摘 要
电弧炉是电弧生产的主体设备,生产电弧时需把电能转变成热能,将炉料加热到预定温度。所以,电弧生产的关键在于电弧炉内温度值的大小和稳定性。而温度的改变是由电极棒插入炉料的深度来调节的,因此,三相电极的位置控制是电弧炉控制系统的重点和难点。电极位置控制不好,不仅消耗能量和时间、损失热量,还会加重电极及短网等零部件的损坏程度,缩短电弧炉使用寿命,造成成本升高,更严重的是会导致炉喷。
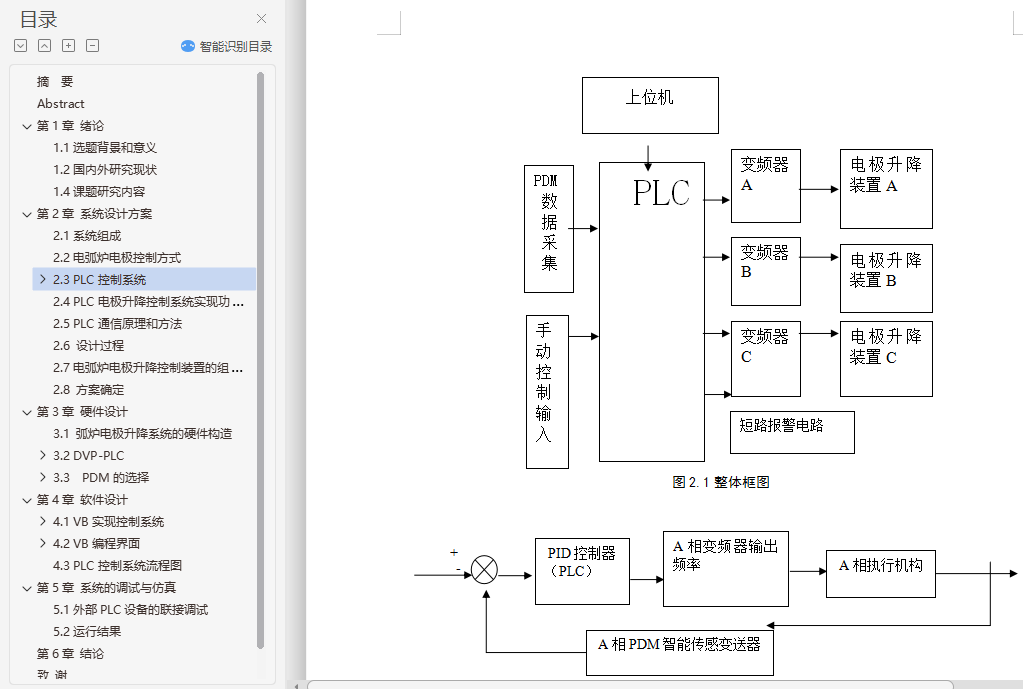
现代电弧炉冶炼技术是围绕缩短冶炼周期这一核心发展起来的。采用PLC(可编程序控制器)对电弧炉冶炼过程进行自动控制,可降低电炉电耗,缩短冶炼周期,减轻工人的劳动强度,提高了产品的质量。电弧炉控制系统的主要功能是三相电极的升降控制、压放控制、报警保护及数据采集处理等。根据现场需求研究采用以 PLC 为控制系统和以工控机为人机接口相结合的方式进行集中控制。PLC 的高可靠性和强抗干扰性满足系统要求,负责控制系统所需信号的采集和各种逻辑控制与运算。人机界面选用工控机,主要负责系统协调控制、过程值显示、状态监控及历史存储打印输出等。
关键词:电弧炉;电极;升降;控制
Abstract
Electric arc furnace (EAF) is the main equipment of arc production. It is necessary to convert electric energy into thermal energy and heat the charge to a predetermined temperature. Therefore,the key to arc production lies in the size and stability of the temperature in the arc furnace. The temperature change is regulated by the depth of the electrode rod inserted into the charge. Therefore,the position control of the three-phase electrode is the focus and difficulty of the arc furnace control system. The electrode position is not well controlled,which not only consumes energy and time,loses heat,but also aggravates the damage degree of the parts such as electrode and short net,shortens the service life of electric arc furnace,increases the cost and,more seriously,leads to furnace injection.
