摘要:针对我国北方旱地一年两熟地区免耕播种机堵塞现象和已有卞动式防堵装置转速高( 1500 r/ min以上)、功耗大 (单位幅宽达1641.74 kW/m,含牵引功率)的现实问题,设计了一种新型免耕播种机锯切防堵装置,分析了该装置的切割机理,应用有限元ANSYS软件计算了锯齿圆盘切刀的应力分布,得出了锯齿圆盘切刀川于玉米秸秆切割的可行性。上述试验表明:1)该装置采用逆转式作业,兼有无支撑和有支撑两种切割方式,切割彻底,并能借助刀齿前角和抛撒板将已切断秸秆定向抛送到开沟器后方,实现了切割、定向抛撒一体化功能;2)秸秆切碎率随转速和秸秆含水率的增大而增大,秸秆含水率高时有利于提高切割质量;3)秸秆切碎率在动定刀间隙一定时,随前进速度增大而降低,小间隙时无漏切和撕皮现象,切割质量高,功耗小。理论和试验结果表明:与其他卞动式防堵装置相比,锯切防堵装置具有良好的切割性能,其转速低 (650 r/min)、功耗小(单位幅宽为2.95 kW/m)、秸秆覆盖量适应性强,为改善免耕播种机防堵性能提供了一条新途径。
关键词:免耕播种机;锯切防堵装置;切割机理;切碎率
1、 说明
免耕播种机堵塞问题是影响我国一年两熟的北方旱地地区的生产效率和播种质量关键因素之一。这是因为有大量的作物根茬而且在作物收割不久就要进行播种,不留时间使作物根茬腐烂。目前,有两种方法来解决免耕播种机的堵塞问题:1)在播种前用秸秆刀切碎秸秆,这将导致增加的工作程序,并增加生产成本,以及推迟播期; 2)茬被安装在免耕播种机上的切除机构清除,如在河北农哈哈机械有限公司的纺纱地带和沟小麦播种机和中国产农业大学[ 1 ]的2BMDF玉米地带等等。在实践中,驾驶砍机制在防堵问题上有巨大作用,但是因为秸秆切碎时的高转速,会产生更大的振动和噪声以及降低安全。
据报道,几个主要秸秆切碎机制的刀片基础线速度是37 ~ 56米/秒[ 2 ] ,其中大部分是砧板机制结合切割突出了更高的惊人速度和更高的功率消耗[ 3 ] ,例如:刀片基础线速度高达34米/秒能取得削减玉米秸秆的良好效果[ 4 ] ,而大米和小麦秸秆高达24米/秒 [ 5 ] 。即使玉米秸秆被与与垂直的滑动切口相切,其切割一个和两三个秸秆的速度必须上升到10.3米/秒, 13.6米/秒, 15.8米/秒[ 6 ] ,并且有较高的功率消耗。简言之,因为驾驶砍机制目前开发有高旋转速度(上面 1500转/分 )并且更高的力量消费(宽度单位能耗高达16 〜 41.74千瓦/米,包括牵引动力),在实践中以减少旋转速度和力量消费将是迫切的.
根据实际问题,本文件中的目标是要找到一种办法来解决64个缺陷,制造出对抓住稻草并且它必须在更高的旋转速度下,减少能耗和提高切割效果以及防堵性能免耕播种机。另外一些实验,对选择了齿形切削刀片的免耕播种机和切削机理的锯切防堵机制进行了研究。
2结构和规则的锯切防堵装置的切割原理
2.1结构和特性
锯切防堵装置由锯齿圆盘切刀、定刀组合、抛撒板、主轴、罩壳、机架、以及传动系统组成。锯切防堵装置的零件图如图1.其中锯齿圆盘切刀、抛撒板、和定刀组合是该装置的主要组成部分。设计的锯齿圆盘直径为350 mm,60齿;抛撒板安装在相邻两锯齿圆盘间,其最大回转直径为270 mm;定刀组合由锯齿形定刀和直刀形定刀组合而成,锯齿形定刀与锯齿圆盘切刀配合对秸秆进行剪切,而直刀形定刀主要起阻挡未切断秸秆落入抛撒区的作用,同时也参与剪切。该装置安装在土槽试验台上,工作幅宽为600 mm,相邻间隔为200毫米。其工作特点是秸秆既可由锯齿切刀直接切碎,也可由锯齿切刀和定刀组合作用而切碎,兼有无支撑与有支撑2种切割方式,锯齿刀端线速度低于甩刀式切割器线速度,即具有将高速砍切变为低速锯切的特点。
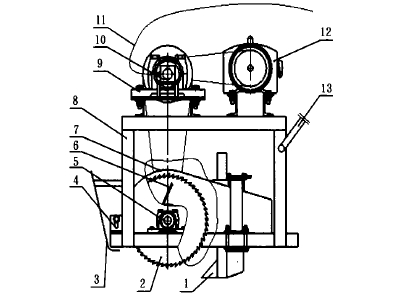
