目 录
摘 要 4
引 言 6
第一章、冲裁件的工艺性分析 9
1.1.冲裁件的结构工艺性 10
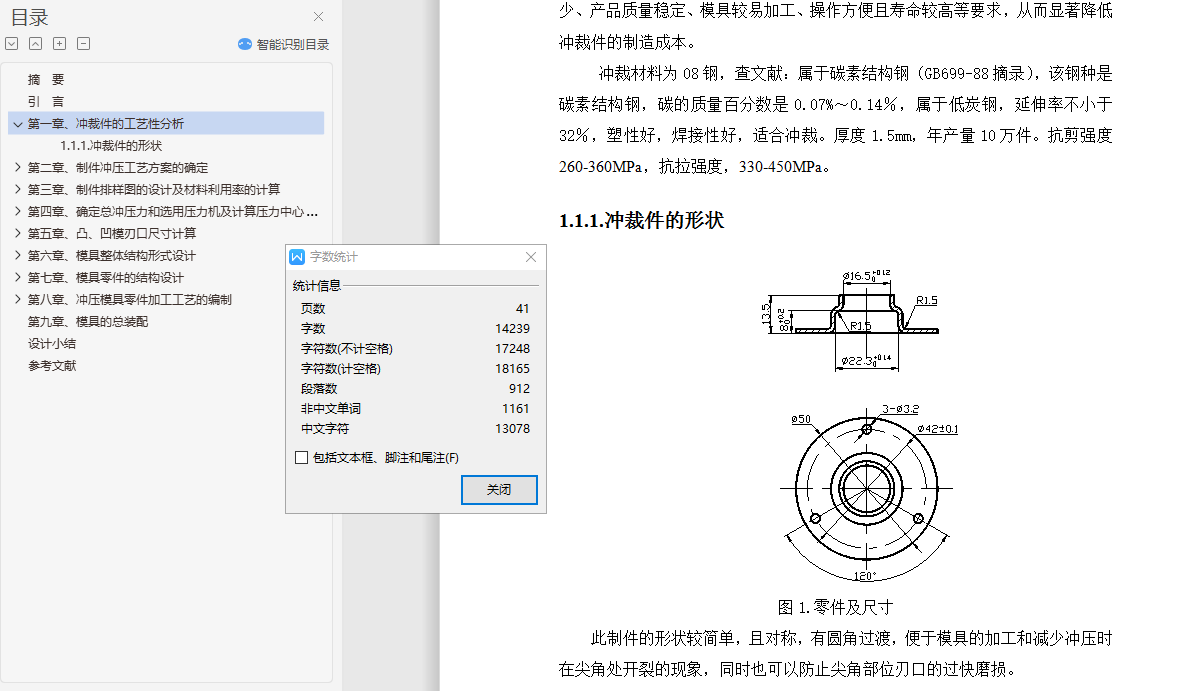
1.1.1.冲裁件的形状 10
第二章、制件冲压工艺方案的确定 11
2.1.冲压工序的组合 11
2.2.冲压顺序的安排 12
第三章、制件排样图的设计及材料利用率的计算 12
3.1.展开尺寸的计算 12
3.2.制件排样图的设计 14
3.2.1.搭边与料宽 14
3.3.材料利用率的计算 16
第四章、确定总冲压力和选用压力机及计算压力中心 16
4.1.拉深模 16
4.2.冲孔翻孔模压力的计算 18
4.3.压力中心的计算 19
4.4.压力机的选用 19
第五章、凸、凹模刃口尺寸计算 20
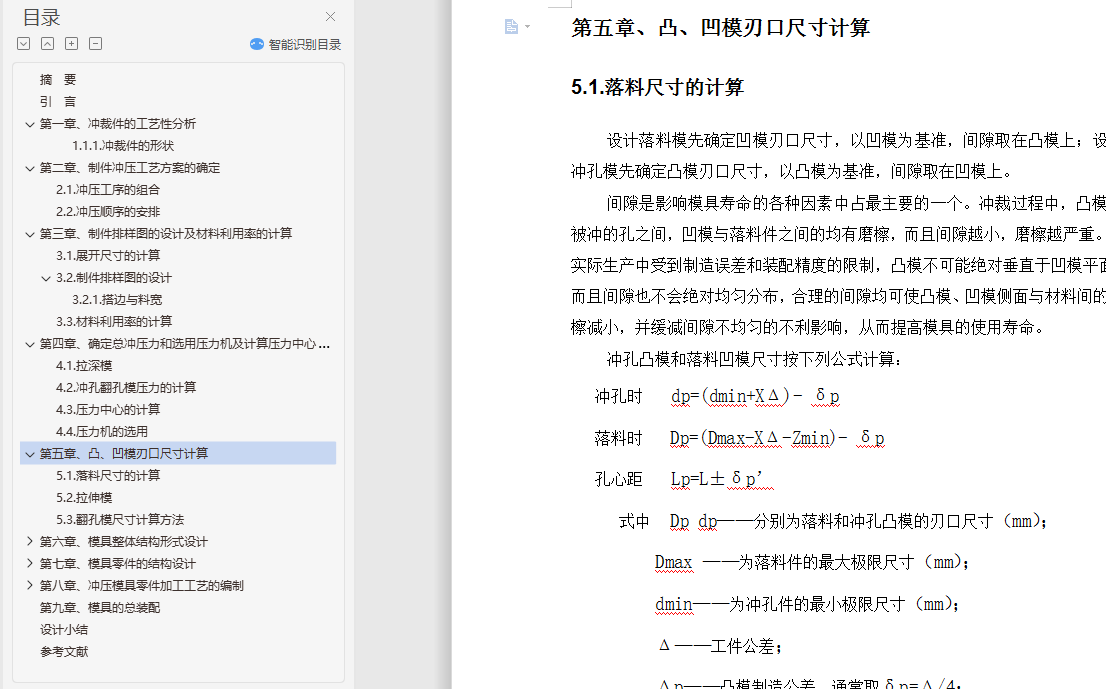
5.1.落料尺寸的计算 20
5.2.拉伸模 21
5.3.翻孔模尺寸计算方法 23
第六章、模具整体结构形式设计 24
