拖拉机后桥箱体后桥箱体的实际结构形状比较复杂、不但有平面还有孔的加工,而且箱体零件中孔的位置精度要求较高,且形状复杂,壁薄且不均匀,内部呈腔形,加工部位多,加工难度大,既有精度要求较高的孔系和平面,也有许多许多精度要求较低的紧固孔。因此,一般中型机床制造厂用于箱体类零件的机械加工劳动量约占整个产品加工量的15%-20%。
本次设计从保证零件加工质量的角度出发,主要分析了箱体零件中孔的加工工艺对于孔径较小且较为规则的孔我们通常采用点孔、钻孔、扩孔、铰,对于孔径较大且为不规则的孔我们通常采用点孔、钻孔、扩孔、粗精镗孔等方案。以及采用Siemens 840D系统进行数控编程。
关键词:基准面;拖拉机后桥箱体;加工中心;孔;工艺;程序
Abstract
The box parts is the foundation of machine parts and components, which determines the mutual position of parts in the assembly and parts, and the coordinated movement, thus the precision of parts have a decisive impact on the cabinet after the assembly of precision components.
Tractor rear axle box after box shape bridge actual structure more complex, not only have the plane and the machining of the hole, and the hole position accuracy in the body part of the demand is higher, and the complex shape, thin wall and uneven, the internal cavity shape, machining parts, processing difficulty is big, has not only high precision holes and the plane, there are many many fastener holes for low accuracy. Therefore, medium-sized general machine tool manufacturing plant for the machining of the amount of labor of box parts about the processing amount of the whole product 15%-20%.
This design is from the guarantee machining quality point of view, the main analysis of the process in the body part hole for aperture is small and regular hole we usually use point hole, drilling, reaming, reaming, the aperture is large and irregular holes we usually use point hole, drilling, reaming, coarse and fine boring such schemes. And the use of Siemens 840D system for NC programming.