Modern EAF smelting technology is developed around the core of shortening smelting cycle. The automatic control of electric arc furnace smelting process with PLC (programmable controller) can reduce electric furnace power consumption,shorten smelting period,lighten workers' labor intensity and improve the quality of products. The main functions of the arc furnace control system are three-phase electrode control,voltage control,alarm protection,data acquisition and processing,etc. According to the requirements of the field,the centralized control is carried out by using PLC as the control system and the industrial computer as the man-machine interface. The high reliability and strong anti-interference of the PLC meet the requirements of the system. Responsible for the acquisition of the required signals and all kinds of logic control and operation of the control system. Industrial computer is selected for man-machine interface,which is mainly responsible for system coordination control,process value display,status monitoring and historical storage,printing and output,etc.
Key words: arc furnace; electrode; lift; control
目 录
摘 要 I
Abstract II
第1章 绪论 1
1.1选题背景和意义 1
1.2国内外研究现状 1
1.4课题研究内容 3
第2章 系统设计方案 4
2.1系统组成 4
2.2电弧炉电极控制方式 9
2.3 PLC控制系统 10
2.3.1 PLC控制系统工作原理 10
2.3.2控制过程 11
2.4 PLC电极升降控制系统实现功能 12
2.5 PLC通信原理和方法 12
2.6 设计过程 13
2.7电弧炉电极升降控制装置的组成 13