6.1.模具类型 24
6.2.操作与定位方式 24
6.3.卸料与出件方式 24
6.4.模架类型及精度 25
6.5.落料拉伸模结构形式 25
6.6.冲孔翻孔模具结构 27
第七章、模具零件的结构设计 28
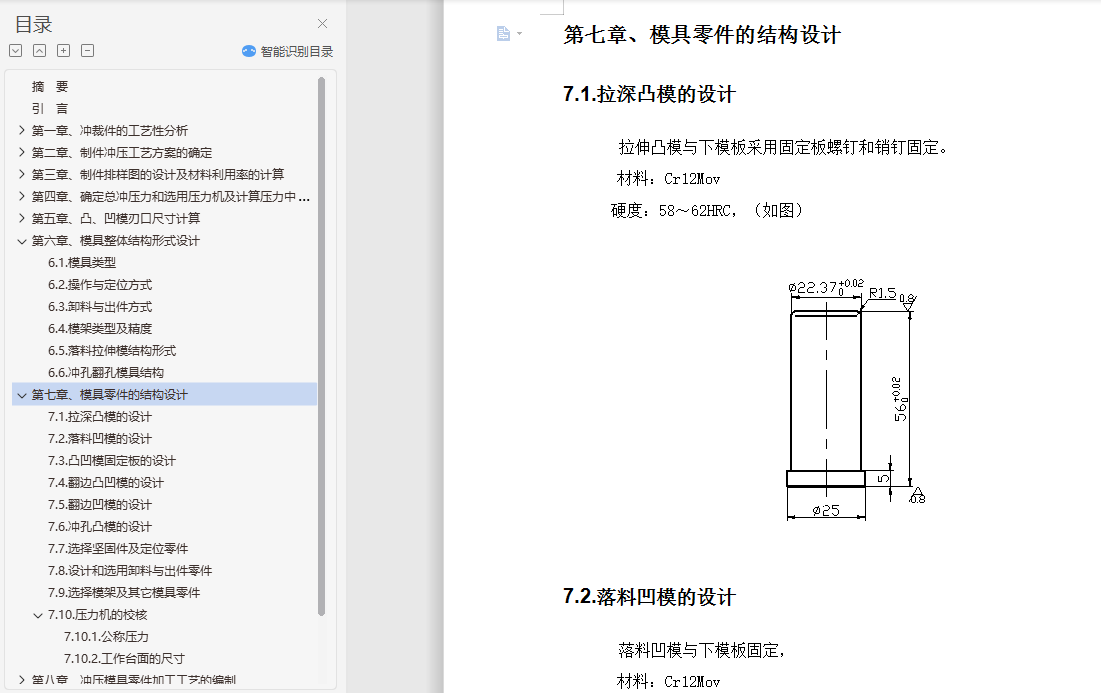
7.1.拉深凸模的设计 28
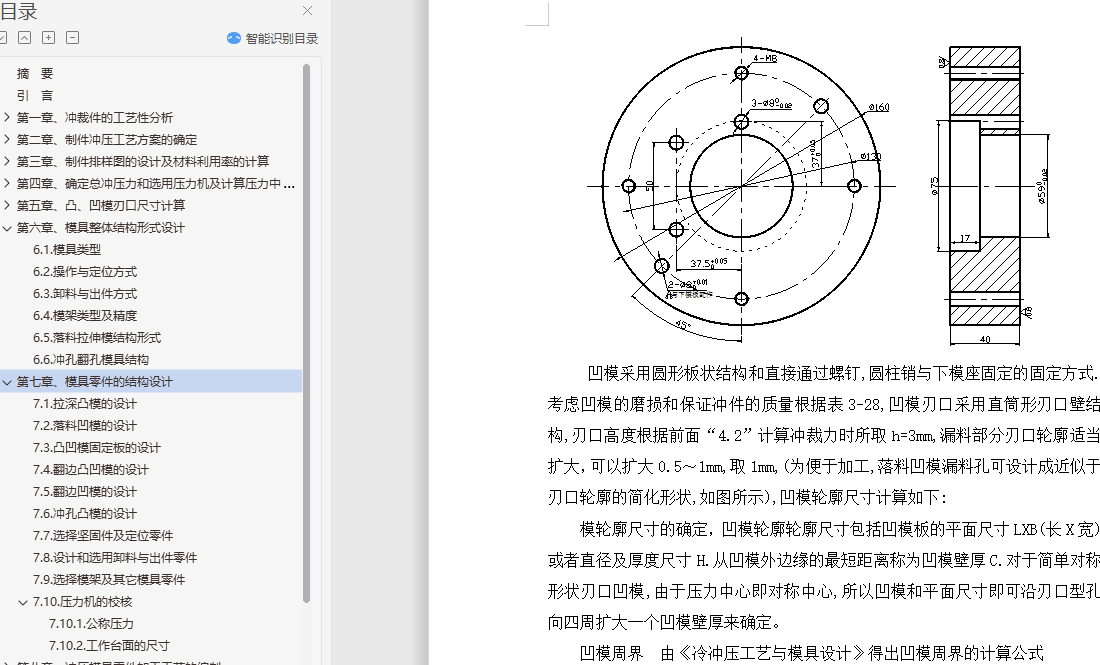
7.2.落料凹模的设计 29
7.3.凸凹模固定板的设计 31
7.4.翻边凸凹模的设计 32
7.5.翻边凹模的设计 32
7.6.冲孔凸模的设计 33
7.7.选择坚固件及定位零件 33
7.8.设计和选用卸料与出件零件 33
7.9.选择模架及其它模具零件 34
7.10.压力机的校核 34
7.10.1.公称压力 34
7.10.2.工作台面的尺寸 34
第八章、冲压模具零件加工工艺的编制 35
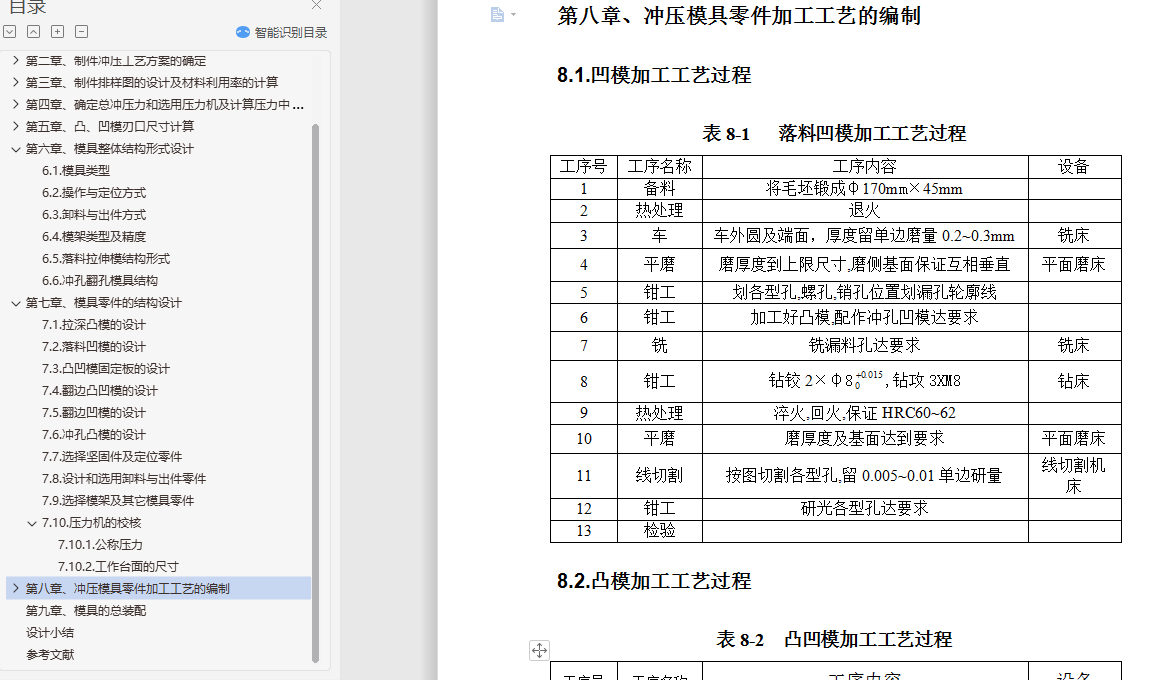
