渐开线轮廓激光干涉测量装置的设计
京都大学 机械工程与科学 小森雅治 日本京都市
摘要:
齿轮的振动和噪音是设备的严重问题之一,例如车辆和风力涡轮机。齿轮振动和噪音的特点很大程度上受到微米级齿面形状偏差的影响。齿轮产品质量用齿轮测量进行控制,并使用齿轮测量仪校准渐开线。然而,渐开线样板的传统校准不能达到足够的准确度。在这份报告中,直接测量渐开线的方法使用激光干涉仪的样板。进行基础实验的时候,其中受测物体表面状态的影响及其影响研究人造物的驱动。确认了所提出的方法可以测量渐开线齿面的详细形状,完成渐开线样板高精度测量的潜力。
关键词:齿轮,渐开线,测量,激光干涉仪,样板
1、引言
降低振动和噪音水平是重要的问题之一对于传动系统的渐开线直齿轮和斜齿轮问题车辆,如汽车。测微计的齿轮齿面形状明显影响齿轮的振动和噪音; 因此,必须严格控制齿面形状以实现卓越的齿轮性能。
通常使用齿形测量机器检查批量生产中的渐开线齿轮的齿形形状误差。本机的校准通常使用渐开线样板。因此,渐开线样板必须以高精度校准,例如亚微米级。在典型的齿轮测量研究中,使用接触触针的测量仪器得到了改进[1-7]。然而,这些测量装置通常难以以如此高的准确度校准渐开线样板,同时还要满足国家标准。 例如,齿廓偏差的不确定性(k = 2)由坐标测量机的轮廓测量在PTB[8]中估计大于1.0微米。因此需要高精度和可溯源的渐开线样板测量技术。
在这项研究中,提出了一种渐开线样板的超精密测量方法,其中利用了渐开线曲线的几何特征。激光干涉测量位移测量被执行,其中激光束被直接指向被测物体的表面,即渐开线样板。测量原理和测量装置也被提出。该测量装置的基本性能被研究并检查其高精度测量的可能性。
2、测量的基本原理
2.1 渐开线曲线的特征和测量原理。
图1中的粗线表示基圆和渐开线曲线,它通过基圆接触线AB定义的。假设基圆和渐开线曲线合为整体在AB线上的在图1的左方向在基圆和线AB之间没有滑动,然后到达该位置如图1中的虚线所示。在纯滚动期间,渐开线曲线和直线AB总是垂直相交于切点P,这是渐开线曲线的一个特征。相反,如果这条曲线不是真正的渐开线曲线也就是说,它与渐开线曲线具有形状偏差,交叉点位置P改变。沿线AB方向的交叉点P的位移表示轮廓形状偏差。齿廓偏差曲线通常表示为具有y轴上的轮廓形状偏差和x上的基圆的滚动长度的曲线图。因此,该齿形偏差曲线渐开线样板可以通过在测量基圆的滚动长度的同时测量交叉点P的位移来获得。在这项研究中,基圆的滚动长度和通过直接将激光束指向激光干涉仪的表面来测量交叉点P的位移渐开线伪影,如图1右侧所示。测量渐开线样板的滚动的原理是由PTB [9]的Beyer开发并用于渐开线样板的校准。在拜尔的方法中,交叉的位移点P使用接触触针测量。另一方面,在这项研究中,通过激光干涉测量进行非接触测量,可以保证直接追溯到国家标准长度,如碘稳定氦氖激光。这导致了测量的准确。
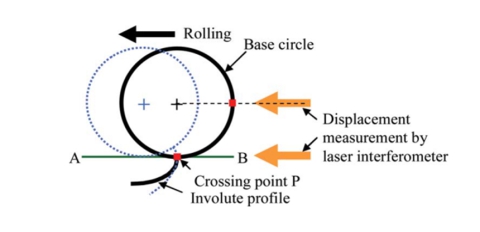
图1 渐开线样板的测量原理
2.2 渐开线样板
图2显示了本研究中使用的渐开线样板。它由渐开线齿面部分和两个基圆柱组成,它对应于基圆渐开线齿面。底座气缸安装在两侧的齿面部分。在基体圆柱体和齿面之间有圆盘以保护齿面。制造齿面,使其渐开线的基圆半径曲线是57.5毫米。通过将激光束指向抛光区域来测量基座滚筒的滚动长度。基座圆柱体未磨光表面积的设计半径为与基圆半径57.5毫米相同。基座圆柱体的未磨光部分的半径和圆度分别使用坐标测量机(Leitz PMM12106)和圆度测量机(Kosaka laboratory corporation roncorder EC3400)来测量。图2中左半圆柱的半径为57.5010毫米,圆度为77纳米,而在20°C的温度下右圆柱体的半径为57.5008毫米,圆度为82纳米。PTB中的实用级别也使用了相同类型的工件[9]。这一事实表明可以高精度地制造这种样板。但是,这个零件并不完美。该零件的误差通过本报告中的测量方法进行校准。
