毕业设计(论文)开题报告
一、毕业设计(论文)任务书
1.题 目:散热风扇支架注射模设计
2.工作量:
(1)计算说明部分
编写计算说明书一份,约10000字
(2)图纸部分
完成A0图纸2张,零件图若干
(3)技术条件
制品材料:ABS
生产批量:小批量生产
(4)制品三维图:如图1所示
(5)制品二维图:如图2所示
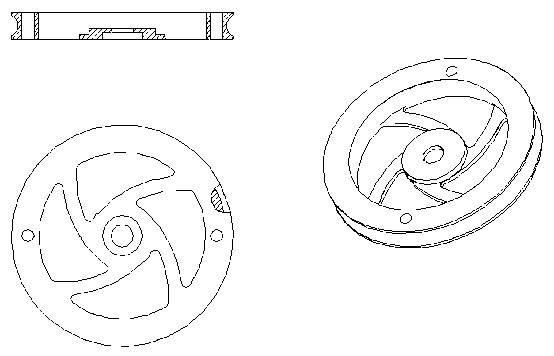
图1散热风扇支架三维图
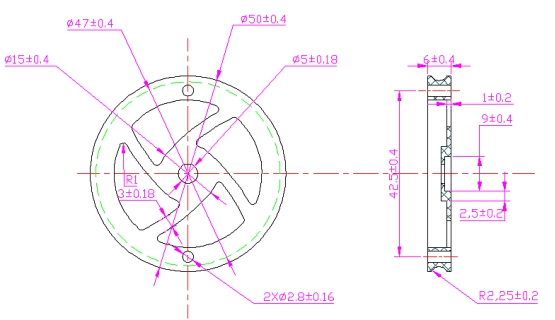
图2散热风扇支架二维图
二、选题的目的和意义
本课题的研究将涉及一些二维和三维的软件的应用,如Auto CAD,Pro/E等,以及相关软件的应用,这将会使我运用这些软件的能力得到提升。通过本次毕业设计,能全面系统的掌握塑料模设计的一般方法和典型零件的加工工艺的编制。本次学习将对我进一步巩固所学知识及灵活应用所学知识来解决实际问题有着深远的意义。另外,通过本次毕业设计,将使我掌握写论文的一般步骤及方法。同时也提高了我如何快速而有效的查阅相关信息的方法,不仅锻炼了我在遇到困难时冷静分析,独立思考及解决问题的能力,而且培养了我和同学相互讨论,相互学习的习惯。
材料只有通过成型才能成为具有使用价值的各种产品,75%以上的金属制品,95%以上的塑料制品是通过模具来成型的。采用模具生产制件具有效率高,质量好,切削少,节约能源和原材料,成本低等一系列优点,模具成型已成为当代工业当代生产的重要手段,成为多种成型工艺中最具有潜力的发展方向。模具是机械,电子等行业的基础工业,它对国民经济和社会的发展起着越来越大的作用。塑料生产中先进合理的成型工艺,高效的设施,先进的模具是必不可少的重要因素。塑料模具对实现塑料成型工艺要求和塑件使用要求起着十分重要的作用。任何塑件生产和更新换代都是以模具的制造和更新为前提的,由于目前工业和民用塑件的产量猛增,质量要求越来越高,因而导致了塑料模具研究,设计和制造技术的迅猛发展。
三、论文综述
1.模具工业在国民经济中的地位
模具工业是国民经济的基础工业,是国际上公认的关键工业。用模具制造零件效益高,产品质量好,材料消耗低,生产成本低,所以广泛应用于制造业中。模具生产技术水平的高低是衡量一个国家产品制造水平高低的重要标志,它很大程度上决定着产品的质量,效率和新产品的开发能力。随着科技的发展,国内已经认识到了模具在制造业中的重要基础地位,许多模具企业十分重视技术发展,增大了用于模具技术进步的投资。早在1989年3月中国政府颁布的《关于当前产业政策要点的决定》中,就将模具列为机械工业技术改造的第一位,模具工业既是高新技术产业的一个组成部分,又是高新技术产业的重要领域。模具在机械,电子,轻工,汽车,纺织,航空航天等领域里,日益成为使用最广泛的主要工艺 装备,它承担了这些领域中60%―90%的产品的零件,组件和部件的生产加工。模具制造业的重要性主要体现在市场的需求上,而目前国际市场供不应求,因此研究和发展模具技术,提高技术水平,对提高国民经济的发展有特别重要的意义。
2.模具的分类和占有量