8.1.凹模加工工艺过程 35
8.2.凸模加工工艺过程 35
8.3.卸料板加工工艺过程 36
8.4.凸模固定板加工工艺过程 36
8.5.凹模加工工艺过程 37
8.6.冲孔冲头加工工艺过程 37
8.7.卸料板加工工艺过程 38
8.8.凸凹模固定板加工工艺过程 38
8.9.翻孔凸凹模加工工艺过程 39
第九章、模具的总装配 40
设计小结 41
参考文献 42
摘 要
冲压加工作为一个行业,在国民经济的加工业中占有重要的地位。根据统计,冲压件在各个行业中均占相当大的比重,尤其在汽车、电机、仪表、军工、家用电器等方面所占的比重更大。冲压加工的应用范围极广,从精细的电子元件、仪表指针到重型汽车的覆盖件和大梁、高压容器封头以及航天器的蒙皮、机身等均需冲压加工。冲压件在形状和尺寸精度方面的互换性较好,一般情况下,可以直接满足装配和使用要求。此外,在冲压过程中由于材料经过塑性变形,金属内部组织得到改善,机械强度有所提高,所以,冲压件具有质量轻、刚度好、精度高和外表光滑、美观等特点。
冲压加工是一种套高生产率的加工方法,如汽车等大型零件每分钟可生产几件,而小零件的高速冲压则每分钟可生产千件以上。由于冲压加工的毛坯是板材或卷材,一般又在冷状态下加工,因此轻易实现机械化和自动化,比较适宜配置机械人而实现无人化生产。特别是适用于定型产品的中大批生产。“冲压要发展,模具是关键”,提高模具的效率需从冲模设计和制造开始。
当然,冲压加工与其他加工方法一样,也有其自身的局限性,例如,冲模的结构比较复杂,模具价格偏高。因此,对小批量、多品种生产时采用昂贵的冲模,经济上不合算,目前为了解决这方面的问题,正在努力发展某些简易冲模,如聚氨脂橡胶冲模、低合金冲模以及采用通用组合冲模、钢皮模等,同时也在进行冲压加工中心等新型设备与工艺的研究。
本次毕业设计内容是:汽车玻璃升降器外壳冲压工艺及模具设计。毕业设计的目的不仅是对大学所学知识的一个巩固和总结,而且是大学期间重要的实践环节,它能综合培养查资料的能力、画图能力、独立分析能力、向老师、同学学习的能力。毕业设计作为对所学专业知识的一次综合检测,为以后参加工作也将奠定坚实基础。