3、测量装置和方法
3.1 测量装置
图3显示了渐开线样板的测量点,图4显示了测量装置的图像。 如图1和2所示。 如图3和4所示,渐开线样板被设置在轨道上。抛光基圆柱圆周表面的中间区域,抛光部分的半径小于基圆的半径。基座圆柱体的未抛光区域与导轨接触,但抛光区域没有。导轨的顶部表面对应于图1中的线AB。位移是在两个基圆柱上的点Q和Q'以及齿侧上的点P处测得的。测量装置的光学系统在图5中概述。来自激光头的准直光束使用光束弯曲器弯曲(光束直径约为3毫米)。
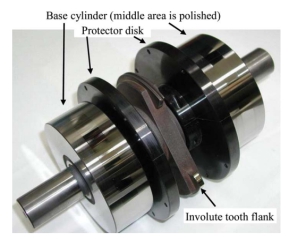
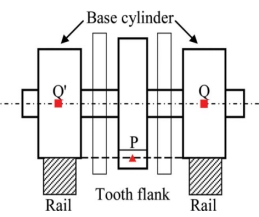
图2 基础圆柱渐开线样板 图3 测量渐开线样板的点
然后,使用分束器将其平均分成三个光束,并将这些光束指向渐开线样板。两根光束指向基座圆柱体的镜面区域(图3中的点Q和Q')。它们通过凹透镜和凸透镜,成为直径约1毫米的平行光束激光束。如果大的直径激光束指向圆柱表面,则反射光沿周向扩散,并且激光干涉测量的光强度变得不足。因此,激光束的直径减小。使用两个光束弯曲器将中心光束的高度降低以将激光束指向渐开线样板的齿侧。安装凸透镜将光束聚焦在齿面的P点(比照图 3和5)。光斑直径估计约为6微米。使用干涉仪测量齿面的位移。聚焦光束使光斑直径变得足够小,这是测量齿面的详细形状所需的。激光位置传感器通过脉冲转换器处理输入信号。 在这个阶段,测量分辨率约为158 纳米(激光波长的1/4)。脉冲转换器的输出脉冲的分辨率提高到10纳米左右,并在位置计数器中累加并输出位移数据。 输出数据通过GPIB接口存储在计算机上。
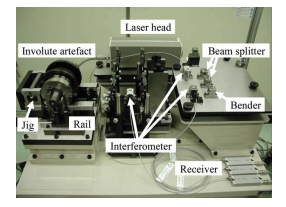
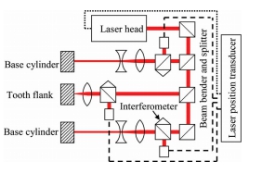
图4 渐开线测量设置 图5 干涉测量的光学配置
本实验中使用的激光干涉测量系统是Hewlett-Packard公司的HP5507B激光位置传感器系统(HP5517C激光头,HP10507A单光束干涉仪,HP10700A 33%分束器,HP10701A 50%分束器和HP10710A光束弯曲器)。用于改变光束直径的透镜是在点Q和Q'测量的双凸透镜(焦距约为150毫米)和双凹透镜(焦距约为50毫米),用于点P处的测量的双凸透镜(焦距约为50毫米)。
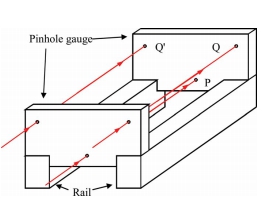
图6 针孔仪用于光轴调整
3.2 光学系统的调整
光学系统必须进行调整,以便在点P,Q和Q'处准确出现激光束。最初,导轨上设置了两个针孔测量仪,如图6所示。这些针孔的位置对应于点P,Q和Q'。调整光轴,使激光束穿过这些测量仪的针孔,然后将激光束指向目标位置。在使用针孔仪调整光轴后,渐开线样板被设置在导轨上。齿面的位置应该几乎与激光束的焦点位置相同,并且渐开线样板的轴线必须垂直于轨道方向。为了充分设置渐开线样板,在接触特殊夹具(图4位于渐开线装置的左侧)时,渐开线样板被设置在导轨上。然后对干涉仪,分束器和弯曲器的位置进行微调,以便所有激光干涉仪都能够测量位移。
3.3 测量数据的处理
同时获取两个基圆柱和齿面的位移数据是理想的[10]; 但是,在这个测量系统中不可能同时获取所有数据。数据以Q,P,Q',Q,P ...的顺序以大约0.015s的采样间隔获得。根据测量时间内插在点P,Q和Q'处获得的位移数据。在剖面偏差测量中,点P处获得的数据是最重要的,因此点Q和Q'的位移通过在点P的数据采集时间线性插值计算。点Q和Q'的平均位移被认为是渐开线样板的滚动长度。
4、用激光干涉仪测量曲面