Keywords: tractor rear axle box CNC machining center hole process procedure
目录
摘 要 1
1 绪论 4
1.1课题研究的背景与意义 4
1.2课题研究的主要内容 5
2 总体方案的分析确定 6
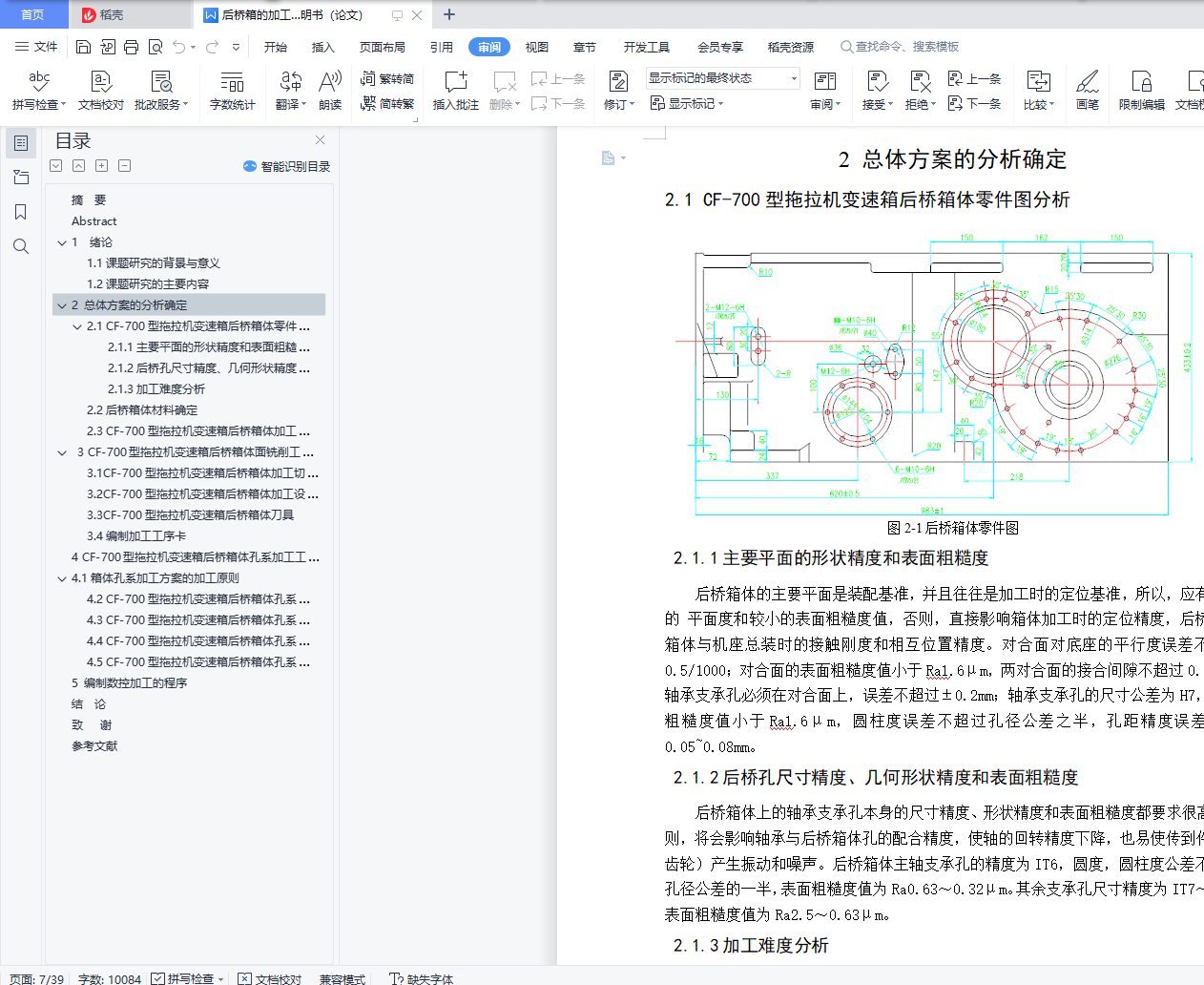
2.1 CF-700型拖拉机变速箱后桥箱体零件图分析 6
2.1.1主要平面的形状精度和表面粗糙度 6
2.1.2后桥孔尺寸精度、几何形状精度和表面粗糙度 6
2.1.3加工难度分析 6
2.2后桥箱体材料确定 7
2.3 CF-700型拖拉机变速箱后桥箱体加工方案的确定 7
3 CF-700型拖拉机变速箱后桥箱体面铣削工艺分析 8
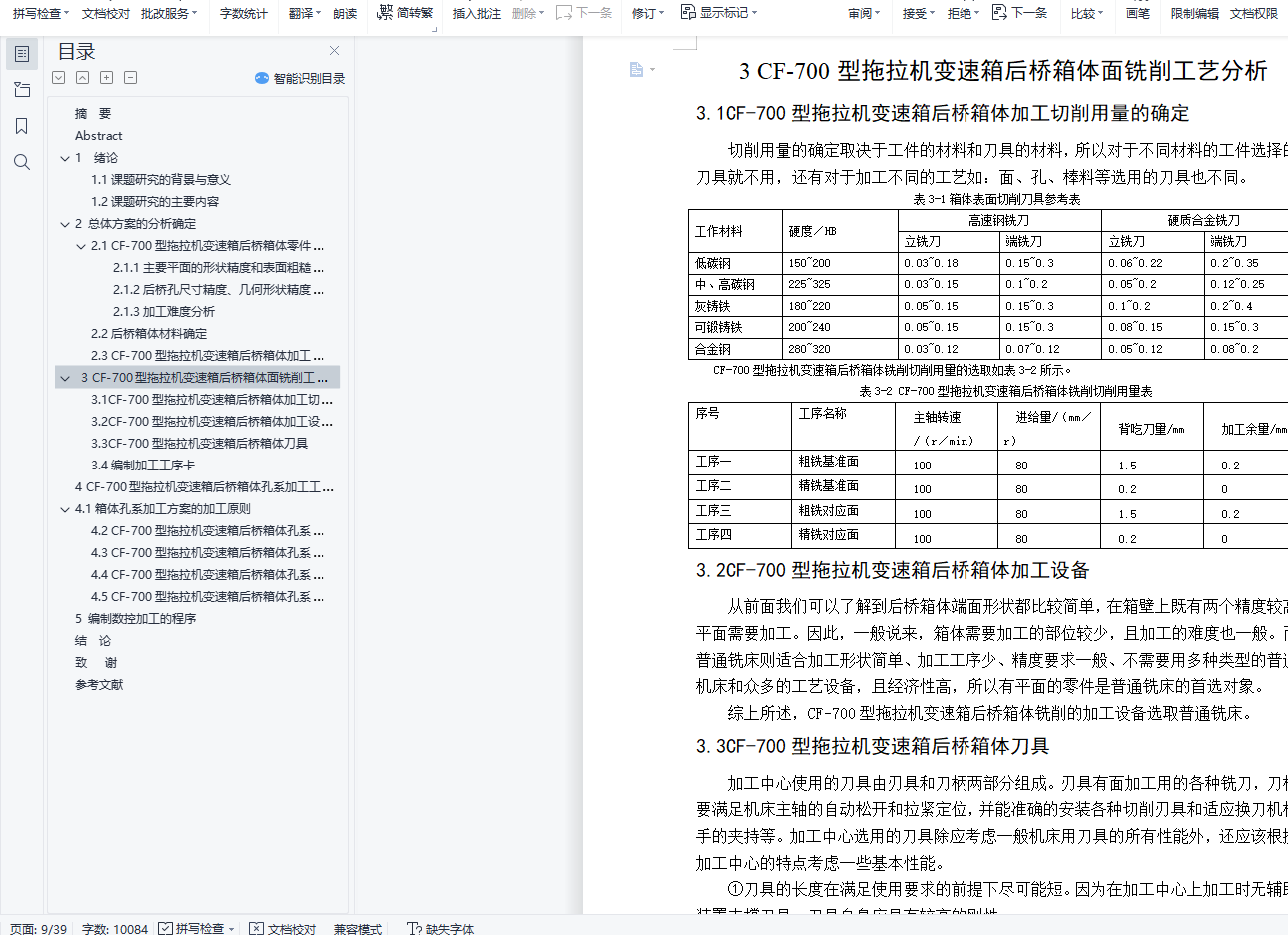
3.1CF-700型拖拉机变速箱后桥箱体加工切削用量的确定 8
3.2CF-700型拖拉机变速箱后桥箱体加工设备 8
3.3CF-700型拖拉机变速箱后桥箱体刀具 8
3.4编制加工工序卡 9
4 CF-700型拖拉机变速箱后桥箱体孔系加工工艺分析 14
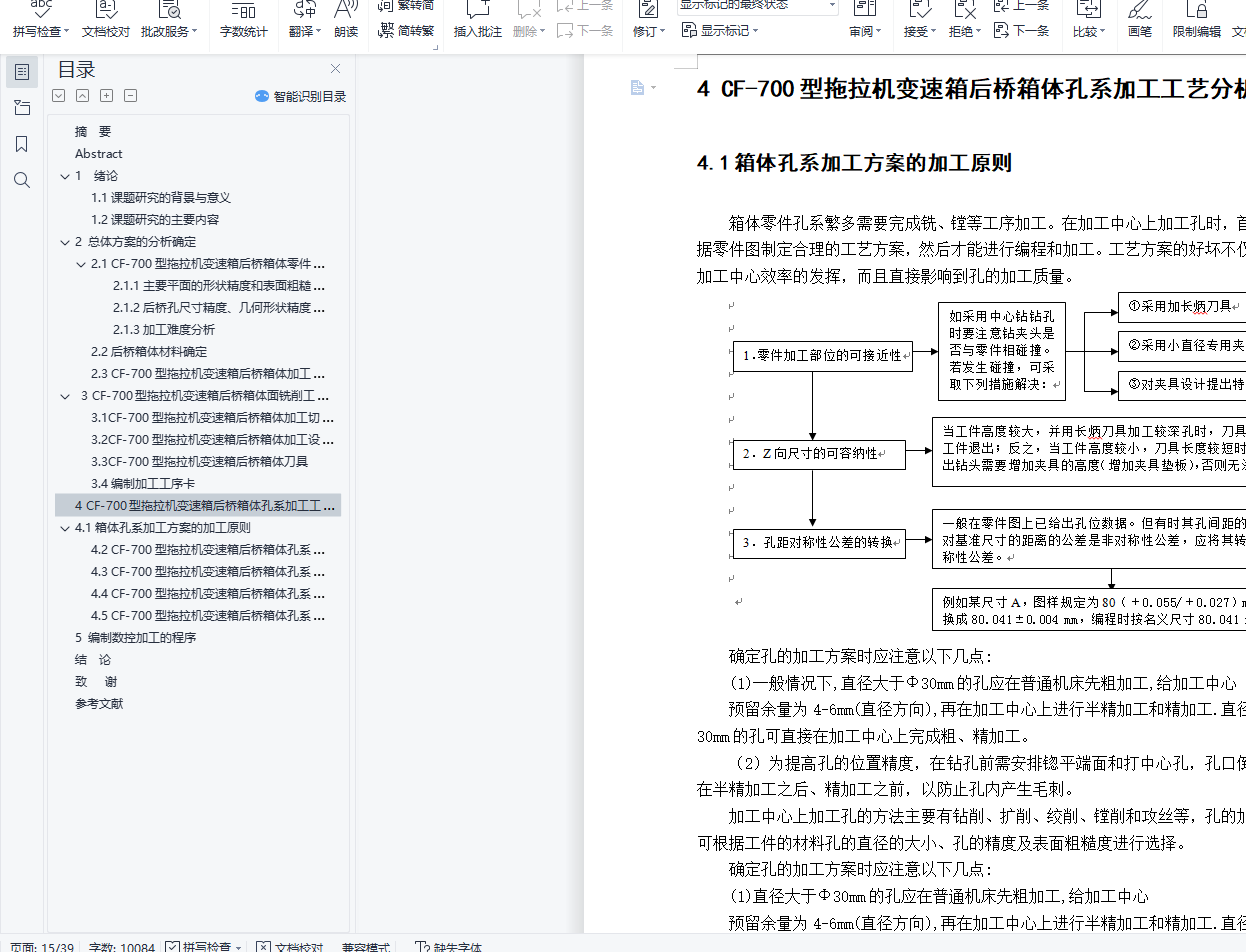
4.1箱体孔系加工方案的加工原则 14
4.2 CF-700型拖拉机变速箱后桥箱体孔系加工方案的确定 16
4.3 CF-700型拖拉机变速箱后桥箱体孔系加工设备的选取 19
4.4 CF-700型拖拉机变速箱后桥箱体孔系刀具的选取 19
4.5 CF-700型拖拉机变速箱后桥箱体孔系夹具的确定 21
5 编制数控加工的程序 23
结 论 24
致 谢 25
参考文献 26
附录A 27