Integrated Computer Aided Manufacturing
1.INTRODUCTION
Today’s industry competes in a truly international marketplace. Efficient transportation networks have created a “world market” in which we participate on a daily basis. For any industrial country to compete in this market, it must have companies that provide economic high-quality products to their customers in a timely manner. The importance of integrating product design and process design to achieve a design for production system cannot be overemphasized. However, even once a design is finalized, manufacturing industries must be willing to accommodate their customers by allowing last-minute engineering-design changes without affecting shipping schedules or altering product quality.
Most U.S.-based manufacturing companies look toward CAD/CAM and CIM to provide this flexibility in their manufacturing system . Today ,the use of computers in manufacturing is common . Manufacturing system are being designed that not only process parts automatically ,but also move the parts from machine to machine and sequence the ordering of operations in the system. Figure 1 contains a plot of the economic regions of manufacturing. It should be noted that manual handcrafted goods will always have a market in the United States as well as abroad. This is also true of industrial products―there will continue to be a need for special one-of-a-kind items. The spectrum of one-of-a-kind goods through high-volume goods dictates that a variety of manufacturing methods be used to meet our various industrial needs. Some of these systems will look like the factories that our grandparents labored in, whereas others will take on a futuristic look. In the following sections, a discussion of flexible manufacturing systems is presented.
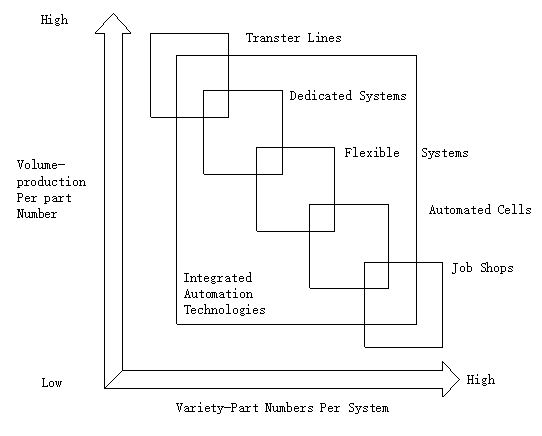
Figure 1 Volume versus variety regions for economic manufacturing
(Courtesy of Cincinnati Milacron.)
2.FLEXIBLE MANUFACTURING SYSTEMS
A flexible manufacturing system, or FMS as they are more commonly known, is a reprogram-able manufacturing system capable of producing a variety of products automatically. Since Henry Ford first introduced and modernized the transfer line, we have been able to perform a variety of manufacturing operations automatically. However, altering these systems to accommodate even minor changes in the product has been quite taxing. Whole machines might have to be introduced to the system while other machines or components are modified or retired to accommodate small changes in a product. In today’s competitive marketplace ,it is necessary to accommodate customer changes or the customer will find someone else who will accommodate the changes. Conventional manufacturing system s have been marked by one of two distinct features:
1. Job shop type systems were capable of producing a variety of product ,but at a high cost.
2. Transfer lines could produce large volumes of a product at a reasonable cost, but were limited to the production of one ,two, or very few different parts.
The advent of numerical control (NC) and robotics has provided us with reprogramming capabilities at the machine level with minimum setup time. NC machines and robots provide the basic physical building blocks for re-programmable manufacturing systems.
2.1.FMS Equipment
2.1.1Machines
In order to meet the requirements of the definition of an FMS, the basic processing in the system must be automated. Because automation must be programmable in order to accommodate a variety of product-processing requirements, easily alterable as well as versatile machines must perform the basic processing.
For this reason, CNC turning centers, CNC machining centers, and robotic workstations comprise the majority of equipment in these systems. These machines are not only capable of being easily reprogrammed, but are also capable of accommodating a variety of tooling via a tool changer and tool-storage system. It is not unusual for a CNC machining center to contain to 12 or more tools (right-hand turning tools, left-hand turning tools ,boring bars, drills ,and so on ) . The automatic tool changer and storage capabilities of NC machines make them natural choices for material-processing equipment.
Parts must also be moved between processing stations automatically. Several different types of material-handling systems are employed to move these parts from station to station. The selection of the type of material-handling system is a function of several system features. The material-handling system, first, must be able to accommodate the load and bulk of the part and perhaps the part fixture. Large, heavy parts require large , powerful handling systems such as roller conveyors guided vehicles or track-driven vehicle systems. The number of machines to be included in the system and the layout of the machines also present another design consideration. If single material handler must be at least as large as the physical system. A robot is normally only capable of addressing one or two machines and load-and-unload station. A conveyor or automatic guide vehicle(AGV) system can be expanded to include miles of factory floor. The material-handling system must also be capable of moving parts from one machine to another in a timely manner. Machines in the system will be unproductive if they spend much of their time waiting for parts to be delivered by the material handler. If many parts are included in the system and they require frequent visits to machines, then the material-handling system must be capable of supporting these activities. This usually can be accommodated by using either a very fast handling device of by using several devices in parallel, for example, instead of using a single robot to move parts to all the machines in the system, a robot would only support a single machine.