4.1 用平行激光束测量
平面镜或角锥棱镜通常用作激光干涉位移测量的对象。然而,在该测量中,激光束直接指向样板的曲面。因此,根据测量表面的曲率和粗糙度,干涉测量可能是困难的。为了研究表面条件的影响和干涉测量的可能性,用激光干涉仪直接测量具有不同曲率和表面粗糙度的样品柱。本实验中使用的光学系统如图7所示,其中使用平行激光束进行测量。镜子和圆柱体固定在空气滑块上,激光束指向它们。使用透镜将指向圆柱体的平行激光束的直径减小到1毫米。这些透镜与图5中样板的圆柱体的位移测量的透镜相同。
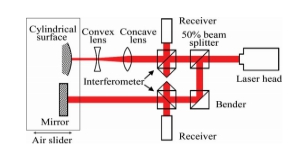
图7 用平行激光束测量圆柱体和反射镜
圆筒和干涉仪之间的距离以10毫米每秒的速度从550毫米变化到600毫米,并且测量镜子和圆柱体的位移。目标圆柱的直径为100 毫米,125 毫米,150 毫米,175 毫米和200 毫米。 每个圆柱表面都有五种抛光方式,其中使用了400,600,1000,2000号金刚砂纸或钻石膏(晶粒大小为1微米)。
实验结果表明,无论圆筒直径如何,使用400金刚砂纸抛光的圆柱体都不能测量,因为反射的激光束没有适当地返回到干涉仪。但是,可以毫无问题地测量其他圆柱,并且每个测量的位移与反射镜的几乎相同。根据这个结果,假设如果圆柱体的直径大于100毫米并且圆柱体使用600以上的金刚砂纸进行抛光,则使用平行激光束的干涉位移测量是可能的。
4.2 使用聚焦激光进行测量
在所提出的测量装置中,使用聚焦激光束测量样板的渐开线齿面; 然而,难以调整渐开线样板和光学系统的位置,使得激光束精确地聚焦在齿侧。另外,在渐开线轮廓测量过程中[11],由于齿面的不平坦表面,激光的焦点偏离齿腹是不可避免地。 接下来检查使用聚焦激光束进行干涉位移测量的可能性。本实验中使用的光学系统如图8所示。凹透镜从图7中的装置中移除,使得激光束聚焦在圆柱体的表面上。测量的圆柱体的直径为100毫米,125毫米,150毫米,175毫米和200毫米,每个圆柱体的表面用600,1000,2000号砂纸或钻石膏进行抛光(晶粒大小为1微米)。
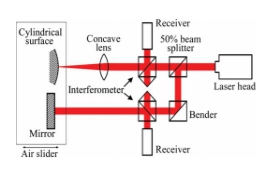
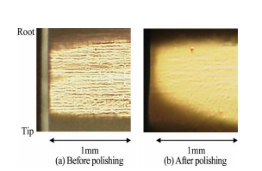
图8 使用聚焦激光束测量柱面和反射镜 图9 渐开线样板齿面的显微照片
在调整凸透镜的位置以将激光束聚焦在圆柱体的表面上之后,通过在测量镜子和圆柱体的位移的同时沿光轴方向移动空气滑块来研究可测量的偏差范围。该实验的结果表明,对于距离焦点正负10毫米范围内的任何圆柱都可以进行测量。
因此,确认了在测量齿面形状时,激光焦点和齿面位置之间的毫米量级间隙是可接受的。换句话说,轮廓偏差测量是可能的,因为轮廓偏差通常在几微米内。
4.3 抛光样板
与圆柱体相比,样板的齿面的抛光通常是困难的。在原始状态下,样板的齿面的表面非常粗糙,以致在图9(a)所示的显微照片中清楚地观察到了磨痕; 因此,激光干涉测量是不可能的。考虑到上述实验的结果,使用粒度为1微米的金刚石膏对齿面进行抛光,并使用粒度为0.25微米的金刚石膏进行抛光。 图9(b)显示了抛光齿面的显微照片。
5、通过手动驱动渐开线样板进行测量
通过手动缓慢卷起渐开线样板来测量齿宽中间区域的轮廓形状。得到的结果如图10所示。虽然齿面上的测量点随着样板滚动而移动,但测量尖端和根部之间的整个齿面时没有任何问题。对于渐开线轮廓,曲率半径在根部附近变得非常小; 因此,它是干涉仪的一个难以测量的目标。但是,可以在提出的测量装置中测量齿面形状。
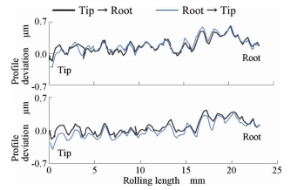
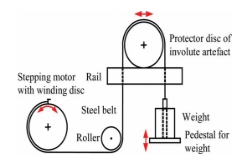
图10 测量手动驱动渐开线样板的轮廓偏差曲线 图11 渐开线样板的电机驱动系统