1. 开沟铲组合; 2.锯齿圆盘切刀; 3.秸秆导向板; 4.定刀组合; 5.主轴; 6.抛散弧板;
7.罩壳; 8.机架; 9.轴承座; 10.传感器; 11.电缆; 12.调速电机; 13.台车悬挂臂
图1 锯齿防堵装置结构示意图
2.2切割原理
锯齿圆盘切刀由动力驱动作逆时针旋转。首先,当锯齿底部与秸秆接触时,锯齿嵌住秸秆进行无支撑切割,已切断的秸秆,依靠锯齿圆盘切刀的刀齿和抛撒板的旋转作用向后抛送。其次,未完全切断的秸杆在刀齿作用下,向前上方运动与定刀组合发生剪切作用,秸秆进行有支撑切割,从而完成秸秆的全部切断,由锯齿切刀和抛散板将断秆抛送到开沟器后方。如此反复,实现秸杆的连续切割和抛送。工作时圆盘锯齿不入土,其旋转最低点离地15~30 mm。就田间垂直存在的秸秆的散布情况或某个角度的前进方向而言,锯切防堵装置的横向的锯齿是为了减少重复切割、漏割和撕裂稻谷。
锯切防堵装置的工作程序制如下:1)无支撑切割阶段:相对地面静止的稻草首先被锯齿片切割,然后秸秆被完全切除或牢牢嵌入锯齿中。已切断的秸秆做自由运动并落到邻近的锯齿上; 2 )拖拽交付阶段:在稻草落下了相邻近的锯牙齿以后,他们将被抛洒装置向上扔到前者,而且,被嵌入锯牙齿的稻草将被更高的速度旋转的锯牙齿向前抛出; 3 )支撑切阶段:在无支撑阶段未被切割的稻草被定刀组合切割直到被完全切割。4 )抛撒阶段:正在被切割的稻草直接被锯齿圆盘切刀和抛散弧板扔到开沟器的后面,再一次,稻草将被连续地切割和抛撒。锯切防堵装置的工作的原理如图2所示
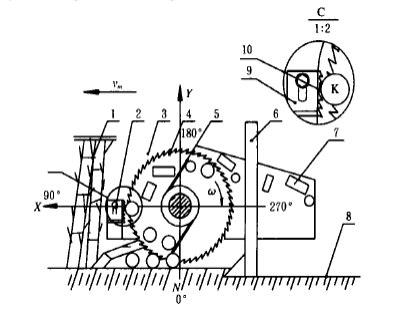
1.待切秸秆; 2.定刀组合; 3.罩壳; 4.锯齿圆盘切刀; 5.抛撒板;
6.开沟器; 7.断秆; 8.地表; 9.放大定刀组合; 10.锯齿型定刀;
N为无支撑切割点;K为支撑切割点;M为研究对象
图2 锯齿防堵装置防堵原理示意图
2.3锯齿圆盘切刀的力学性能
切割秸秆的锯齿圆盘切刀的切割特性属于无金属材料蠕动切割,它的最终的目的是不仅提供切割表面的质量,而且提高切碎效率,因此它能减少切削力和能量的消耗[ 9 ].因为它350毫米的直径与它1.8毫米的厚度的比值超过了150 ,锯齿圆盘切刀属于超过薄圆盘。它是根据弹性理论的水平压力和无轴对称问题。并且因为锯齿圆盘切刀是,由凸缘托盘紧缩,它的中心洞的6个自由被限制,因此它的中心部件被认作完全约束而没有任何旋转和移动。.锯齿圆盘切刀属于过度的切刀工具,在秸秆切割中它使其达到非传统的切割力,主要原因如下:1 )内空并且外硬的稻草结构决定了微硬部分的差异分布,因此单个锯齿的力在切稻草时是不明确的; 2 ) 因为锯齿圆盘切刀的锯齿不连续所以锯齿圆盘切刀的全部的切削力在水平方向将不确定。这些选择特征将使锯齿圆盘切刀变得更理想,而且这些理想特性大小要与外部承受载荷上的承载特性和锯齿圆盘切刀尺寸相比较。因此为保证切割的平稳需弄清锯齿圆盘切刀所受的力。
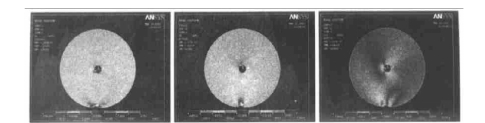
图3 锯齿圆盘切刀的压力分布
锯齿圆盘切刀的压力分布由有限元ANSYS软件计算评估。当秸秆直径在20~45毫米时参与切割秸秆的齿数一般为2~3个[11].由E等于210Gpa[12] 、μ为0.28的25Mn制成的锯齿圆盘切刀被分成1200隔间和1260个小节。这样ANASYS 软件根据锯齿圆盘切刀切割秸秆26.8牛米的最平均扭矩 [ 13 ]的拧传感器就获得了X,Y和XY平面的力的分布,计算结果如下:1)看到锯齿圆盘切刀曾担任替代从整体应力分布的锯齿波,牙齿和周围中心孔的锯齿波已分发给主应力,最大压应力达70776帕,此外,最大的拉应力高达19945帕。与锯齿圆盘切刀735兆帕产量疲劳内涵[ 12 ]相比,该锯齿圆盘切刀很难被摧毁,因此削减玉米秸秆是可行的; 2 )图3显示,锯齿圆盘切刀的应力是对称分布的,相对更压力的区域只占整体的3.33 %,其他占96.67 %;3 )在前齿首先接触秸秆时,锯齿圆盘切刀的前牙的承受最大的力,其应力值在切削秸秆前最小,可是当开始切断秸秆时,应力值将大幅增加,其值将比刚切割时大 倍。在完成切割秸秆时压力将降到最低点。因此,锯齿圆盘切刀将承担交变应力。