2.1.2 Tooling and fixtures.
Versatility is the key to most FMSs, and as such the tooling used in the system must be capable of supporting a variety of products or parts. The use of special forming tools in an FMS is not typical in practice. The contours obtained by using forming tools can usually be obtained through a contour-control NC system and a standard mill. The standard mill then can be used for a variety of parts rather than to produce a single special contour. An economic of the cost and benefits of any special tooling is necessary to determine the best tooling combination. However, because NC machines have a limited of tools that are accessible, very special tools should be included.
One of the commonly neglected aspects of an FMS is the fixturing used. Because fixtures are part of the tooling of the system, one could argue that they should also be standard for the system. Work on creating “flexible fixtures” that could be used to support a variety of components has only recently begun. See Chapter 5.One unique aspect of many FMSs is that the part is also moved about the system in the fixture (or pallet fixture). Fixtures are made to the same dimensions so that the material-handling system can be specialized to handle a single geometry. Parts are located precisely on the fixture and moved from one station to another on the fixture. Fixtures of this type are usually called pallet fixtures, or pallets. Many of the pallet fixtures employed today have standard “T-slots” cut in them, and use standard fixture kits to create the part-locating and-holding environment need for machining.
3.COMPUTER CONTROL OF FLEXIBLE MANUFACTURING SYSTEMS
3.1 FMS Architecture
An FMS is a complex network of equipment and processes that must be controlled via a computer or network of computers. In order to make the task of controlling an FMS more tractable, the system is usually divided into a task-based hierarchy. One of the standard hierarchies that have evolved is the National Institute of Standards and Technology(NIST) factory-control hierarchy. (NIST was formerly the National Bureau of standards. NBS.) This hierarchy consists of five levels and is illustrated in Figures 2 and Figures 3 The system consists of physical machining equipment at the lowest level of the system. Workstation equipment resides just above the process level and provides integration and interface functions for the equipment. For instance pallet fixtures and programming elements are part of the workstation. The workstation typically provides both man-machine interface as well as machine-part interface. Off-line programming such as APT for NC or AML for robot resides at the workstation level.
The cell is the unit in the hierarchy where interaction between machines becomes part of the system. The cell controller provides the interface between the machines and material-handling system. As such ,the cell controller is responsible for sequencing and scheduling parts through the system. At the shop level integration of multiple cells occurs as well as the planning and management of inventory. The

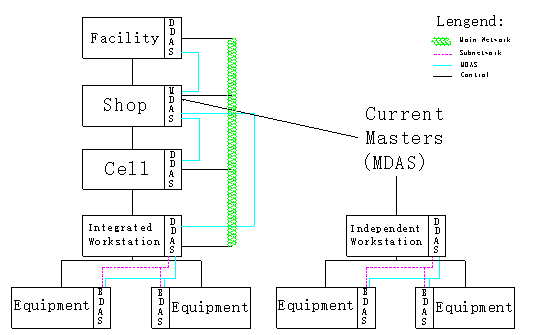
Figure 3 The relationship between the data-administration (DAS) in the NIST architecture :(1)the topologies of the Integrated Manufacturing Data Administration System(IMDAS) data-administration system;(2)the net work data-communication network; (3)the hierarchical system of data-driven control: data preparation is implied in (4) the facility level of control
facility level is the place in the hierarchy where the master production schedule is constructed and manufacturing resource planning is conducted. Ordering materials planning inventories and analyzing business plans are part of the activities that affect t he production system. Poor business and manufacturing plans will incapacitate the manufacturing system just as surly the unavailability of a machine.
3.2 FMS Scheduling and control
Flexible manufacturing systems, like other manufacturing system can differ significantly complexity . This complexity is not only determined by the number of machines and the number of parts resident in the system, but also by the complexity of parts and control requirements of the specific equipment . Some FMSs require only a simple programmable controller to regulate the flow of parts though the system, whereas others require sophisticated computer control systems. In the following sections , example of FMSs and their control are presented.
The most simple FMS consists of a processing machine, a load/unload area, and a material handler (a one-machine system is the most simple FMS that can be constructed ). Operation of this system consists of loading the part(s) that move down a conveyor the machine. Once the part is loaded onto the machine , the robot is retracted to a “safe position” and the machining begins.
Although this is a very simple system, it illustrates several interesting design and control decisions that must be considered. If only a single part is to be processed in the system, a minimum number of switches and sensors necessary for the system. One requirement of the system is that the parts on the conveyor all have to be oriented in the same way. This is required so that the robot can pick up the part and deliver it to the NC machine in the same orientation every time. A proximity switch or micro-switch is required at the end of the conveyor to detect when a part is resident, and on the machine for the same purpose.