在图10的轮廓偏差曲线中,观察到微小的不平整形状,其被认为是剩余的磨痕。该结果表明可以详细地测量侧面的不规则性。在这个实验中,进行尖端和根部之间的往返测量,并且在向前测量(从尖端到根部)和向后测量(从根部到尖端)中观察测量形式的相似性。
6、利用电机驱动系统测量渐开线样板
在下一个实验中,使用图11所示的电机驱动系统卷绕渐开线样板。钢带固定在附着在步进电机上的卷盘(直径145毫米)上,并挂在渐开线样板的保护盘上(直径145毫米,比照。 图2)。在钢带的末端,放置一个底座(200克)和一个重物(1千克)。 钢带由步进电机的旋转进出。 步进电机在一个脉冲中旋转0.0072度。渐开线样板的带卷和保护盘具有相同的直径,因此渐开线伪影也在一个脉冲中以0.0072度滚动。使用该驱动系统测量齿宽中间区域的轮廓形状。 得到的结果如图12所示。前进和后退测量的差异在0.1微米以内。这表明使用自动驾驶系统可以提高测量的可重复性。
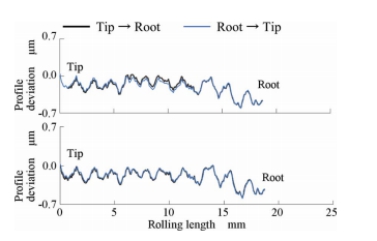
图12 使用电机驱动系统测量轮廓偏差曲线
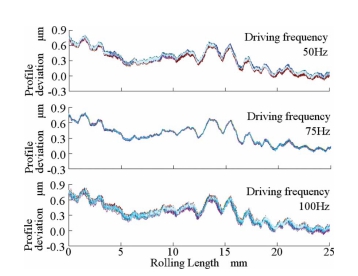
图13 十次测量的轮廓偏差曲线
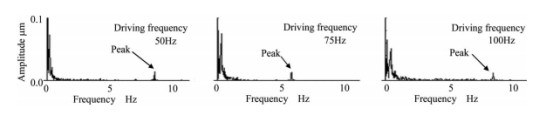
图14 测量轮廓偏差曲线的离散傅立叶变换结果
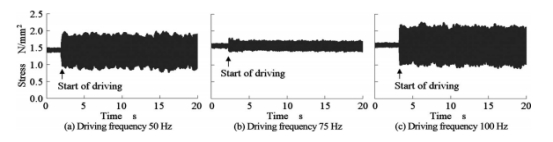
图15 测量过程中钢带的应力波动
7、步进电机驱动频率的影响
在不同的步进电机驱动频率下测量渐开线样板的轮廓曲线10次。在图13中示出了在50Hz,75Hz和100Hz的电动机驱动频率下测量的配档偏差曲线。在50Hz和100Hz的频率下,在齿形曲线中观察到高频率波动并且重复性低。 图14显示了作为时间函数的轮廓偏差的离散傅立叶变换的结果。在任何驱动频率的高频范围内观察到峰值,表明存在高频振动。
驱动系统中的钢带上安装了应变计(参照图11)。 图15显示了测量过程中在钢带中观察到的应力波动。在50Hz和100Hz的驱动频率下的应力波动的幅度很大,在该频率下,测得的轮廓偏差曲线中的高频波动非常突出。该结果表明驱动系统的固有频率之一是大约50Hz,因此在50Hz和100Hz的驱动频率处发生谐振。避免电机驱动频率引起共振是必要的。
8、结论
提出了一种用于齿形测量机检测和校准的渐开线样板的齿形精确测量方法,其中采用渐开线曲线和直接干涉测量的几何特征。构建了基于该原理的测量装置,并进行了基础实验和齿形测量。 获得以下结果。
(1)当使用400砂纸进行抛光时,不能通过激光干涉测量法测量直径范围为100毫米至200毫米的圆柱体表面; 但是,使用400以上的金刚砂纸打磨时可以测量。
(2)即使测量点偏离正负10毫米范围内的聚焦位置,也可以使用聚焦激光束进行干涉测量[12]。
(3)可以确定的是,可以通过激光干涉测量法直接测量齿面渐开线轮廓。当使用电动机驱动系统滚动渐开线样板时,测量稳定性高于手动。
(4)澄清了电动机驱动频率对测量配置文件的影响。得到的结果表明,驱动系统的固有频率之一是大约50Hz,因此,在50纳米和100Hz的驱动频率处发生谐振。 避免靠近固有频率的电机驱动频率是必要的。
所获得的结果证实了通过该测量方法高度准确地测量渐开线样板的可能性。
感谢
这项研究由创新科学研究资助资助(B)。
参考文献
[1] Härtig, F., Keck, C., Kniel, K., Schwenke, H., Wäldele, F., and Wendt, K.,2005, “A Novel High Accuracy Concept for Gear Calibration,” Gear Technol.,22(3),pp. 16–20.