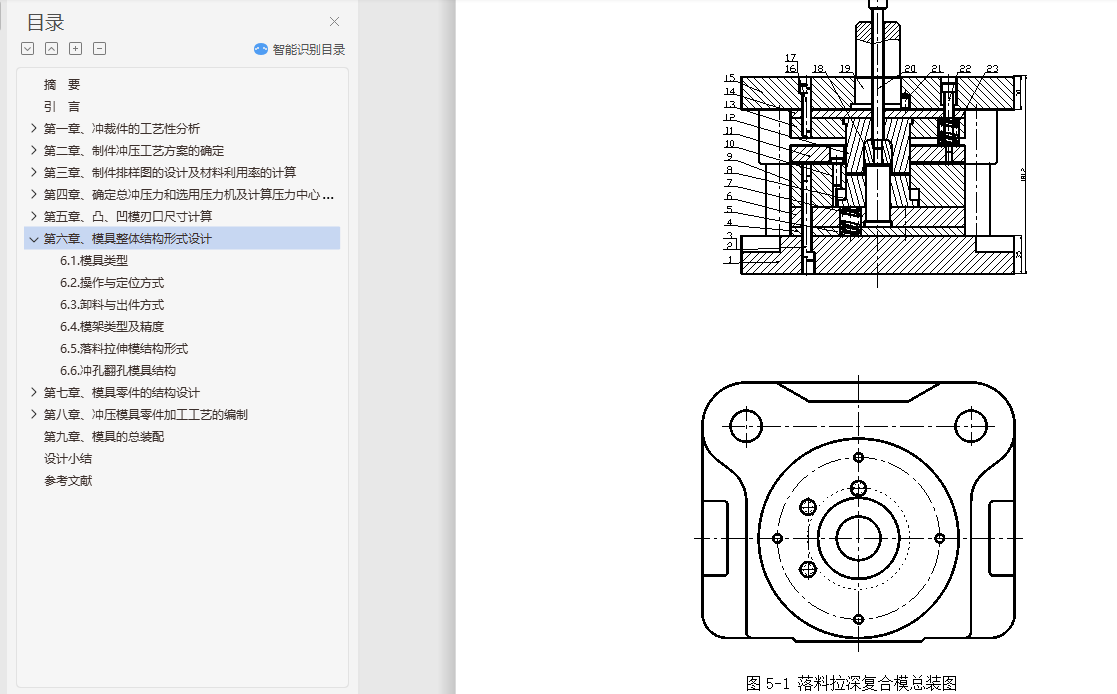
本次重点设计的是一副落料拉深复合模,一副冲孔翻孔复合模。这次设计是在老师认真、耐心的指导下进行的,是在对模具的经济性、模具的寿命、生产周期及生产成本等因素进行了全面的仔细的分析下而进行设计的。因我个人经验和水平有限,因此很难避免在设计的过程中存在不合理之处,望各位老师多多批评指正。
本论文是在老师的精心指导和严格要求下完成的。老师那严谨求实的治学态度,渊博的知识为我们树立了榜样,在此向她表示衷心的感谢!
在论文的设计和写作过程中,得到同学的大力支持和协助,在此一并感谢!
我相信:在老师的耐心指导和同学们的大力支持下,我一定能顺利完成本次设计。
关键词:冲压,冲压加工,模具结构,模具加工,加工中心,工艺,工艺性分析、模具工艺方案论证、工艺计算、加工设备选定、制造工艺、收集和查阅设计资料,绘图及编写设计技术文件等。