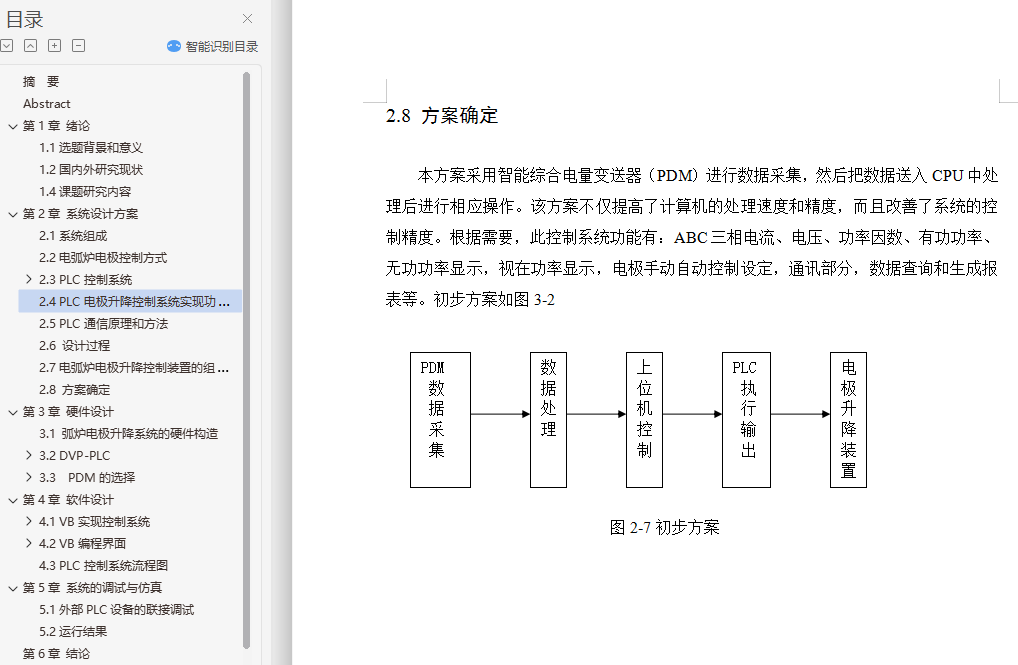
2.8 方案确定 14
第3章 硬件设计 15
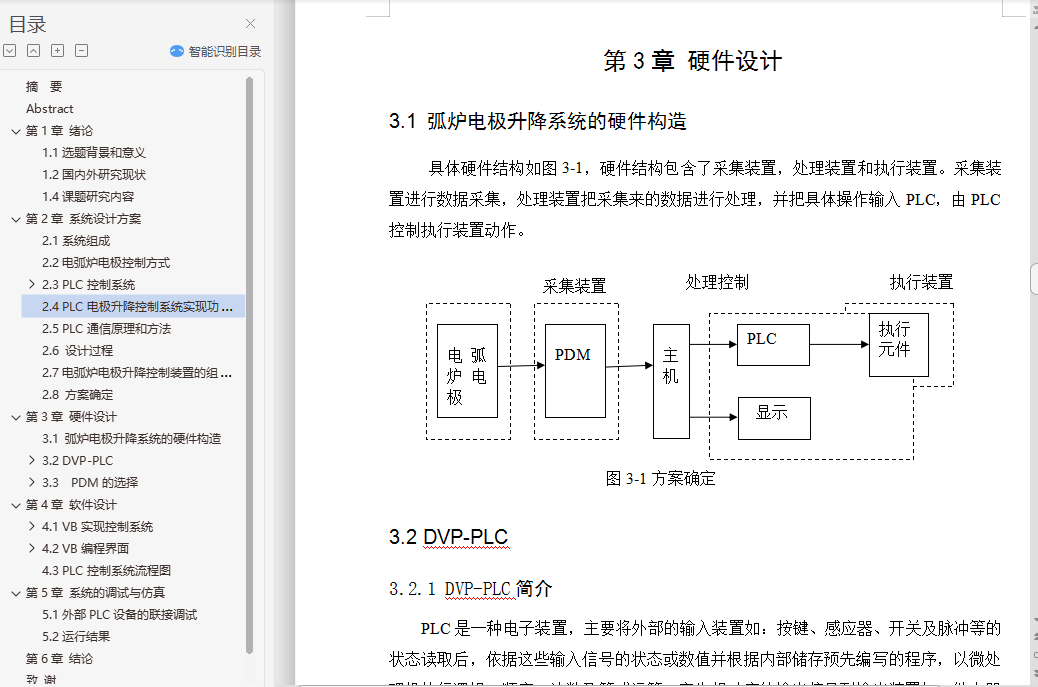
3.1 弧炉电极升降系统的硬件构造 15
3.2 DVP-PLC 15
3.2.1 DVP-PLC简介 15
3.2.2 DVP-PLC的特点 16
3.2.3 DVP-PLC性能指标 16
3.2.4 DVP-PLC的设定值 16
3.3 PDM的选择 18
3.3.1 PDM简介 18
3.3.2 PDM-800ACM的通讯接口 19
第4章 软件设计 20
4.1 VB实现控制系统 20
4.1.1 VB简介 20
4.1.2用VB实现上位机监控 20
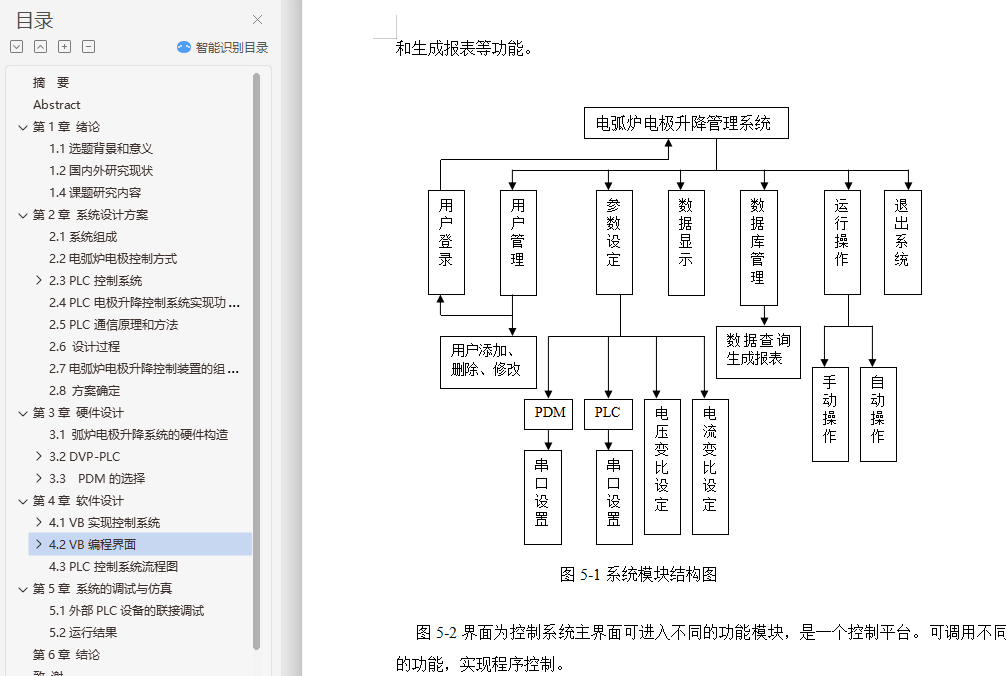
4.2 VB编程界面 21
4.2.1登录模块 24
4.2.2用户管理模块 24
4.2.3参数设定 26
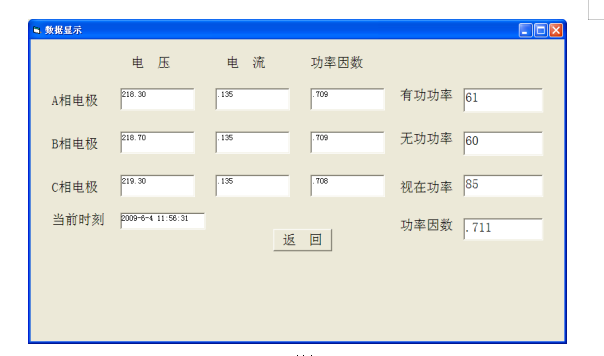
4.2.4 数据显示 27
4.2.5数据库管理 28
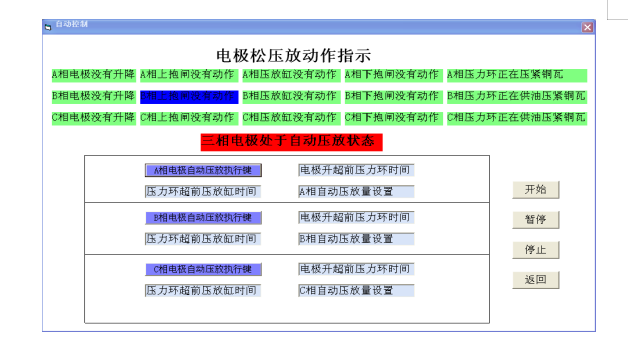
4.2.6 运行操作 30
4.2.7 退出系统 32
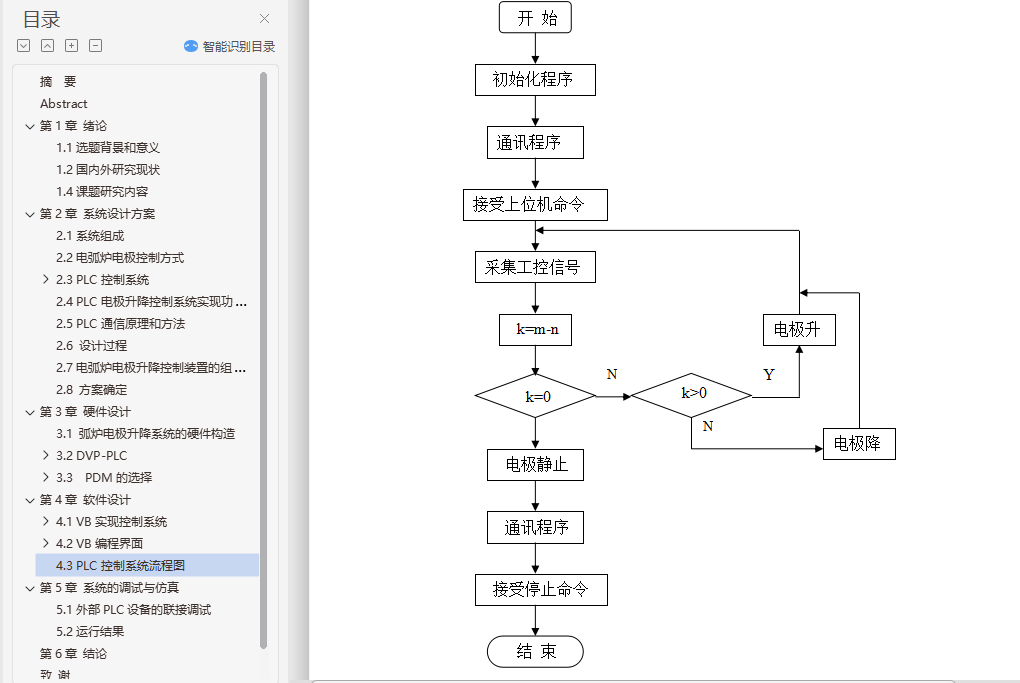
4.3 PLC控制系统流程图 32
第5章 系统的调试与仿真 34
5.1外部PLC设备的联接调试 34
5.2运行结果 35
第6章 结论 38
致 谢 39
参考文献 40