模具主要类型有:冲模,锻模,塑料模,压铸模,粉末合金模,玻璃模,橡胶模,陶瓷模等。塑料模是塑料成型的工艺装备,塑料模可占模具总数的35%,塑料模主要包括压塑模,挤塑模,注射模,此外还有挤出成型模,泡沫塑料的发泡成型模,低发泡注射成型模,吹塑模等。
3.我国模具工业的现状
自20世纪80年代以来,我国的经济逐渐起飞,也为模具产业的发展提供了巨大的动力。90年代以后大部分工业发展十分迅速,模具工业总产值由1990年到1994年增长了70亿人民币,2000年增至270亿人民币,今后预计每年仍会以10-15亿的速度快速增长。目前,我国有17000多个模具生产厂点,从业人数五十多亿。除了国有的专业模具厂外,其他所有制形式的模具厂家也都得到了快速发展,其中集体和私营的企业在广东和浙江等省发展的最为迅速。
4.我国模具技术的现状及发展趋势
中国的塑料模具工业从起步到现在,历经了半个多世纪,有了很大的发展,模具水平有了较大的提高。许多模具企业十分重视技术发展,加大了技术进步的投入力度,并将其作为企业发展的重要动力。大型模具方面已能生产48"(约122cm)大屏幕彩电塑壳注射模具,6.5kg大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表等塑料模具,精密塑料模方面,已能生产照相机塑料件模具,多型腔小模数齿轮模具及塑封模具。经过多年的努力,在模具CAD/CAM/CAE技术,模具的电加工和数控加工技术,快速成型与快速制模技术,新型模具材料等方面取得了显著进步,在提高模具质量和缩短模具设计制造周期等方面做出了贡献。从模具设计和制造两方面来看,模具发展趋势归纳为以下几点:
① 理论研究不断发展,设计计算日趋成熟;
② 塑料模的高效率自动化;
③ 大型塑料模具;
④ 高精度塑料模具;
⑤ 模具计算机辅助设计(CAD)辅助工程(CAE);
⑥ 模具制造新工艺的进展;
⑦ 简易制模工艺的研究;
⑧ 模具标准化;
⑨ 特种塑料成型模具的研制。
5.国外模具工业的发展情况
当今国际市场正在进行新一轮的产业调整,一些模具制造业逐渐向发展中国家转移,中国正在成为世界模具大国。日本模具产能约占全球的40%,居全球第一位每年向国外出口大量模具。现在模具市场竞争日趋激烈,日本模具业在努力降低生产成本。随着模具工业全球化布局的发展,模具行业在美国工业总产值中所占的比重呈现不断下降的趋势,但是美国模具在全球模具的高端产品仍然占据着重要地位。德国技术含量较高的制造业作为立国之本,所以会加强模具技术的研究和开发。
四、模具设计内容和设计方案
1.主要研究内容
利用Pro/E设计软件完成该塑件的三维实体造型设计,在查阅相关设计资料和分析该塑件注射成型工艺性基础上进行模具的总体方案设计及可行性分析。在完成模具参数计算和结构设计的基础上,最终完成该模具的总装配图、开模状态图、及有关的零件图设计以及塑化部件的装配图;最后完成设计计算说明书编写。
2.材料分析