[2] Härtig, F., Keck, C., Kniel, K., Schwenke, H., Wendt, K., and Wäldele, F.,2003, “Development of a Novel High Accuracy Concept for Gear Calibration,”Proceedings of DECT’03 ASME 2003 Design n Engineering Conference, Chicago, Vol. 22(3) ,Paper No. PTG-48105.
[3] Bicker, R., Frazer, R. C., and Wehmeyer, D., 2001, “Verifying Position Errors in CNC Gear Measuring Instruments Using a Laser Interferometer With Dynamic Data Capture Software,” Laser Metrology and Machine Performance V,G. N. Peggs, ed., Birmingham, pp. 345–354.
[4] Beyer, W., and Pahl, W., 1996, “Advanced Strategies for the Traceable Calibration of Cylindrical Gears and Bebel Gears at PTB,” VDI Berichte No.1230, pp. 937–945.
[5] Kajitani, M., Sato, T., and Yuzaki, M., 2001, “Development of Evaluation
System for Gear Measuring Instruments 1st Report Development of High Accurate Gear Measuring Instruments,” The Machine Design and Tribology Division Meeting in JSME, Vol. 01–11, pp. 55–58.
[6] Minoura, K., Ming, A., Kanamori, T., Kajitani, M., Sato, T., and Yuzaki, M.,2001, “Development of
Evaluation System for Gear Measuring Instruments(2nd Report): Experimental Evaluation of Prototype Machines,” The Machine Design and Tribology Division Meeting in JSME, Vol. 01–11, pp. 59–62.
[7] Oguma, T., and Kawasaki, Y., 2004, “MT21-3 History and Prospects of Gear
Measuring Instrument(Aspects for Mechanical Transmissions in the 21st century),” MPTFukuoka: The JSME International Conference on Motion and Power Transmissions, Vol. 2, pp. 623–629.
[8] Physikalisch-Technische Bundesanstalt Brochure, “Gear Metrology in the PTB.”
[9] Mintrop, H., and Beyer, W., 1961, “Untersuchungen uber die Verwendbarkeit Von” Angenaherten Evolventennormalen “zum Kalibrieren Von Evolventenprufgeraten,” Mitteilungen 71(4, pp. 255–263.
[10] ISO, 1995, “Cylindrical Gears—ISO System of Accuracy—Part 1: Definitions and Allowable Values of Deviations Relevant to Corresponding Flanks of Gear Teeth,” p. 1328–1.
[11] Takeoka, F., Komori, M., Kubo, A., Fujio, H., Taniyama, S., Okamura, D., Ito,T., Takatsuji, T., and Osawa, S., 2006, “Precise Measurement of Involute Profile by Laser Interferometer 1st Report Measuring Device and Evaluation of Basic Performance-,” Journal of the Japan Society for Precision Engineering. Supplement. Contributed Papers, 72(10), pp. 1270–1274.
[12] Takeoka, F., Komori, M., Kubo, A., Fujio, H., Taniyama, S., Ito, T., Takatsuji,T., and Osawa, S., 2006, “Laser Interferometric Measurement of Involute Profile by Rolling of Artifact,” 11th International Conference on Precision Engineering, F. Kimura, and K. Horio, eds., Tokyo, pp. 89–93.