倍。在完成切割秸秆时压力将降到最低点。因此,锯齿圆盘切刀将承担交变应力。
3结果与讨论
3.1实验和锯齿圆盘切刀旋转方向的切割质量分析
有些实验是锯齿圆盘切刀在土壤装置中做顺时针和逆时针旋转的。结果列于表1 。
表1锯齿圆盘切刀旋转方向的实验结果
|
项目
|
顺时针旋转
|
逆时针现转
|
|
切削效果
|
在有支撑和无支撑情况下切割质量良好,可抓住整个秸秆,完全切割无撕碎,良好的统一性切割长度,少量锯齿圆盘切刀卷齿
|
切割质量差,只有无支撑切割方法,可抓住部分秸秆,而不能完全切割有严重撕裂,并随机分布切割稻草,和严重的包裹切刀
|
|
消耗功率
|
在同一工作条件下,功率消耗相对增加。例如,当群众的秸秆覆盖在11250 kg/hm2 ,耗电量价值可能高达1.42千瓦
|
在同一工作条件下,能耗相对减少。例如,当群众的秸秆覆盖在11250 kg/hm2 ,耗电量值可高达1.24千瓦
|
|
抛撒效果
|
在同样的工作条件,增加垂直和水平抛撒距离,并以优良的抛撒效果和可行性得到跨越
|
在一样工作条件下,减少了垂直和水平抛撒距离和速度,并且抛撒效果和可行性差
|
|
适应性
|
当大量的秸秆覆盖在7500 〜 18750 kg/hm2 ,它适应性较好,但超过18750 kg/hm2 开始下降,没有卷齿现象,适合不同的秸秆覆盖情况
|
当大量的秸秆覆盖在7500 〜 11250 kg/hm2 时,它有优良的适应性,但当超过15000 kg/hm2 ,开始变差,大部分的秸秆覆盖多达18750 kg/hm2 ,超载情况下完成情况差。因此,对于不同的大规模秸秆覆盖适应性差
|
表1显示,在逆时针旋转时的切割方式将有利于提高切割质量和抛撒效果,能增强不同的覆盖率。因此,经常选择逆时针旋转的锯齿圆盘切刀。
3.2 旋转速度对切割质量的影响
实验所选择的是速度为0.3米/ s的车辆和间隔为5毫米的移动和固定刀片,并且锯齿圆盘切刀与地面间隔为20毫米以及11250 kg/hm2的秸秆覆盖,实验结果图4所示。结果表明,电力消费和切割率会增随锯齿圆盘切刀转速的增加而增大。由于切割秸秆时的扭矩在基本上相同的工作条件下是相同的,在锯齿圆盘切刀的转速高于650转/分时切割率可高达100 % 。这是因为随着防堵免耕播种机转速的增加秸秆切割率会提高,这是是肯定的。
3.3秸秆湿度对切割质量的影响
同样庄稼的秸秆湿度在不同的秋季和不同的收割时间是不同的。在玉米秸秆被放置在不同区域的地里后,它的湿度分别为20%, 40.5%, 64.4% 和80.16%。在选择0.3米/秒的牵引速度、动刀定刀5毫米的间隔、切刀和地面相距20毫米和650转/分、11250千克/百米^2的覆盖率的条件下进行试验,结果如图5.
实验结果显示,在同等工作条件下随着秸秆湿度的增加能量消耗减少切碎率增加,这些都与不同的秸秆湿度紧密相关。当秸秆湿度更高时,秸秆会有更大的硬度和最强的坚实度还有良好的脆性,这表明此时很容易削减秸秆。秸秆含水量低较低时,秸秆的弹性和韧性较好,所以很容易撕皮和堵塞。锯齿圆盘切刀在秸秆含水率高达80.16 %时具有良好的切割质量和更高的切碎率。然而,在秸秆含水量达20 %时,会产生撕皮现象。


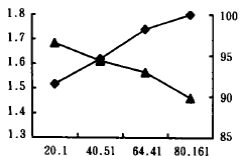
秸秆湿度/%
 能量消耗
能量消耗  切碎
切碎
图5 秸秆湿度对切碎率和能量消耗的影响