本次设计散热风扇支架选用的材料为ABS,ABS无毒、无味、呈微黄色,成形的塑件有较好的光泽。密度为1.02 g/cm~1.05g/cm,收缩率(0.4-0.8)%一般用(0.5)%。ABS有较好的抗冲击强度,且在低温下也不迅速下降。优良好的机械强度、硬度和一定的耐磨性、耐寒性、耐油性、耐水性、化学稳定性及电器性能。水、无机盐、碱、酸类对ABS几乎无影响。ABS有一定的硬度和尺寸稳定性,易于成形加工。经过调色可配成任何颜色。其缺点是耐热性不高,连续工作温度为70℃左右,热变形温度约为93℃左右。耐气候性差,在紫外线的作用下易变硬发脆,由于该零件仅起一个固定散热风扇叶片的作用。因此,选用5级精度。
3.确定型腔数目
确定型腔的方法有很多,根据锁模力、最大注射量、制品的精度要求、模具成本。根据制品的一般精度和塑件的质量确定本设计为一模两件。
4.选择分型面
根据散热风扇支架模具结构及成型工艺的角度选择分型面,选择垂直于开模方向的介于定模座板和定模板之间的平面为一个分型面,垂直于开模方向且介于定模板和动模板之间的平面为另一个分型面。
5.选择注射模应从以下几方面考虑:
(1)定模机构 定模机构是安装在注射机的固定模板上的部分型腔。由定位
浇环,主流道体,定模底板,定模板,凹模组成一体,在注射机上固定不动。
(2)动模机构 动模机构是安装在注射机动模板上的部分型腔。由凸模,动模板,导柱,动模垫板组成一体,在注射机的锁模装置的驱动下往复运动。
(3)浇注系统 浇注系统是将熔融塑料引向闭合模腔的通道。通常由主流道,冷料穴,分流道和浇口等组成,本次设计采用平衡式点浇口浇注系统。
(4)脱模机构 塑件为散热风扇支架塑件,故利用斜导柱式侧向分型于抽芯机构的设计方法。
(5)导向装置 导向装置是用以保证动模和定模闭和时位置准确。它由导柱,导套组成,本次设计采用了复位杆、拉杆等导向装置。
(6)顶出机构 顶出机构是实现制品脱模的装置。常见有顶杆式,顶管式,推板式等,本次设计采用顶杆式顶出机构。
(7)冷却和加热装置 加热是为了满足注射成型工艺对模具温度的要求,冷却为使熔料能在模具内冷却定型。
(8)排气系统 排气系统是为了把型腔内原有的空气以及塑料受热过程中分解的气体排出,而在模具分型面处开设的排气槽。 本设计由于推杆较多,并且采用的是过渡配合,配合选用H8/f7。可以起到排气作用。另外,动模板与定模板之间留有间隙,同样可以起到排气作用,因此没必要开设专用的排气槽。
五、毕业设计进度安排
1.第一阶段:开题 10月9日―10月21日(2周),10月21日开题报告;
2.第二阶段:设计阶段 10月24日―12月9日(7周);
3.第三阶段:撰写毕业设计论文与准备答辩 12月12日―12月23日(2周);
4.毕业答辩:12月28日―12月30日
六、主要参考文献
1、王连明、宋宝玉 机械设计课程设计 哈尔滨工业大学出版社,2005
2、刘颜召等 Pro/Engineer野火版3.0模具设计与加工 北京电子工业出版社 2007.10
3、肖祥芷、王孝培 中国模具设计大典 哈尔滨工业大学出版社,2003
4、叶久新、王群 塑料制品成型及模具设计 湖南科学技术出版社,2005
5、孙玉芹 机械精度设计基础 科学出版社,2004
6、陈剑鹤 塑料模具设计图册 清华大学出版社,2008.3
7、中国塑料机械信息网 WWW.SLJX.CN 首页,行业咨询,2006.4.19
8、刘品,李哲 机械设计与检测基础 哈尔滨工业大学出版社,2004
